在4.3.2节介绍的电加热模具中,电加热元件与冷却管道全部位于同一型腔板内部,这使得型腔板的厚度较大,从而增大了型腔板的热容,降低了模腔表面的热响应速率。对于电加热快速热循环注塑模具,由于电加热元件与冷却管道完全分开,故在模具设计时可将电加热元件与冷却管道完全分开,以避免模具加热与模具冷却之间的干扰,减小模具型腔板的热容量,提高型腔表面的热响应效率。
图4-29所示为一种电加热元件与冷却管道完全分开的电加热快速热循环注塑模具[174]。在常规的注塑模具结构中,型腔与型芯板是分别与各自对应的固定板、模板等部件完全紧固在一起的,相互之间不能发生相对运动。而在这种低热容电加热快速热循环注塑模具结构中,型腔与型芯板并没有完全与各自对应的固定板紧固在一起,而仅是通过导杆、螺栓等连接在一起,型腔与型芯板可在外部锁模力和内部弹簧力的作用下沿开合模方向往复运动,故将这种低热容模具称之为浮动型腔式电加热快速热循环模具。在这种模具结构中,型腔与型芯板中只安装了电加热元件而没有设置冷却管道。所有的冷却管道全部位于型腔与型芯板背面对应的单独冷却板中。换言之,在这种浮动型腔式电加热快速热循环注塑模具中,模具内部的加热系统与冷却系统是完全分离的,从而可以避免它们之间的相互干扰。下面将结合快速热循环工艺动态模温控制的加热、高温保持、冷却、低温保持四个阶段,阐明这种浮动型腔式电加热快速热循环注塑模具的工作原理。
加热阶段对应的模具状态如图4-29a所示。在此阶段,模具处于打开状态,浮动式型腔板3和型芯板4分别与其背面的型腔冷却板12和型芯冷却板6之间存在一定的间隙S。间隙中充满了空气,可以起到良好的隔热保温作用,从而避免了加热阶段型腔板中的热量向冷却板中扩散,有效减少了热量散失。由于这种浮动型腔式电加热快速热循环注塑模具的型腔板中无须设置冷却管道,所以型腔板的厚度和体积远小于最初电加热快速热循环注塑模具设计方案中既安装有电加热元件又加工有冷却管道的型腔板的厚度和体积。因此,这种新的电加热快速热循环注塑模具的型腔和型芯板具有更低的热容量,相应地模具型腔表面将具有更高的热响应效率。
加热阶段结束后,进入高温保持阶段。在此阶段,注塑机闭合模具,并向模具型腔中注射塑料熔体,如图4-29b所示。在闭模过程中,浮动式型腔板3和型芯板4在锁模力的作用下,将沿着导杆11运动,逐渐靠近各自对应的冷却板12和6。当模具完全闭合后,浮动式型腔板3和型芯板4将与各自对应的冷却板12和6紧密地贴合在一起。随后,在注塑机注射机构的作用下,料筒中的塑料熔体将被注入模具型腔,开始充填流动。
塑料熔体完全充满型腔后,向型腔冷却板12和型芯冷却板6中通入低温冷却水,开始快速冷却浮动式型腔板3和型芯板4,以使模具型腔中的塑料熔体快速冷凝。图4-29c所示为冷却阶段对应的模具状态。由于冷却板与型腔和型芯板是完全分开的,所以冷却板的材料可以与型腔和型芯板的材料完全不同,其材质可以选择具有优良导热性能的铝合金或铜合金。由于受到成本、强度、耐用性等方面的限制,型腔和型芯板材料一般均为导热性能较差的模具钢,而在这种新的浮动型腔式电加热快速热循环注塑模具中,以导热性能好的铝合金或铜合金作为冷却板材料,相当于减小了冷却管道与模具型腔表面间的距离,从而有利于改善模具型腔表面的热响应效率,加快塑料熔体的冷却。
当模具温度降低至一定水平时,型腔中的塑件已具备了足够的刚度,能够满足顶出要求,注塑机的开锁模机构将打开模具,并顶出塑件14,如图4-29d所示。模具打开的过程中,在弹簧5的作用下,浮动式型腔板3和型芯板4将被顶出而分别与型腔冷却板12和型芯冷却板6分离,从而停止对浮动式型腔板3和型芯板4的冷却,为下一个成型周期的模具加热做准备。
基于上述浮动型腔式电加热快速热循环模具结构设计原理,我们还开发了一种浮动冷却板式电加热快速热循环注塑模具结构,如图4-30所示。在这种浮动冷却板式电加热快速热循环注塑模具中,型腔与型芯板是与各自对应的固定板固定在一起的,无法发生相对运动,但冷却板并没有完全固定住,可以沿开合模方向运动。加热阶段,冷却板在推拉杆的作用下
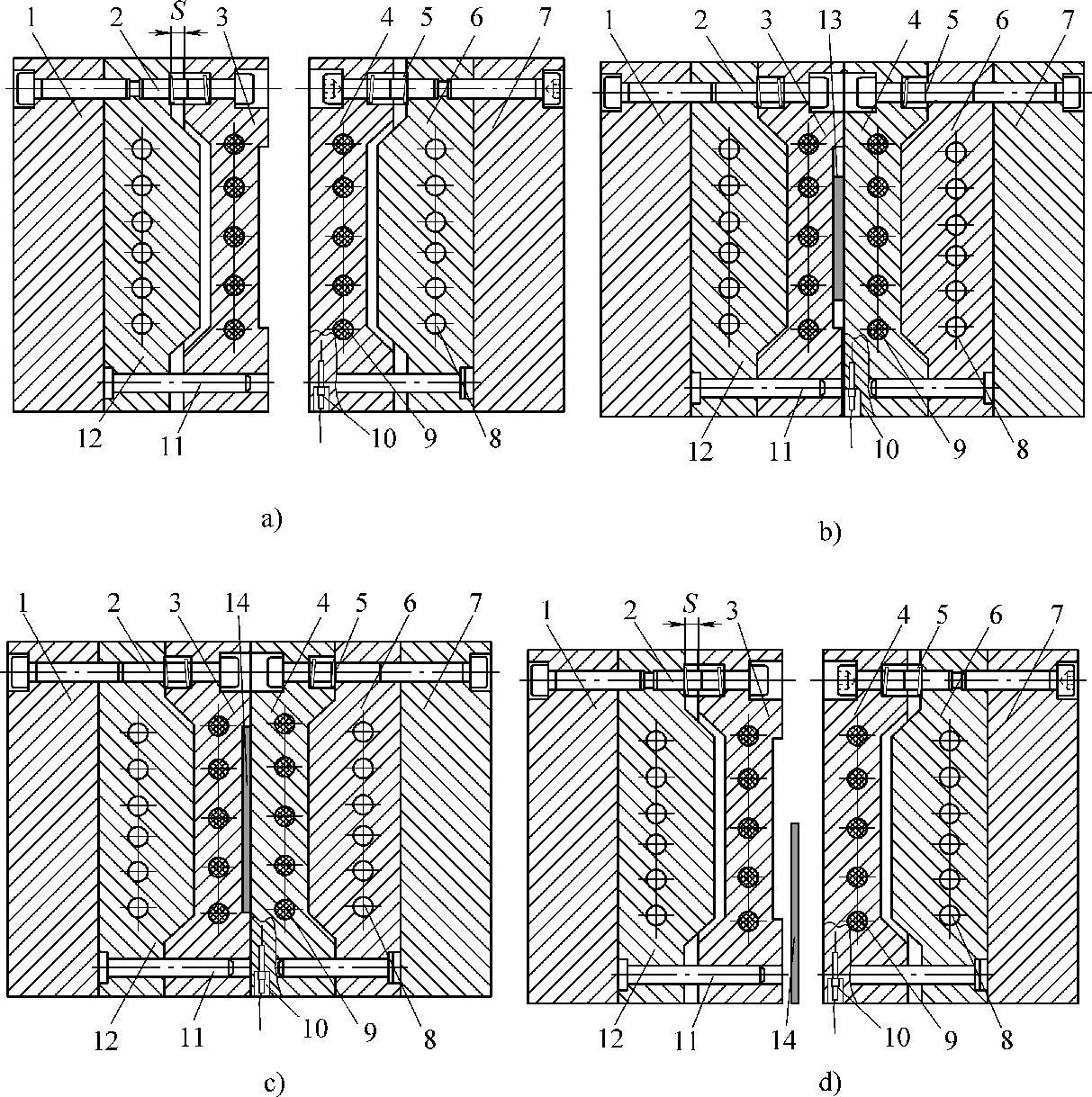
图4-29 浮动型腔式电加热快速热循环注塑模具的结构和工作原理示意图
a)加热阶段对应的模具状态 b)高温保持阶段对应的模具状态 c)冷却阶段对应的模具状态 d)低温保持阶段对应的模具状态(www.daowen.com)
1—型腔固定板 2—连接螺栓 3—型腔板 4—型芯板 5—弹簧 6—型芯冷却板 7—型芯固定板 8—冷却管道 9—电热管 10—热电偶 11—导杆 12—型腔冷却板 13—塑料熔体 14—塑件
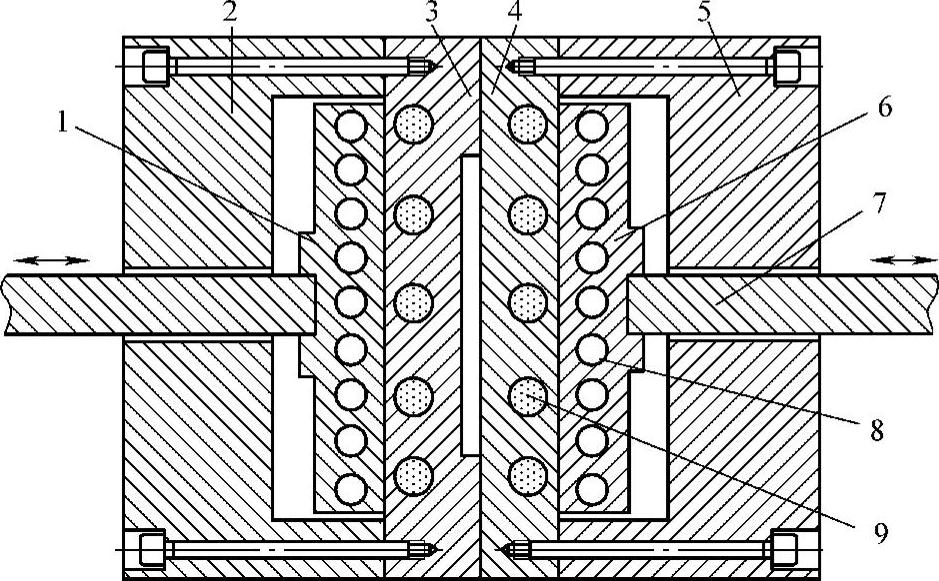
图4-30 浮动冷却板式电加热快速热循环注塑模具的结构示意图
1—型腔冷却板 2—型腔固定板 3—型腔板 4—型芯板 5—型芯固定板 6—型芯冷却板 7—推拉杆 8—冷却管道 9—电热管
被拉离型腔与型芯板,从而在型腔与型芯板的背面产生空气间隙,以减少加热阶段型腔与型芯板中的热量散失和提高模具型腔表面的加热效率。冷却阶段,冷却板在推拉杆的作用下又与型腔和型芯板的背面紧密贴合,以快速冷却模具。与浮动型腔式电加热快速热循环注塑模具结构相比,浮动冷却板式电加热快速热循环注塑模具结构的优点是模具的加热冷却操作比较灵活,不受模具开合模状态的限制,但由于合模冷却阶段冷却板与固定板之间存在间隙,所以这种模具的结构强度和刚度相对较差。
研究结果表明,这种新的浮动型腔或浮动冷却板式电加热快速热循环注塑模具,可显著提高模具的加热速率和冷却速率(见图4-31),缩短热循环时间,从而有利于缩短电加热快速热循环注塑工艺的成型周期和提高注塑生产效率,这对于提高电加热快速热循环注塑工艺的市场竞争力和增强其适用性具有十分重要的意义。
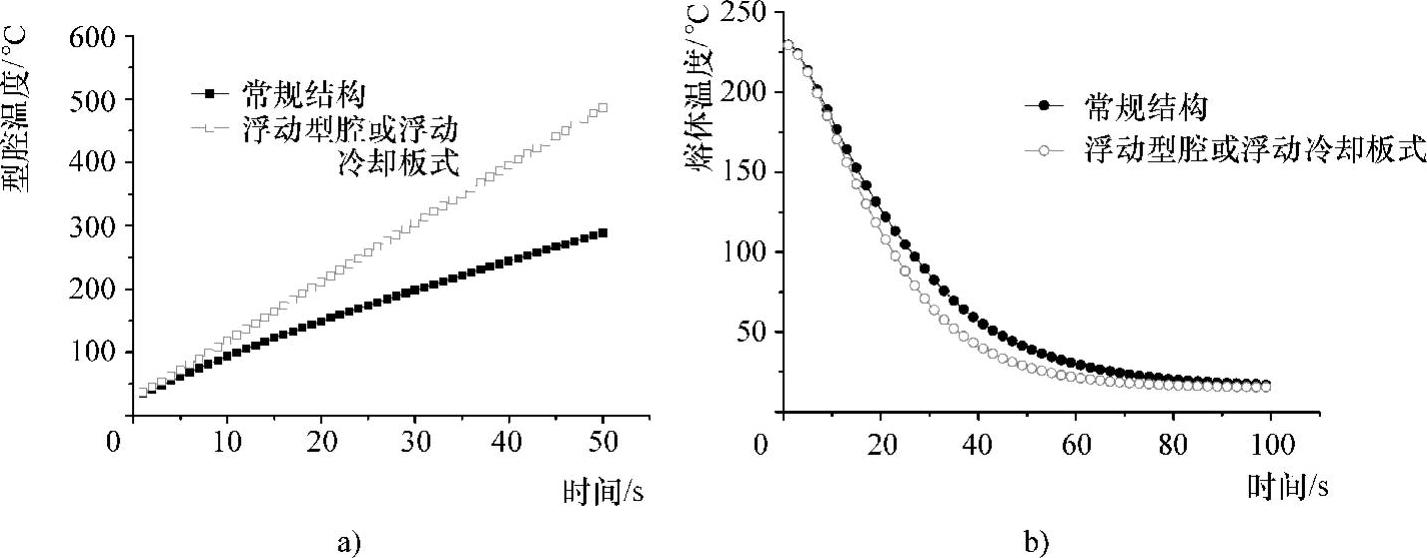
图4-31 浮动型腔或浮动冷却板式与常规电加热快速热循环注塑模具热响应速率比较
a)加热阶段 b)冷却阶段
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






