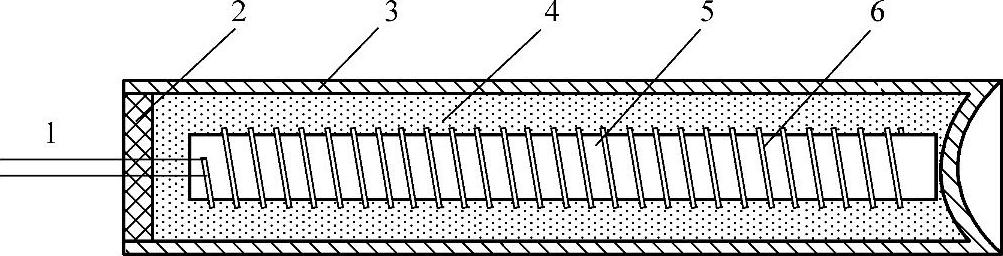
图3-23 电热管的结构
电加热动态模具温度控制系统的加热系统是由安装在模具内部的电热元件及配套的控制电路组成的。根据发热材料的类型,常见的电热元件有电阻丝、热敏电阻(Positive Tempera-ture Coefficient,简称PTC)、导电涂料、电热膜等几种。其中,导电涂料、电热膜等主要适用于表面加热,而不适合于模具内部加热。而PTC的加热效率和加热温度均比较低,所以也不适合于模具的快速加热。电阻丝作为一种起源最早的电热元件,具有加热温度高、耐高温、技术成熟、易于制造和方便配套等优点。根据电阻丝化学元素含量及组织结构不同,电阻丝可分为铁铬铝合金电阻丝和镍铬合金电阻丝两个系列。铁铬铝系列电阻丝的优点是使用温度高、寿命长、表面负荷高、抗氧化性能好、价格低等,其缺点是高温强度低、元件易变形、不宜弯曲和修复。镍铬合金电阻丝的优点是高温强度高、高温下不易变形、塑性好、易修复、耐腐蚀性强、寿命长等,其缺点是因采用稀有金属镍而导致成本较高。在电阻丝的基础上,衍生出的电热元件有电热管(棒)、电热板、电热盘、电热片等。因具有结构简单、易于安装等特点,电热管1—引线2—密封填料3—金属壳4—陶瓷填料5—陶瓷棒6—电热丝非常适合作为电加热快速热循环注塑模具的内部加热元件。电热管是一种以金属管筒为外壳,中心沿轴向内置螺旋状电阻丝,并在金属管与电阻丝之间填充陶瓷绝缘材料的一种管状电加热元件。图3-23所示为电热管的一般结构。
电热管的加热原理是电热管中电阻丝产生的焦耳热,穿过填充的陶瓷填料和金属管壁散发出来,并以辐射、对流、热传导或复合传热方式,向外界释放热量。加热过程中,当达到热稳定状态时,电热管内部的温度场将达到平衡状态,温度不再随时间改变。根据传热学理论,此时加热管金属管壁内的导热过程属于存在内热源的稳定导热,相应地圆柱坐标系下的三维导热微分方程为

式中,T是温度(K);r、ϕ、z分别是半径(m)、方位角(°)和高度(m);ks是金属管壁的热导率[W/(m·K)]。
考虑到电热管的长径比较大,内部电阻丝沿圆管中心径向均匀分布,且电热管端部有隔热密封材料,所以,与温度沿径向r的变化∂T/∂r相比,温度沿轴向z的变化∂T/∂z和温度沿方位角方向ϕ的变化∂T/∂ϕ非常小,可忽略不计。因此,上述三维传热问题可简化为一维传热问题,相应的导热微分方程可转换为

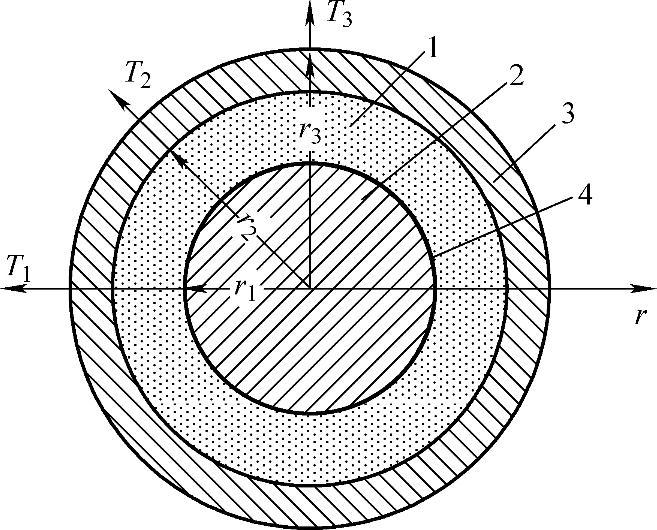
图3-24 电热管的断面结构
1—陶瓷填料 2—陶瓷棒 3—金属管 4—电热丝
假定ks为常数,对上式进行两次积分,可得温度分布通解
T(r)=C1 lnr+C2(3-5)
积分常数C1和C2可根据加热管金属管内外表面的边界条件求出。假设金属管内外表面的温度分别为T2和T3,如图3-24所示,则根据下面的边界条件
可确定C1和C2,其表达式分别为
把C1和C2的表达式代入式(3-5)可得(https://www.daowen.com)

同理,可求得陶瓷填料内部的温度场分布表达式

式中,T1是电阻丝的温度(K)。
根据傅里叶定律,通过圆柱体内任意圆柱形表面的导热速度可表示为

式中,A(r)=2πrL表示在单位轴向长度L上与导热方向垂直的传热圆柱的表面积(m2)。
结合加热管内部温度分布式(3-8)、式(3-9)和导热速率表达式(3-10),可计算得出导热速率的表达式
通过合并,消去表达式中的T2项,可得

式(3-12)表明,加热棒的热阻R和导热速率k分别为
结合式(3-13)和式(3-12)可得

式中, 即为通常所说的电热管的表面功率密度(W/m2)。
即为通常所说的电热管的表面功率密度(W/m2)。
在利用加热棒加热时,为了获得较高的加热效率,通常希望加热棒q值越大越好。但是,对于具体使用条件下的特定电热管,r1、r3、k、T3的数值是一定的,由于电阻丝的使用温度T1存在一个最高值,所以电热管的表面功率密度同样存在一个最高限值。目前,适用于模具加热、直径在ϕ6~10mm的电热管的最大表面功率密度可达30W/cm2左右。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





