快速热循环注塑模具(高光无熔痕注塑模具)具有较为特殊的技术要求、试验方法、检测规则,本节以平板电视机前壳高光无熔痕注塑模具为例,介绍快速热循环高光无熔痕注塑模具的基本技术要求与检测方法。
模架应符合GB/T 12555—2006的规定,使用非标模架时应符合GB/T 12556—2006的规定,模具成型零件材料及其热处理要求见表4-1。
表4-1 快速热循环注塑模具成型零件材料及热处理要求

模具所有活动部分应保证位置准确、动作可靠,不得有歪斜和卡滞现象,要求固定的零件不得相对窜动。模具零件不应有裂纹,成型表面不应有划痕、压伤、锈蚀等缺陷。塑件的嵌件或机外脱模的成型零件在模具上安放位置应当定位准确、安放可靠,应有防错位措施。热流道模具其浇注系统不准有塑料渗漏现象,滑块运动应平稳,开模后限位应当准确可靠,合模后分型面除排气槽外应当紧密贴合,排气槽的拼合间隙应当小于0.03mm。通介质的冷却或加热系统应畅通,不应有介质渗漏现象,气动或液压系统应畅通,不应有介质渗漏现象。模具应设吊环螺钉,确保安全吊装,起吊时模具应平稳,便于装模,吊环螺钉应符合GB/T 825—1988的规定。
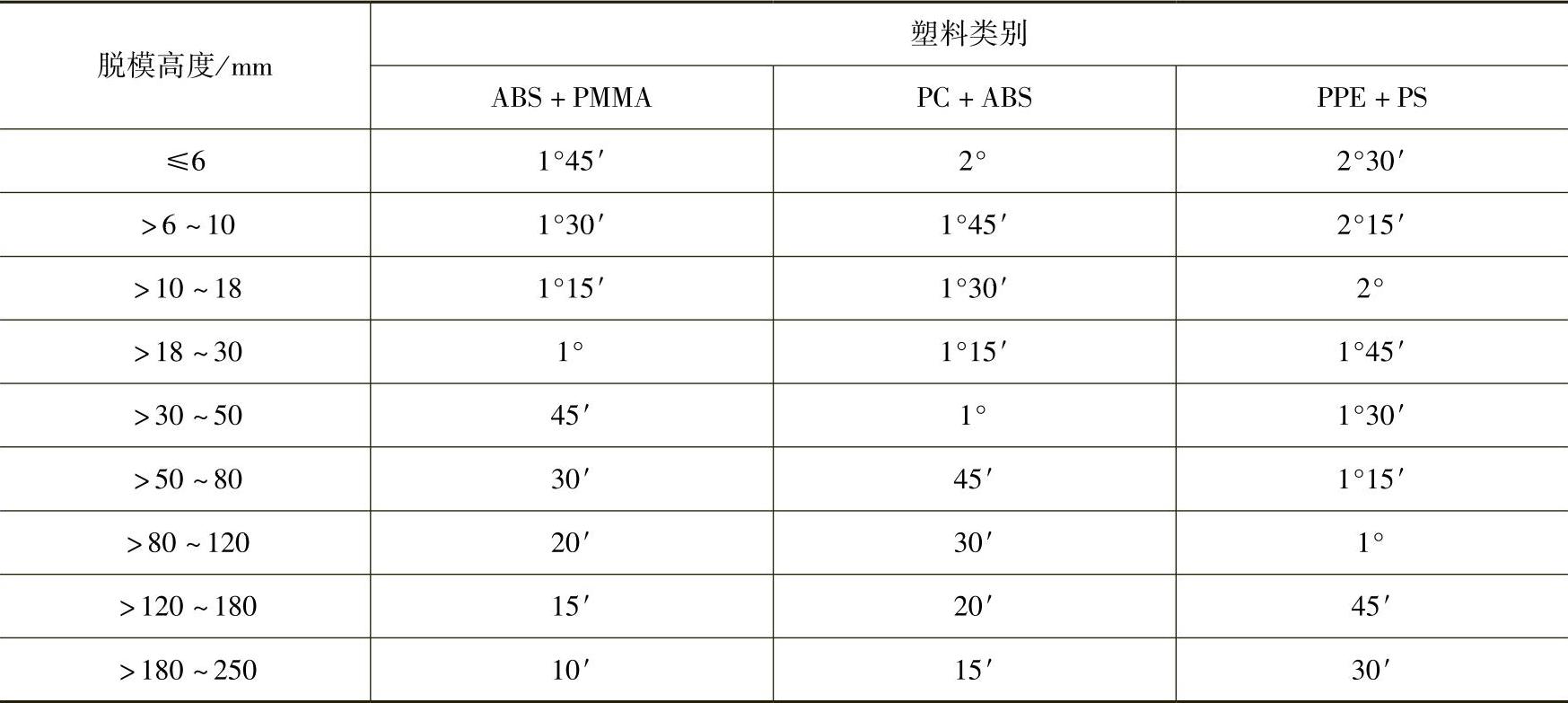
模具零件尺寸应符合GB/T 12554—2006中3.8、3.9、3.10、3.12、3.14、3.16、3.17的规定,定模座板与动模座板安装平面的平行度应符合GB/T 1184—1996中7级的规定,导柱导套的轴线对模板的垂直度应符合GB/T 1184—1996中5级的规定。当成型部位未注明脱模斜度要求时,单边脱模斜度应不大于表4-2的规定值;当图中未注脱模斜度方向时,按减小塑件壁厚并符合脱模要求的方向制造。文字、符号的单边脱模斜度应为10°~15°;成型部位有装饰纹时,单边脱模斜度允许大于表4-2中的规定值;塑件上凸起或加强筋单边脱模斜度应大于2°;塑件上有数个并列圆孔或格状栅孔时,其单边脱模斜度应大于表4-2中的规定值。
表4-2 模具的脱模斜度(https://www.daowen.com)
模具型腔应能达到100~150℃的温度范围,模具型腔加热与冷却的效率应达到3~5℃/s,对于采用蒸汽加热的高光无熔痕模具,蒸汽管路要采用耐200℃以上高温的水管和水嘴。
电器系统绝缘电阻应不小于10MΩ,电器设备所有电路导线与保护接地电路之间应经受50Hz、1000V交流电压至少1s时间的介电强度试验,且无击穿或闪络现象,接地电阻≤0.1Ω。
高光成型面表面粗糙度≤Ra0.025μm,一般外观成型面表面粗糙度≤Ra0.1μm,非外观成型面表面粗糙度范围为Ra0.4~0.8μm,脱模困难的部位(例如筋部、散热孔等)表面粗糙度≤Ra0.1μm,基准面表面粗糙度范围为Ra0.4~0.8μm,固定配合面表面粗糙度范围为Ra0.8~1.6μm,活动配合面表面粗糙度范围为Ra0.4~0.8μm,型腔表面平面度表面粗糙度范围为≤Ra0.02μm,导套对模板垂直度表面粗糙度范围为≤Ra0.02μm,导板对模板垂直度表面粗糙度范围为≤Ra0.02μm,合模后分型面间隙表面粗糙度范围为≤Ra0.02μm。模具绝缘电阻﹥500MΩ。
一般采用目测和测量工具进行模具尺寸精度检测,其中采用目测进行外观结构检测,尺寸精度采用精度为0.02mm的游标卡尺、精度为0.001mm的千分尺、精度为0.01mm的百分表、精度为0.001mm的三坐标测量机进行检测。平行度和垂直度采用精密测高仪进行测量,采用角度尺测量模具斜度,或者通过尺寸测量换算得出。
对于蒸汽加热的高光无熔痕模具,采用冷却水进行冷却,冷却水与蒸汽使用相同的回路,在注射完成前,用蒸汽对模具进行加热,注射结束后,切换成冷却水对模具进行冷却;对于电加热器加热的高光无熔痕模具,采用加热与冷却分离的结构,合模前冷却板与型腔板分开,用电加热器对型腔进行加热,合模后冷却板与型腔板贴合,电加热器停止加热,用带冷却水回路的冷却板对模具进行冷却。对模具型腔温度采用红外温度计进行测量,均布测量10个点的温度值并取平均值。对模具加热与冷却的效率采用红外温度计和秒表进行测量,均布测量10个点的温度值并取平均值。对于电气系统采用500V摇表检查其绝缘电阻,耐压试验按照GB/T 5226.1—2008《机械电气安全 机械电气设备 第1部分:通用技术条件》中18.4的规定进行。用万用表测量接地端与机壳之间的接地电阻。采用表面粗糙度仪测量表面粗糙度,且均布测量10点并取其平均值。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





