上述电加热快速热循环注塑模具采用的加热元件为电热管,即所谓的筒形加热器,电热管是通过直接插入的方法固定在型腔板内部的安装孔中。为了保证模具型腔表面获得均匀的加热,模具内插入的电热管应当根据模具型腔的几何形状随形分布,各处电热管距离型腔表面的距离应尽可能保持一致。对于形状比较简单的平面或特定曲面类的模具型腔,利用这种基于插入型电热管的电加热快速热循环注塑模具结构,可以实现电热管沿型腔表面的随形分布,从而实现模具型腔表面的均匀加热,如图4-34所示。但对于具有三维复杂形状的模具型腔,由于很难实现电热管沿型腔表面的随形分布,故利用上述模具结构很难保证型腔表面的均匀加热。
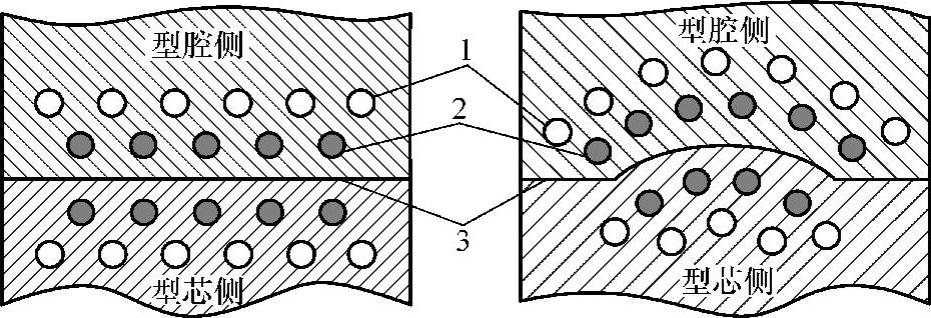
图4-34 电加热快速热循环注塑模具中电热管的随形布局
1—冷却管道 2—电热管 3—分型面
为了解决上述电加热快速热循环注塑模具结构存在的不足,基于随形加热冷却的概念,借鉴第3章提出的复杂蒸汽加热快速热循环注塑模具结构,提出了一种基于埋藏型电加热元件的电加热快速热循环注塑模具结构,如图4-35所示。该电加热快速热循环注塑模具的结构特点是电加热元件安装在型腔板的背面,而冷却管道全部位于与型腔板接触的型腔支承板之中。其中,型腔板又可称为加热板,而型腔支承板又可称为冷却板。在型腔板的背面加工有随形凹槽,电加热元件安装或镶嵌在随形凹槽之中,从而实现模具型腔表面的随形加热,以保证三维复杂型腔表面温度的均匀性。在与型腔板接触的型腔支承板表面同样加工有随形凹槽以作为模具的随形冷却管道,从而实现模具和塑件的均匀冷却。
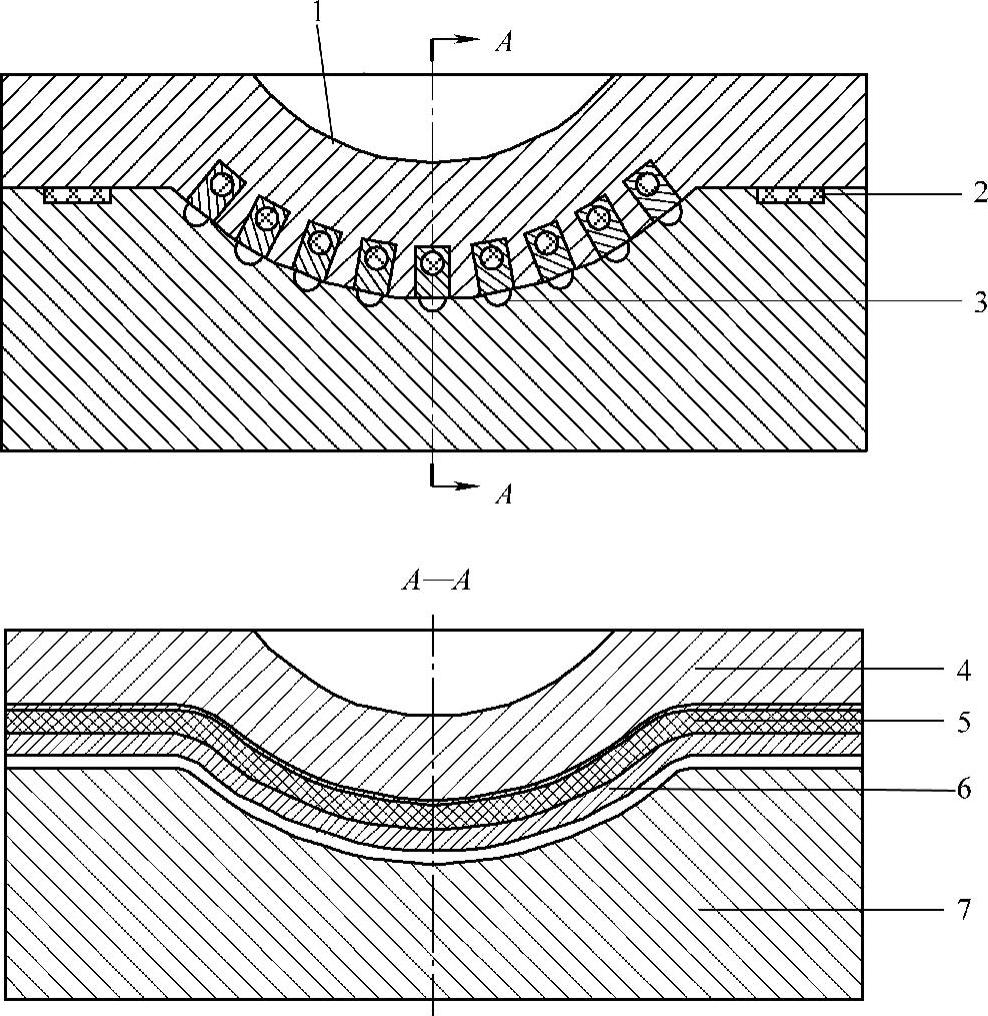
图4-35 基于埋藏型电加热元件的电加热快速热循环注塑模具结构示意图(www.daowen.com)
1—型腔表面 2—密封垫 3—冷却管道 4—型腔板 5—加热元件 6—固定套 7—型腔支承板
电加热元件的安装与固定不但影响电加热快速热循环注塑模具的加热效率、加热均匀性,而且还影响电加热元件的使用寿命和工作稳定性,是电加热快速热循环注塑模具加工制造的关键技术之一。对于基于插入型电热管的电加热快速热循环注塑模具,电加热元件的安装固定比较容易实现,直接把电热管插入模具中对应的安装孔即可。对于基于埋藏型电加热元件的电加热快速热循环注塑模具,电加热元件需要安装镶嵌在型腔板背面的凹槽中,其安装与固定过程则要相对复杂得多。图4-36所示为一种埋藏型电加热元件的安装固定方法。首先,在型腔板背面的凹槽中置入衬底基套,然后将电加热元件插入型腔板背面的凹槽之中,接下来把固定套置于电加热元件之上并用力将其压入凹槽之中,以将电加热元件紧密地固定在凹槽之中,并保证各材料间的良好接触,以减少接触热阻和提高加热效率,最后磨削去除固定套背面多余的材料。固定套和衬底基套材料应当选用具有优良导热性能的金属材料,例如经软化处理的铜或铝,以提高模具的热响应效率。
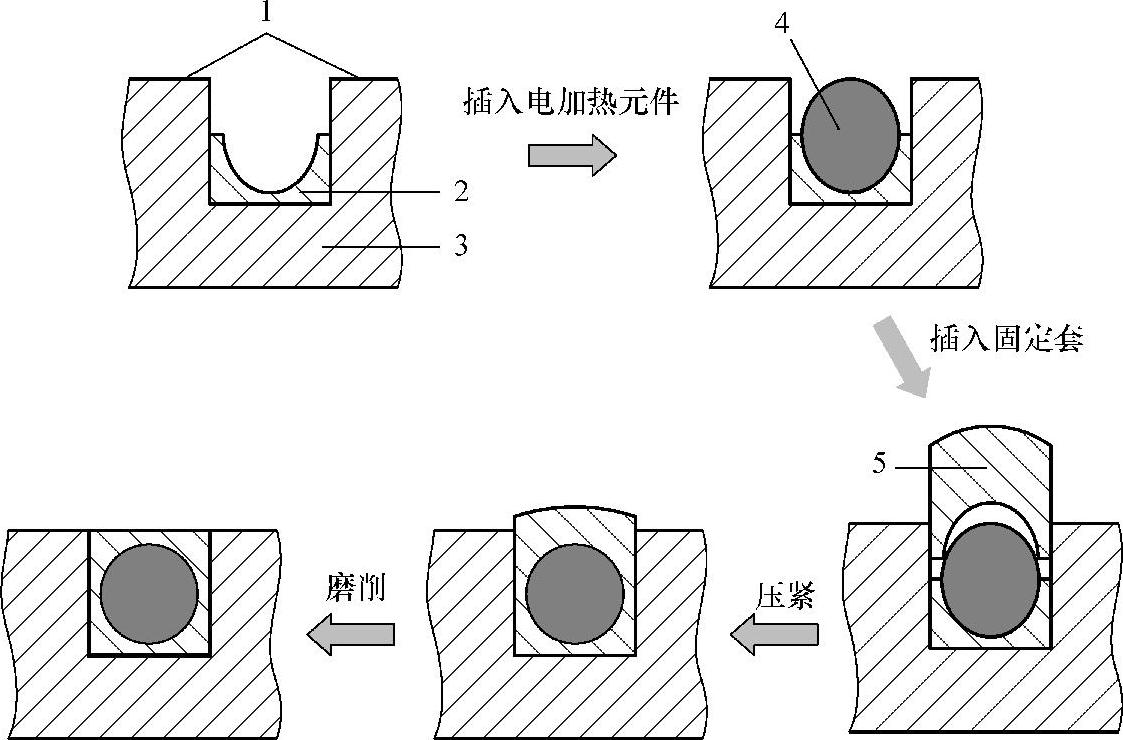
图4-36 埋藏型电加热元件的安装与固定方法
1—型腔背面 2—衬底基套 3—型腔板 4—电加热元件 5—固定套
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







