注塑成型过程的实质就是塑料材料在注塑机和注塑模具的作用下从颗粒或粉末状态转化为塑料制品的过程。一个完整的注塑成型工艺过程包括:成型前准备、注塑机上成型以及制品后处理三大阶段[5]。
1.成型前准备
成型前准备的内容随原料情况与性质、制品结构及使用要求等不同而略有变化,主要包括原料与处理以及设备与模具的准备。
(1)原料与处理 注塑成型的物料一般使用粒料,也可以是粉料。对于多组分物料,成型前还需进行配制、混合或造粒等工序;对于易吸湿或含挥发物的物料,通常还需进行干燥除去水分及挥发物,以满足注塑工艺要求等。
(2)设备与模具准备 更换物料品种、调换颜色或成型过程中发现物料分解(或降解)等变质情况时,需要对注塑机机筒进行清洗。制品中有嵌件或模具存在型芯时,应对嵌件或型芯预热,以防止因成型物料与嵌件或型芯之间收缩相差悬殊,而造成嵌件或型芯周围产生收缩内应力甚至出现裂纹。预热嵌件或型芯的温度一般取110~130℃。注塑成型时,为了保证制品顺利脱模,生产上还常在模具内喷涂脱模剂,常用的脱模剂有硬脂酸锌、液状石蜡、硅油等。
2.注塑机上成型
物料在注塑机上的注塑成型是一个间歇的、周期性的循环过程,包括加料塑化、注射充模、保压、冷却定型和脱模等阶段。
(1)加料塑化过程 塑化是指物料在机筒内受热达到熔融流动状态且具有良好流动性的全过程,它不仅是注塑成型的准备过程,而且是注塑成型的关键过程之一。从时间上看,它是在上一次注塑周期保压完成后,螺杆或柱塞后退至下一次注射开始前的这段时间进行的。
注塑成型工艺对塑化过程的基本要求是:物料在进入型腔前应得到充分塑化,既要达到设定的成型温度,又要使熔体各处温度尽量均匀一致;塑化过程应不发生或极少发生热降解;两次注射时间间隔内能提供足够量的熔体以保证生产顺利进行。
物料的塑化质量主要由物料的受热情况和所受的剪切作用所决定。物料的受热情况主要取决于机筒温度,相对较高的机筒温度使物料因热传导作用而受热熔融塑化,机筒温度的控制主要通过机筒外部的加热器来调节和保证。而物料受到的剪切作用将会因剪切摩擦生热而强化塑化过程。同时,因机械混合作用使物料组成均匀和物料各处温度分布均匀,因而剪切作用有利于提高塑化质量。同柱塞式注塑机相比,螺杆式注塑机能够充分发挥螺杆的剪切作用,其塑化效率更高,塑化质量更好。因此,目前应用比较广泛的是移动螺杆式注塑机。
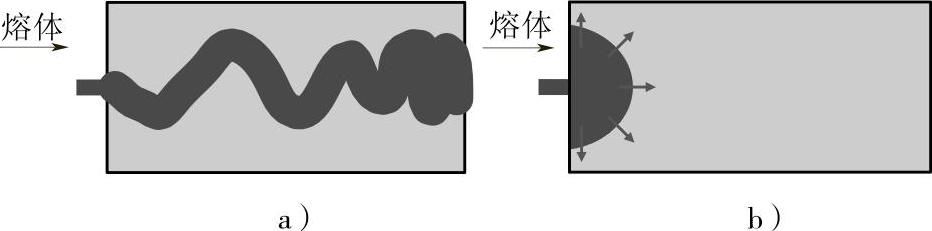
图1-4 充模形式(https://www.daowen.com)
a)喷射流 b)扩展流
(2)注射充模过程 注射充模是指通过螺杆或柱塞的挤压作用将塑化均匀的塑料熔体经喷嘴、流道及浇口注入闭合型腔的过程。这一过程的时间虽然很短,但熔体却在这个时间段发生多方面的变化,是注塑成型最重要和最复杂的阶段之一,对制品质量有重要影响。
熔体在模具内的充填流动方式主要有喷射流和扩展流两种,如图1-4所示。具有高黏度充填物的聚合物熔体,如热固性塑料以及橡胶类的熔体,当浇口与型腔厚度方向尺寸相差较悬殊时,将形成喷射流的充模形式,如图1-4a所示。高黏度熔体从浇口射出和壁面接触,形成蛇形堆积,直至和对面接触后再逐渐地整体填实。一般的热塑性塑料熔体,对类似平板型腔充模,多形成扩展流动,如图1-4b所示。其特点是型腔厚度与长度方向尺寸相差较悬殊,且浇口与型腔厚度方向尺寸接近而在宽度方向上相差大,熔体从浇口流出后,不断地形成波前锋,后面高温熔体不断地推进前面的熔体,发生扩展流动直至充满为止,当前沿熔体和型腔壁接触后,由于模壁温度低于熔体的玻璃化转变温度,故逐渐形成冷凝层。随着充模时间的延长,冷凝层厚度不断地增加使得流动通道变小,流动阻力不断地增加,直至全部充填完毕。
在喷射流或湍流状态下充模,很难得到很好的制品,因为不规则的流动容易在熔体中掺杂气体,影响制品的内部质量、表观质量和使用性能。大多数情况下,希望把充模过程控制在扩展流条件下充模。
(3)保压过程 当高温熔体充满型腔后,柱塞或螺杆在最大的前进位置处再停留一段时间,并对腔内熔体施加一定的压力,这就是保压补缩阶段。保压过程是从型腔完全充满开始,直至浇口凝固、柱塞或螺杆后退时为止。保压阶段的特点是:熔体充满型腔,但在浇口封冻之前必须继续保持压力,熔体受到压缩以补偿因熔体冷却造成的体积收缩,防止型腔内物料倒流,充分压实物料,确保制品形状和尺寸。
实现保压补缩必须具备一定的条件。一方面是充模阶段结束后机筒前端仍有足够量的熔体,同时注塑机喷嘴及模具浇注系统尚未冷凝,这是保压补缩的必要条件;另一方面,应有足够高的保压压力和足够长的保压时间,这是保压补缩过程得以实现的充分条件。保压过程是熔体压实增密的过程,因此保压压力和持续时间对熔体的定型过程及其制品质量具有重要影响。
(4)冷却定型过程 当浇口冷凝后,外面的熔体再无法通过浇口进行补缩,保压过程就此终止,螺杆或柱塞预塑退回。这时,在型腔脱模力的作用下,会有少部分熔体倒流引起型腔压力下降,同时熔体因冷却而黏度升高,因而倒流的流速逐渐减小,直至通过浇口的熔体有充分的时间冷却而使型腔浇口彻底冷凝为止。
冷却过程应该从保压终止开始一直持续到制品被顶出型腔为止。型腔内成型塑件的冷却过程,是其内部熔体将其热量先传导给外面的冷凝层,冷凝层再将热量传给型腔壁,最后由模具向外传热。由于聚合物材料的导热性远小于金属模具的导热性,故塑件在型腔内的冷却速度主要受聚合物材料导热性的制约。
塑料制品从型腔中脱出之前必须具有足够高的刚性,以免脱模顶出时产生变形,并可使制品有较好的结构和尺寸稳定性。因此,在冷却定型过程中,只有塑件温度下降到塑料的玻璃化转变温度(或热变形温度)以下,并且型腔压力下降到与大气压平衡时,才是制品脱模和抽芯的最佳时机。
3.制品后处理
由于注塑成型过程中熔体物料的流变行为非常复杂,同时注塑成型的熔体物料通常存在塑化不均以及充模后冷却不匀等问题,塑料制品内部经常存在不均匀的结晶、取向和收缩,导致制品存在内应力,影响制品的使用性能,严重时还可能造成制品报废。因此,注塑制品通常需要进行退火处理,特别是对那些具有金属嵌件、分子刚性大、制品使用温度范围大、尺寸要求高、壁厚大的制品。而对于吸湿性制品通常还需进行调湿处理。此外,对于某些制品必须进行适当的修整或装配等,以满足制品表观质量要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





