与蒸汽加热动态模温控制技术的冷却方法相同,电加热动态模温控制技术同样是利用通入模具内部管道的循环低温水冷却模具。与蒸汽加热模具相比,由于电加热模具的冷却管道与型腔表面之间需要安装电加热元件,故电加热模具的冷却管道距模具型腔表面较远。另外,与模具金属相比,电加热元件的导热性能较差,这势必减缓冷却阶段热量由模具型腔向冷却管道的传递,从而在一定程度上降低模具的冷却效率。所以,与蒸汽加热模具相比,电加热模具的冷却效率相对较低。为了提高电加热快速热循环注塑模具的冷却效率,一般可采取两方面的措施。一方面,从冷却介质入手,主要手段包括降低冷却介质的温度、增加冷却介质的流量等。通常情况下,15~30℃的工业循环冷却水即可满足电加热快速热循环注塑对模具冷却效率的要求。另一方面,通过优化电加热模具的结构,以增强冷却系统的冷却效率。模具结构优化的基本原则主要包括尽量减少需要被快速加热和冷却的模具金属体积以及改善冷却设计提高冷却的均匀性。
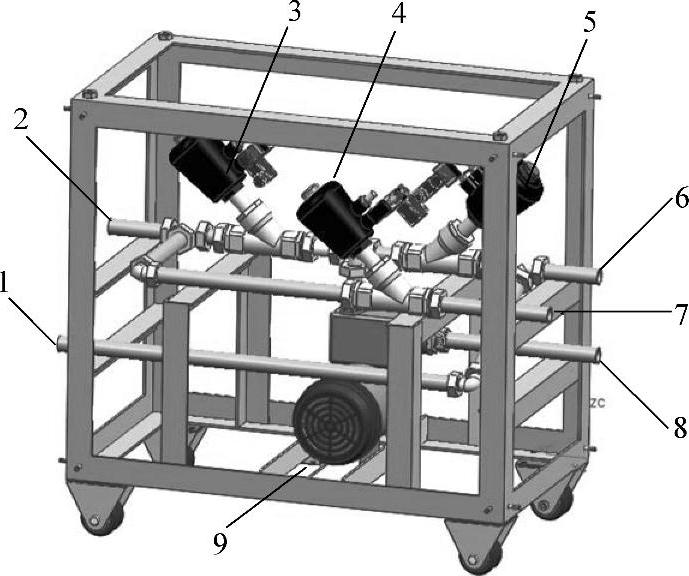
电加热快速热循环注塑冷却阶段结束后,残留在模具冷却管路中的冷却水需要及时排除,否则残留的冷却水会带走更多的热量从而影响下一成型周期的模具加热效率。为此,我们设计了一个专门的阀门管路转换装置,实现模具冷却管路中冷却介质和高压排残气体的自动切换,实现电加热模具的冷却控制和排残控制。图3-25所示为我们设计的一种典型电加热动态模温控制系统阀门管路转换装置。
 (www.daowen.com)
(www.daowen.com)
图3-25 电加热动态模具温度控制系统阀门管路转换装置
1—模具冷却管道出口 2—模具冷却管道入口 3—进水阀 4—进气阀 5—出水阀 6—冷却水出口 7—高压气体入口 8—冷却水入口 9—水泵
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





