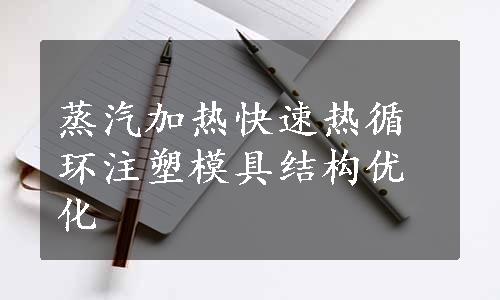
图4-2所示为我们开发的一副46英寸液晶电视机面板的蒸汽加热快速热循环注塑模具。由于仅对面板外表面具有高品质要求,故只需要对模具的型腔侧进行快速加热和快速冷却,而对模具型芯侧则采用常规的模具温度控制方法。加热与冷却管路的布局设计是基于常规冷却管路的布局设计方法,管路直径为7mm,相邻两管路的中心距离为12mm,管路中心至型腔表面的距离约为15mm。为了减少热量的扩散损失,提高模具的加热冷却效率,应在模具型腔板的周边进行隔热保温处理。我们提出了两种适合于快速热循环注塑模具的隔热结构:一是在型腔板与固定板间增加隔热板;二是在型腔板周边加工出凸台结构,以在型腔板与固定板间形成隔热空气槽,如图4-3所示。
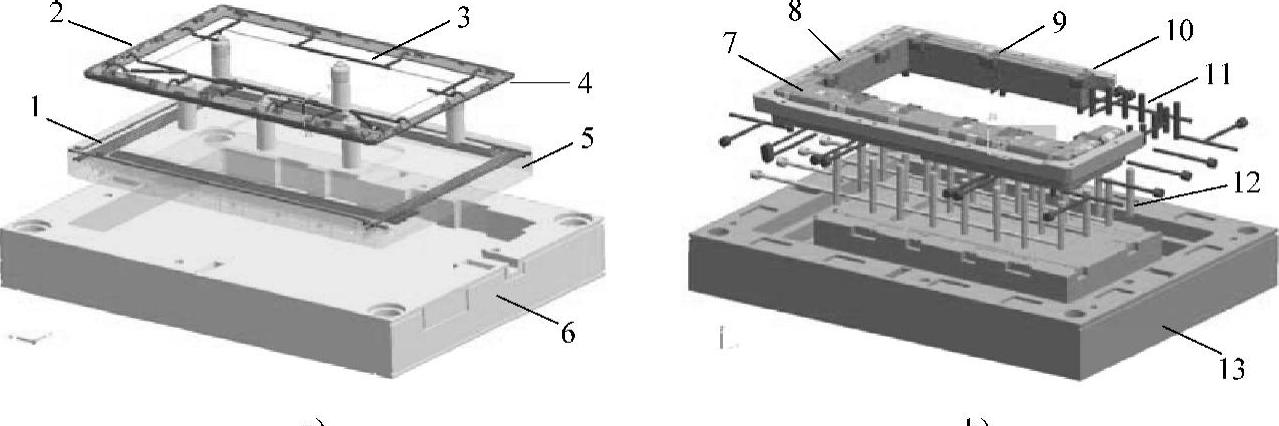
图4-246 英寸液晶电视机面板的蒸汽加热快速热循环注塑模具
a)型腔侧 b)型芯侧
1—加热/冷却管道 2—浇口 3—流道 4—塑件 5—型腔板 6—型腔固定板 7—型芯镶块 8—顶块 9—浇口镶块 10—固定斜楔 11—型芯内冷却管道 12—固定板内冷却管道 13—型芯固定板

图4-3 蒸汽加热快速热循环注塑模具的隔热结构
1—塑件 2—加热/冷却管道 3—隔热槽 4—型腔板 5—凸台 6—隔热板 7—固定板
为了实现模具型腔表面温度的准确测控,模具型腔板内一般至少需要安装一个温度传感器。根据该液晶电视机面板模具的结构特点,在型腔板上、下、左、右型腔表面下分别安装了一个K型热电偶,以实现对各主要型腔面温度的监控,保证整个型腔表面温度的均匀性。
由于快速热循环注塑工艺可以彻底消除塑件表面的熔接痕,所以在模具流道系统设计中不用担心多浇口带来的熔接痕问题。通过适当增加浇口数量,可以缩短熔体的流程和改善充填的均衡性。另外,通过增加浇口数量也可以提高保压的均衡性和保压效果,从而减小塑件翘曲变形。图4-4所示为我们设计开发的蒸汽加热快速热循环注塑模具的流道系统及“香蕉型”潜伏式浇口。(www.daowen.com)
为了确保填充阶段模具型腔中气体的顺利排出,可在型腔周边分型面上开设矩形排气槽,经我们研究发现,排气槽的数量为常规注塑模具排气槽的4~10倍为宜。另外,在相邻浇口间的熔体汇流处,通过增设排气槽,可保证汇流处气体的快速排出,从而有效避免塑件表面劈缝和熔接痕的产生。图4-5所示为一种在分型面上采用矩形排气槽的结构形式。矩形排气槽的宽度为8mm,深度为0.02~0.03mm。图4-6所示为青岛海信模具有限公司与山东大学联合研制的液晶电视面板快速热循环注塑模具的实况安装图。
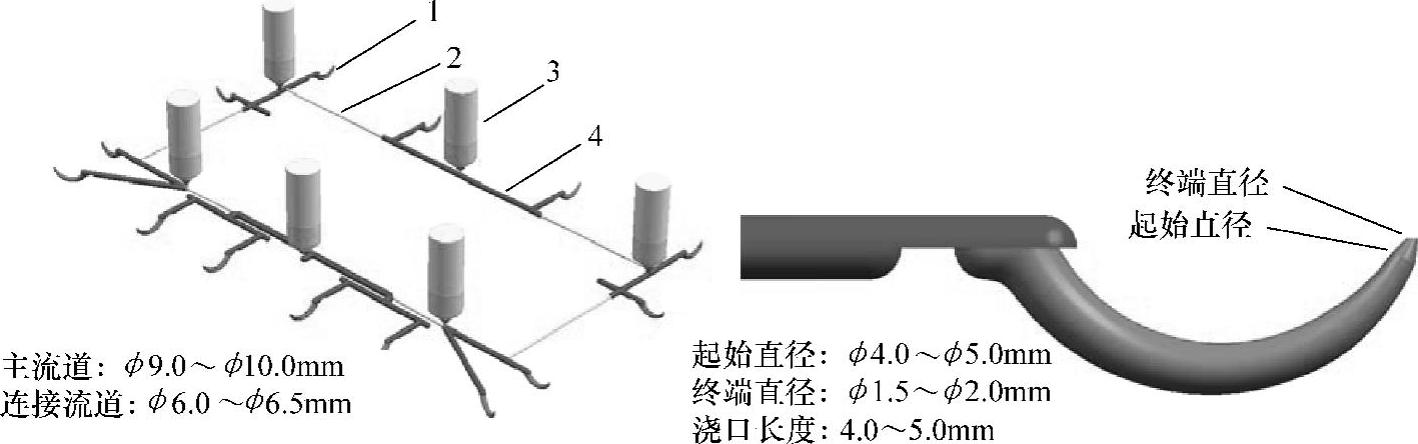
图4-4 蒸汽加热快速热循环模具的流道系统和“香蕉型”潜伏式浇口
1—“香蕉型”潜伏式浇口 2—连接流道 3—热流道 4—主流道
图4-5 液晶电视面板蒸汽加热快速热循环注塑模具的矩形排气槽结构
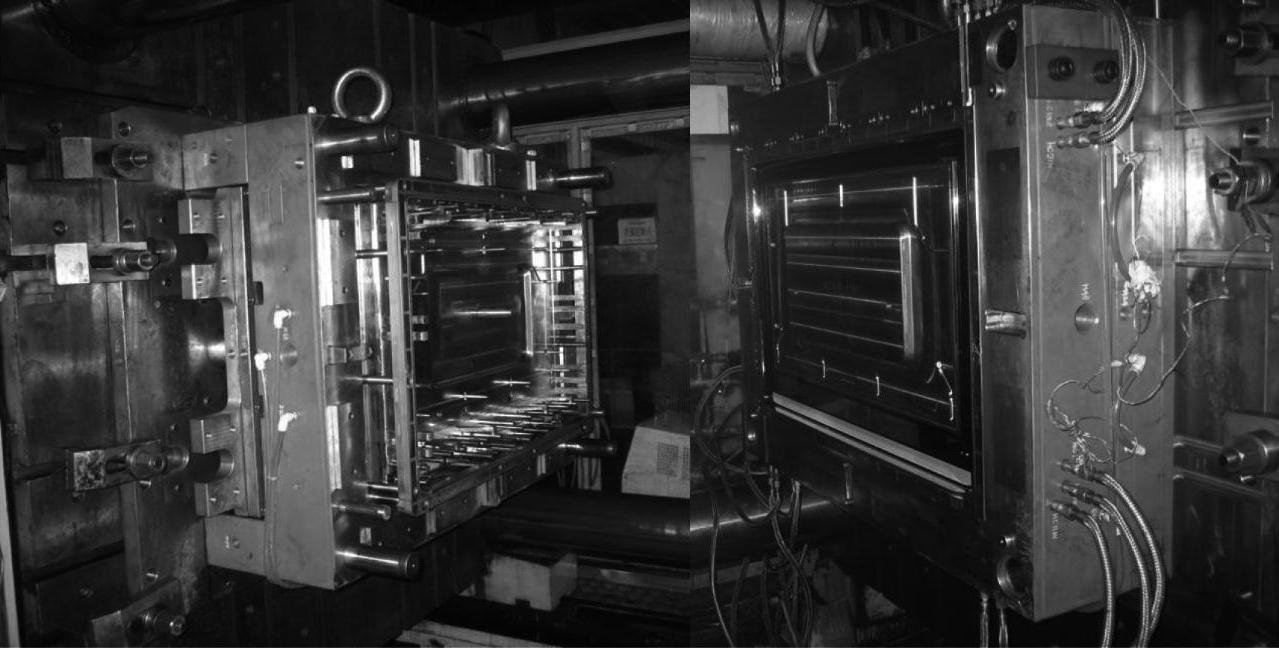
图4-6 液晶电视面板蒸汽加热快速热循环注塑模具安装实况图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





