
由于电加热快速热循环注塑工艺与蒸汽加热快速热循环注塑工艺具有相同的动作流程,所以两者的控制系统在结构组成与控制流程上基本一致。所不同的是,在蒸汽加热快速热循环注塑工艺中,模具加热是通过控制蒸汽管路的换向阀实现的,而在电加热快速热循环注塑工艺中,模具的加热是通过控制电热管所在电路中的继电器实现的。在蒸汽加热快速热循环注塑中,由于换向阀位于蒸汽管路主管道上,模具内的所有加热冷却管道均通过多支管直接与主管道相连。所以,当模具加热时,高温蒸汽将同时流入所有加热冷却管道中,从而只能对模具型腔面进行整体加热。若要实现模具型腔面的分区加热,则需要增加蒸汽控制阀的数量,这将增大系统的复杂性、成本和不稳定性。而在电加热快速热循环注塑中,通过改变继电器的数量,可以很容易实现电热管的分组控制或单独控制,从而实现模具的局部加热和型腔表面温度的分区控制,从而便于实现模具型腔表面温度的精确控制。图3-26所示为蒸汽加热和电加热快速热循环注塑模具加热控制方式的比较。
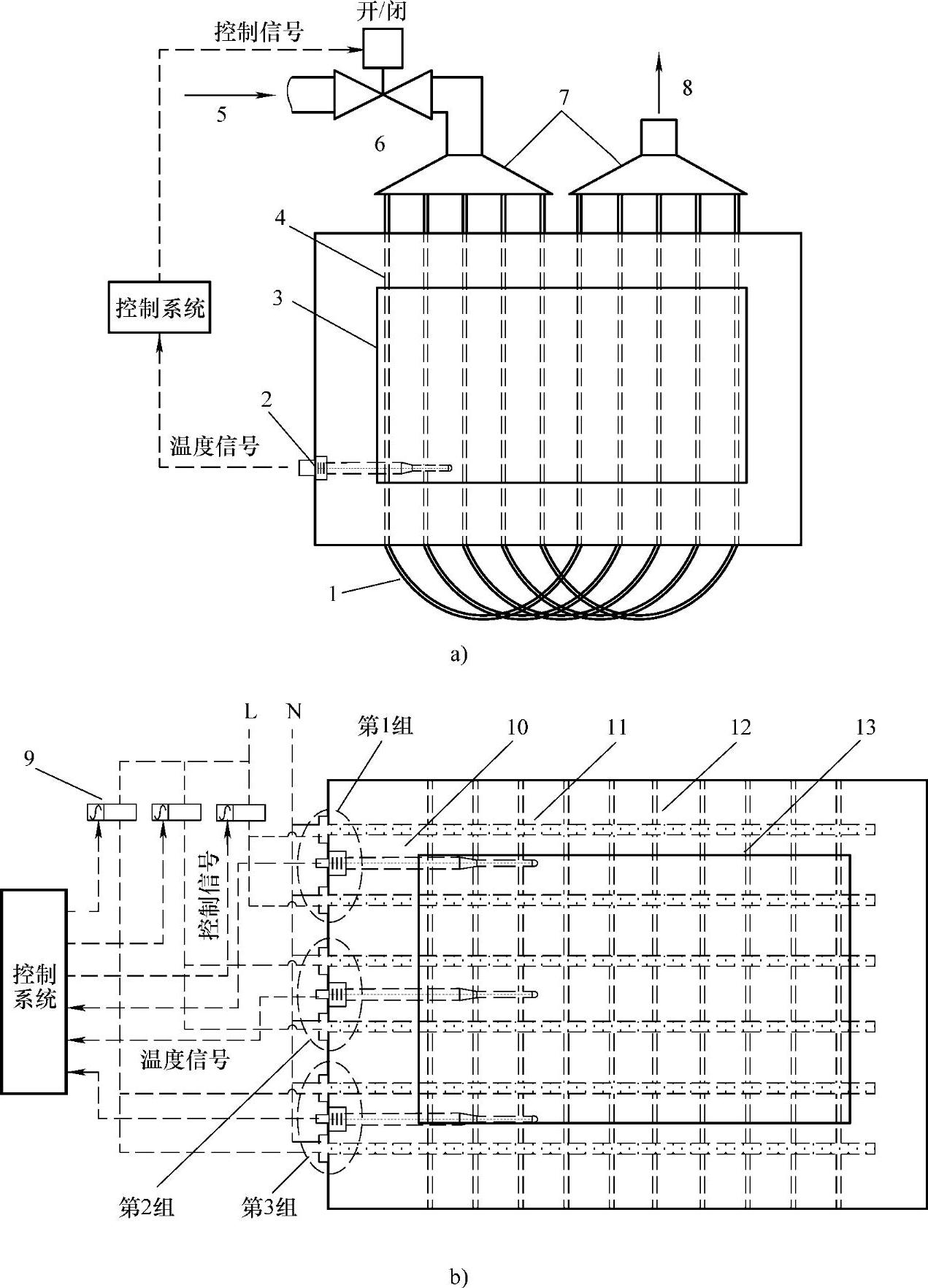
图3-26 蒸汽加热和电加热快速热循环注塑模具加热控制方式的比较
a)蒸汽加热 b)电加热
1—连接软管 2、10—热电偶 3—型腔 4—加热/冷却管道 5—高温蒸汽入口 6—换向阀 7—多支管 8—高温蒸汽出口 9—继电器 11—电热管 12—冷却管道 13—型腔
图3-27和图3-28所示分别为典型电加热快速热循环动态模具温度控制系统的PLC外围接线图和主要人机界面操控窗口。系统的PLC和上位机同样选用的是西门子公司的1P6S7213-1AD23-0XB8型24点可编程序控制器和中国台湾维纶通科技有限公司的MT6100I型触摸屏。(www.daowen.com)
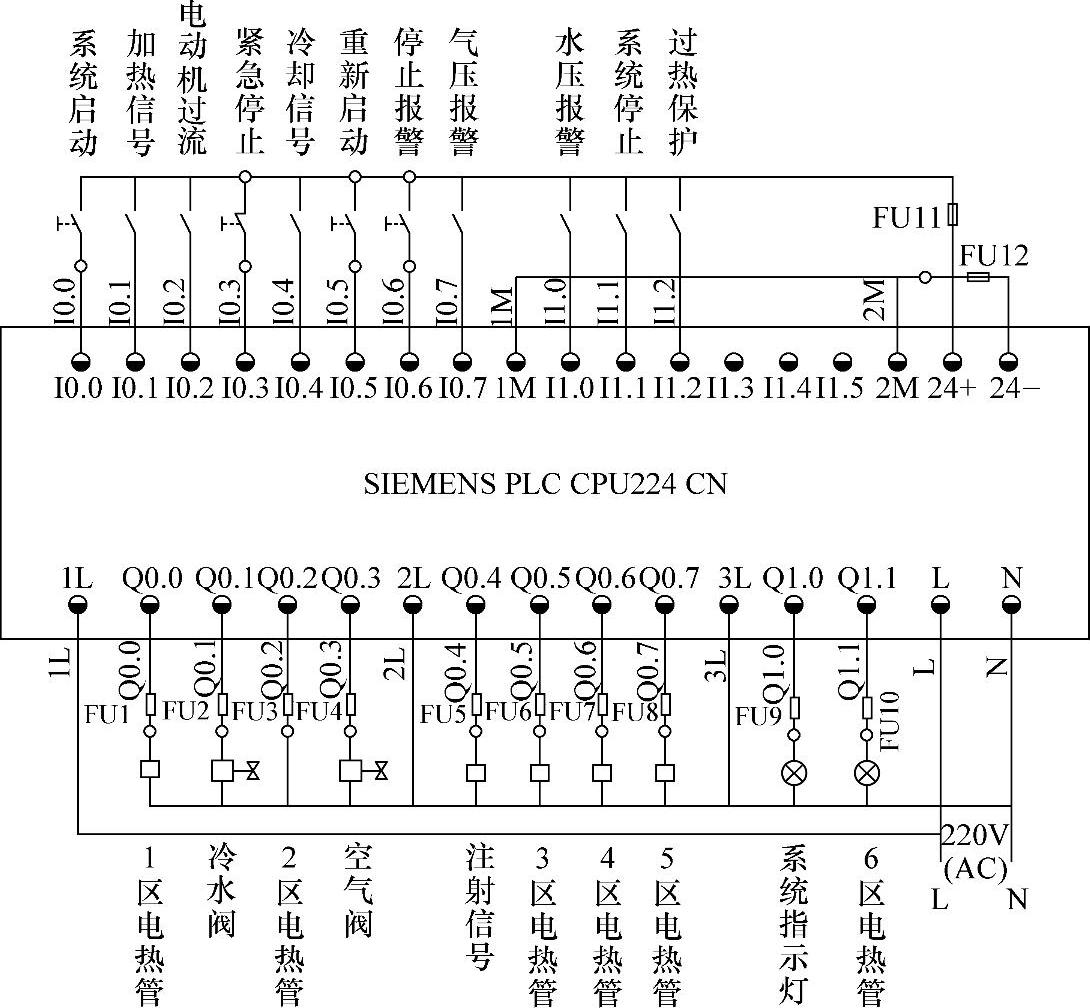
图3-27 典型电加热动态模具温度控制系统的PLC接线
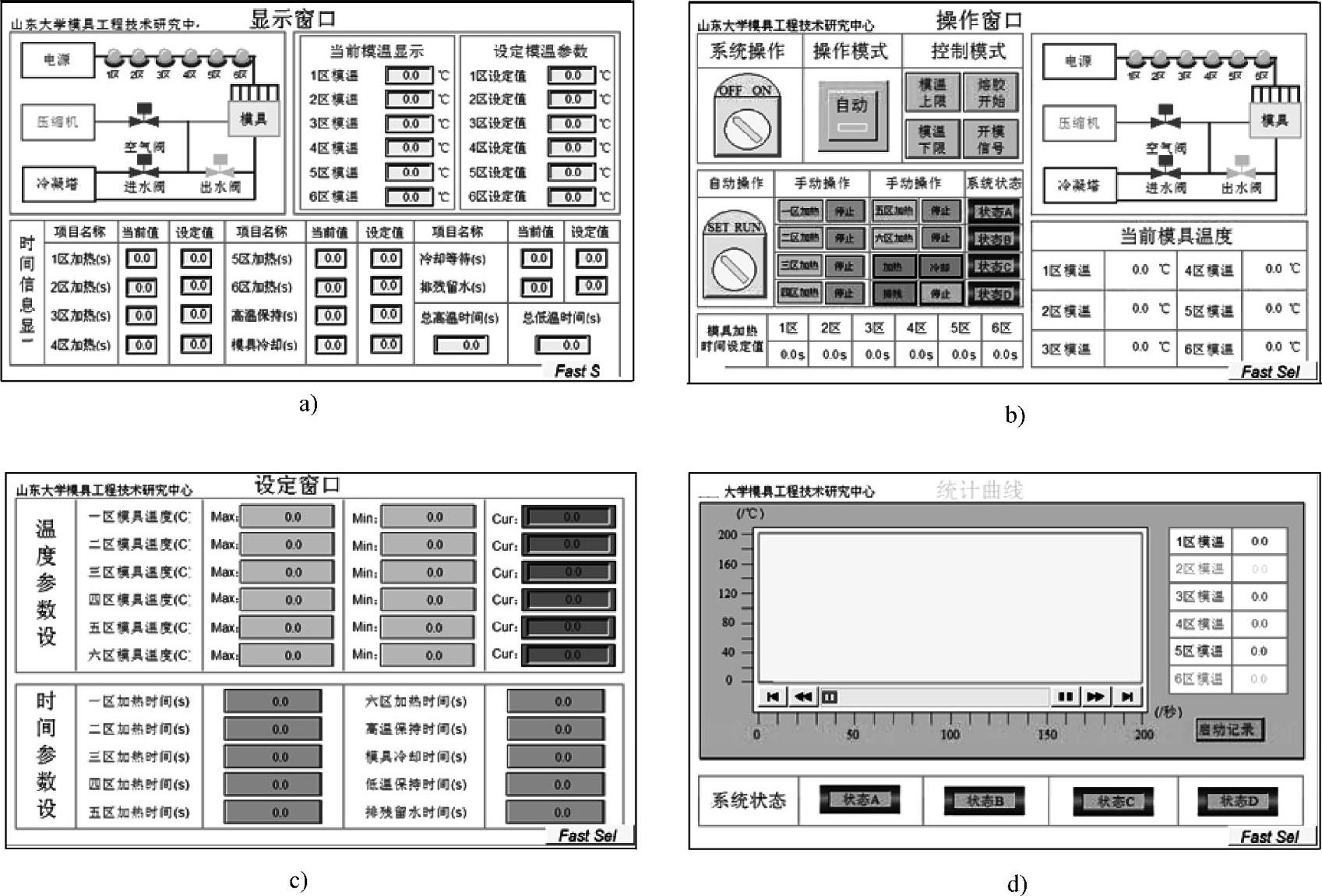
图3-28 电加热快速热循环注塑模温控制系统人机界面
a)显示窗口 b)操作窗口 c)设定窗口 d)统计曲线
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





