电阻加热是利用电流流过导体的焦耳效应产生的热能对物体进行的电加热。电阻加热可分为间接电阻加热和直接电阻加热两大类。间接电阻加热是让电流通过电热元件或导电介质,例如电阻丝、热敏电阻(PTC)、电热膜等,使电热元件首先发热,然后利用电热元件产生的热量以热传导、热对流或热辐射等方式间接加热目标物体。传统的利用埋入模具中的电热元件加热模具的方法均属于间接电阻加热。
图3-2a所示为间接电阻加热模具型腔的常规结构。由于电加热元件位于金属型腔块的内部,加热过程中热量将向整个型腔块扩散,加热对象的热惯性大,所以一般认为这种利用电热元件从内部加热模具的间接电阻加热方法很难实现整个模具型腔表面的快速加热,该加热方法通常仅用于模具型腔的局部加热或用于微小型模具型腔的整体加热[26,45,47,67,78-79]。Addeo[34]设计了一种具有低热惯性的注塑模具,以期改善电加热模具的热响应效率。该模具包含由冷却管道组成的冷却系统和位于型腔表面附件的电阻加热系统,同时在冷却系统的一侧还安装有隔热层以减少模具的热惯性和提高热循环效率,如图3-2b所示。
直接电阻加热是让电流直接通过目标物体以对其进行加热。为了利用直接电阻加热实现模具型腔的快速加热,通常需要在型腔的表面涂覆导电材料作为电阻发热材料,该导电材料层可称为加热层,如图3-3所示。从图中可以看出,直接电阻加热模具的特点是模具一般由加热层、隔热层、模具基体层等多层结构组成。当给施加在加热层上的两个电极通电时,加热层内部将会有电流通过,从而利用焦耳效应产生的热能提高加热层温度。为了将模具基体与加热电路隔离开,需要在加热层与模具基体层间涂覆一层电绝缘材料。在模具加热过程中,该层材料还可有效阻止加热层中的热量向模具基体传递,从而减少热量散失和提高加热效率,故该材料层通常称为隔热层。在注塑过程中,加热层将承受塑料熔体强烈的剪切和摩擦作用,同时在频繁的加热冷却过程中,各层材料接触界面还将因热膨胀产生较大的热应力。这种恶劣的工作条件要求加热层材料需要具备良好的韧性、强度和耐久性,同时还应当与相邻的材料层有良好的结合性能和相近的热膨胀属性。这使得对多层电加热模具的研究主要集中于寻找适宜的加热层/隔热层材料和确定合理的加热层/隔热层厚度。
早在1961年,Bolstad[64]就提出了一种通过在模具基体上涂覆一层半导体材料作为加热层的多层电加热模具结构。虽然半导体材料具有良好的电热性能,但半导体材料的脆性特点使其无法满足实际大批量注塑生产的要求。考虑到以低热膨胀系数的材料作为加热层材料可以有效减小层间界面热应力。Kim等[30-32]在其开发的多层电加热模具中以编织石墨为加热层,并在加热层与隔热层(氧化锆)间增加一层柔韧性较好的室温硫化硅橡胶以进一步减小层间热应力。实验研究表明,该多层结构模具由37.8℃加热至148.9℃只需5.3s,接着冷却至37.8℃只需12.3s。虽然该模具在经历了20000次以上的冷热循环仍然没有发生疲劳破坏,但是热循环实验并不是在实际注塑工况下完成的。Jansen等[43,76-77]提出了以不锈钢为模具基体,聚酰亚胺为隔热层,导电聚合物树脂为加热层的多层结构模具,并研究了隔热层厚度对模具热响应效率的影响。研究结果表明,经过最初约0.2s的加热,模具温度可迅速升高80℃,但随后加热速度明显减小,在随后1.7s的加热时间里模具温度只升高了约30℃。加热停止后,模具温度可在不到1s的时间内冷却至比模具初始温度高20℃左右的温度。Yao等[12,14-16]提出了一种由金属加热层、氧化物隔热层和金属基体组成的多层结构模具,并研究了加热层和隔热层的厚度对模具型腔表面热响应速度的影响。实验研究表明,该模具可在2s的时间内由25℃加热至250℃,接着在9s的时间内冷却至50℃。Yao和Kim[17]利用热解石墨热电属性的各向异性特性构建了一种由热解石墨作为加热层的多层结构模具。实验研究发现,该模具可在2s内由50℃加热至250℃,并紧接着在8s内冷却至50℃。
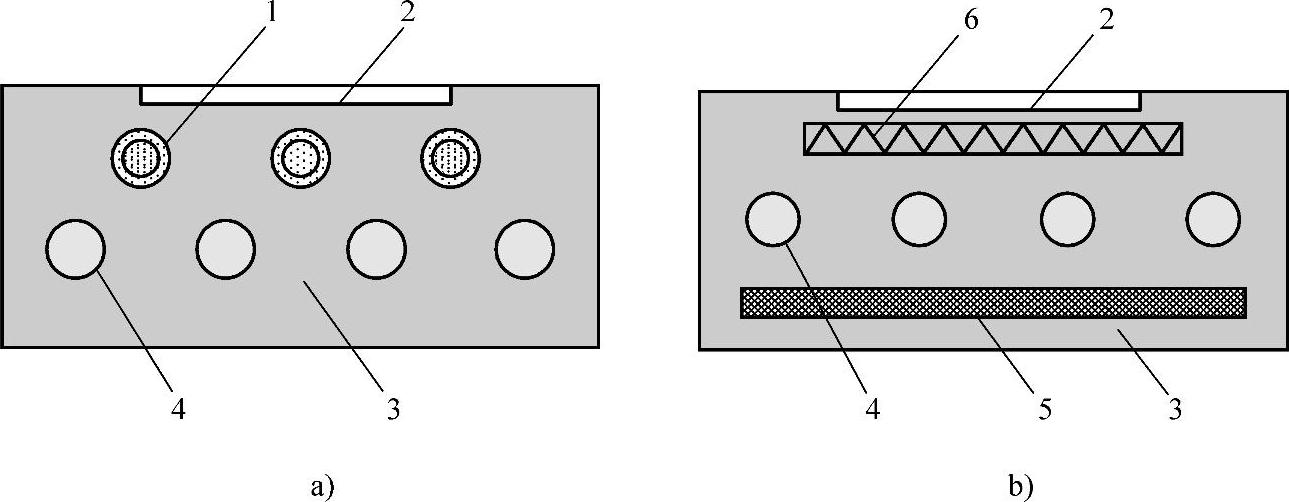
图3-2 间接电阻加热模具型腔结构
a)常规结构 b)低热惯性结构(https://www.daowen.com)
1—加热棒 2—型腔面 3—模具基体 4—冷却管道 5—隔热层 6—电阻丝
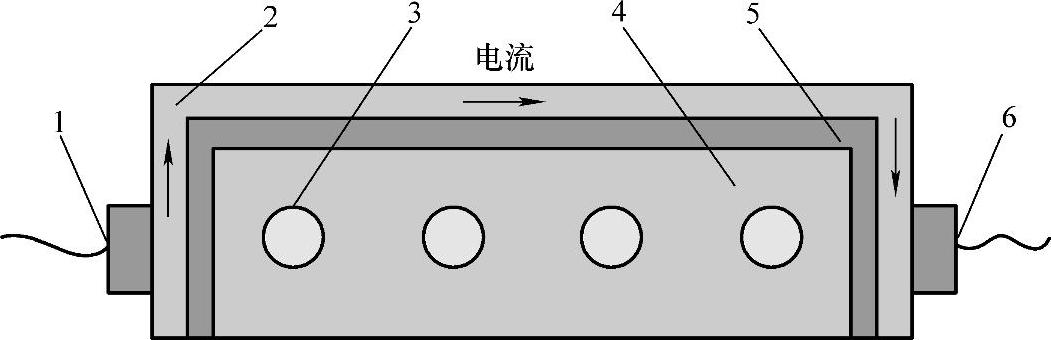
图3-3 模具的直接电阻加热原理
1—电极Ⅰ 2—加热层 3—冷却管道 4—模具基体 5—隔热层 6—电极Ⅱ
总之,多层结构模具由于仅有型腔表面一层很薄的材料需要加热和冷却,具有非常低的热惯性,故这种结构的模具普遍具有相当高的热响应效率,模具型腔表面的升温速度通常可以超过100℃/s,而冷却速度也一般可达10℃/s。虽然多层结构模具具有较高的加热与冷却速度,但是如何改善模具各层材料间的附着强度、力学强度和抗疲劳能力以提高模具的整体使用寿命是这种多层结构模具有待解决的关键问题。另外,对于几何形状复杂或大型的塑件,其对应多层结构模具的制造与加工也将变得异常困难。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





