1.设备故障定义
故障、异常、缺陷等反映设备技术状态的术语,在实际工作中往往很难确切地加以区别。设备故障的定义一般为:设备(系统)或零部件丧失其规定性能的状态。显然,这种状态只在设备运转状态下才能显现出来。
判断设备是否处于故障状态,必须有具体的判别标准,要明确设备应保持的规定性能的具体内容;或者说,设备性能丧失到什么程度才算出了故障。
2.设备故障分类
设备故障的分类方法较多,这里主要介绍以下几种。
(1)按故障发生的速度分类
按故障发生的速度可分为突发性故障和渐发性故障。
突发性故障是由于各种不利因素和偶然的外界影响的共同作用超出了设备所能承受的限度而突然发生的故障。这类故障一般无明显征兆,是突然发生的,依靠事前检查或监视不能预知的故障。如因使用机器不当或超负荷使用而引起零部件损坏;因润滑油中断而使零件产生热变形裂纹;因电压过高、电流过大而引起元器件损坏而造成的故障。
渐发性故障是由于各种影响因素的作用使设备的初始参数逐渐劣化、衰减过程逐渐发展而引起的故障。一般与设备零部件的磨损、腐蚀、疲劳及老化有关,是在工作过程中逐渐形成的。这类故障的发生一般有明显的预兆,能通过预先检查或监视早期发现,如能采取一定的预防措施,可以控制或延缓故障的发生。
(2)按故障发生的后果分类
按故障发生的后果可分为功能性故障与参数型故障。
功能故障是指设备不能继续完成自己规定功能的故障。这类故障往往是由于个别零件损坏造成的,如滤袋失效等。
参数故障是指设备的工作参数不能保持在允许范围内的故障。这类故障属渐发性的,一般不妨碍设备的运转,但影响产品的加工质量。
3.故障发生机理
故障机理是指诱发零部件、设备系统发生故障的物理与化学过程、电学与机械学过程,也可以说是形成故障源的原因,故障机理还可以表述为设备的某种故障在达到表面化之前,其内部的演变过程及其因果原理。弄清发生故障的机理和原因,对判断故障,防止故障的再发生,有重要的意义。
故障的发生受空间、时间、设备(故障件)的内部和外界多方面因素的影响,有的是某一种因素起主导作用,有的是几种因素共同作用的结果。所以,研究故障发生的机理时,首先需要考察各种直接和间接影响故障产生的因素及其所起的作用。
(1)对象
指发生故障的对象本身,其内部状态与结构对故障的抑制与诱发作用,即内因的作用,如设备的功能、特性、强度、内部应力、内部缺陷、设计方法、安全系数、使用条件等。
(2)原因
能引起设备与系统发生故障的破坏因素,如粉尘性质(粒径、水解性、粘度、电特性等),烟气性质(温度、湿度、可燃性等),人为的失误(设计、制造、装配、使用、操作、维修等的失误行为),以及时间的因素(环境等的时间变化、负荷周期、时间的劣化)等故障诱因。
(3)结果
输出的故障种类、异常状态、故障模式、故障状态等。
产生故障的共同点是:来自与工作条件、环境条件等因素作用于故障对象,当故障对象的能量积累超过某一界限时,设备或零部件就会发生故障,表现出各种不同的故障模式。
一般说来,故障模式反映着故障机理的差别。但是,即使故障模式相同,其故障机理不一定相同。同一故障机理,可能出现不同的故障模式。也就是说,纵然故障模式不同,也可能是同一机理派生的。因此,即使全面掌握了故障的现象,并不等于完全具备搞清故障发生原因和机理的条件。然而,搞清故障现象却总是分析故障发生机理和原因的必要前提。
故障分析的基本程序和方法如图7-1所示。在故障分析的初期,要对故障实物(现场)和故障发生时的情况,进行详细的调查和鉴定,还要尽可能详细地从使用者和制造者那里收集有关故障的历史资料,通过对故障的外观检查鉴定,找出故障的特征,查出各种可能引起故障的影响因素。在判断阶段,要根据初步研究结果,提出需要进一步开展的研究工作,以缩小产生故障的可能原因的范围。在研究阶段,要用不同方法仔细的研究故障实物,测定材料参数,重新估算故障的负载。研究阶段应找出故障的类型及产生的原因,提出预防的措施。
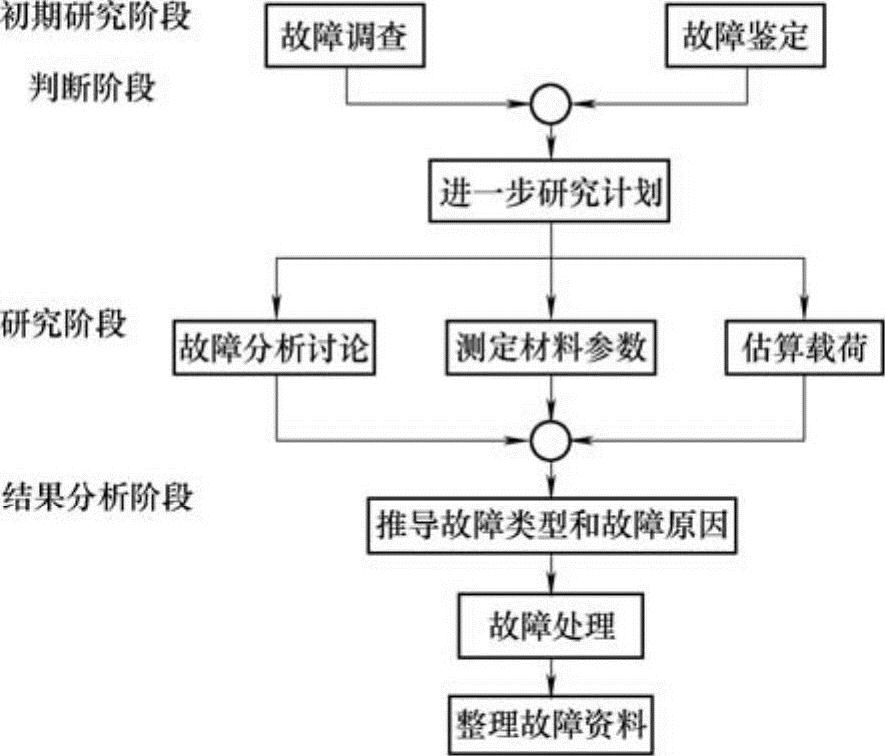
图7-1 故障分析的基本程序和方法
产生故障的主要原因大体有以下4个方面。
(1)设计错误(https://www.daowen.com)
滤速过高、气流不均匀、选型不当、清灰方式选用不当,对使用条件,环境影响考虑不周。气体条件、粉尘性质掌握不够。
(2)原材料缺陷
材料不符合技术条件,材质缺陷,后处理失当,膜片质量差、强度低等。
(3)制造缺陷
滤袋加工和装配缺陷,后处理、焊接和电镀缺陷,选材不当,管理混乱等。
(4)运转缺陷
没有预料到的使用条件影响,已知使用条件发生变化未相应改变运行条件,过载,过热,腐蚀,润滑不良,漏电,操作失误,维护和修理不当等。
有的故障是上述一种原因造成的,有的是上述多种原因综合影响的结果,有的是上述一种原因起主导作用而另一种(或几种)原因起媒介作用等等。因此,判断何种因素对故障的产生起主要作用,是故障分析的重要内容。
4.设备故障的发生发展规律
设备故障的发生发展过程都有其客观规律,研究故障规律对制定维修对策,以至建立更加科学的维修体制都是十分有利的。设备在使用过程中,其性能或状态随着使用时间的推移而逐步下降,呈现如图7-2所示的曲线,很多故障发生前会有一些预兆,这就是所谓潜在故障,其可识别的物理参数表明一种功能性故障即将发生,功能性故障表明设备丧失了规定的性能标准。
图7-2中“P”点表示性能已经变化,并发展到可识别潜在故障的程度:这可能是表明金属疲劳的一个裂纹;可能是振动,说明即将会发生轴承故障;可能是一个过热点,表明炉体耐火材料的损坏;可能是一个轮胎的轮面过多的磨损等。“F”点表示潜在故障已变成功能故障,即它已质变到损坏的程度。P-F间隔,就是从潜在故障的显露到转变为功能性故障的时间间隔,各种故障的P-F间隔差别很大,可由几秒到好几年,突发故障的P-F间隔就很短。较长的间隔意味着有更多的时间来预防功能性故障的发生,因而要不断地花费很大的精力去寻找潜在故障的物理参数,为采取新的预防技术,避免功能性故障,争得较长的时间。
设备故障率随时间推移的变化规律称为设备的典型故障率曲线,如图7-3浴盆曲线所示。该曲线表明设备的故障率随时间的变化大致分三个阶段:早期故障期、偶发故障期和耗损故障期。
(1)早期故障期
是指设备安装调试过程至移交生产试用阶段。造成早期故障的原因主要是由设计、制造上的缺陷,包装、运输中的损伤,安装不到位、使用工人操作不习惯或尚未全部熟练掌握其性能等原因所造成的。设备处于早期故障期,故障率开始很高,通过跑合运行和故障排除,故障率逐渐降低并趋于稳定,袋式除尘器此段时间为0~4个月。时间随设计与制造质量而异。
早期故障率是影响设备可靠性的一个重要因素,会使设备的平均无故障工作时间减少。从设备的总役龄来看,这段时间不长,但必须认真对待,否则影响新设备效能的正常发挥,对环境效益不利。对于已定型的成批生产的设备和熟练的操作人员来说,早期故障期较短。
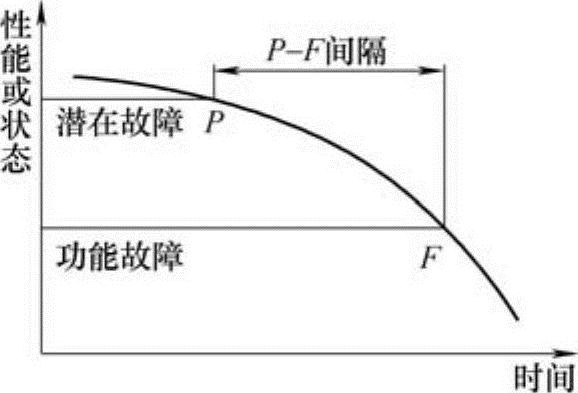
图7-2 设备性能或状态变化图
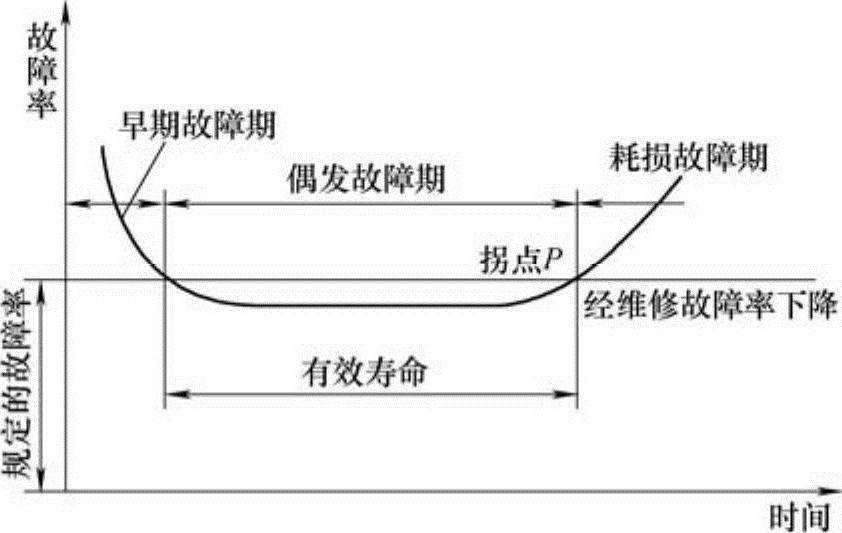
图7-3 设备的典型故障率曲线
(2)偶发故障期
经过第一阶段的调试、试用后,设备的各部分机件进入正常磨损阶段,操作人员逐步掌握了设备的性能、原理和机构调整的特点。设备进入偶发故障期。在此期间故障率大致处于稳定状态,趋于定值。在此期间,故障的发生是随机的。在偶发故障期内,设备的故障率最低,而且稳定。因而可以说,这是设备的最佳状态期或称正常工作期。这个区段称为有效寿命。
偶发故障期的故障,一般是由于设备使用不当与维修不力,工作条件(负荷、环境等)变化,或者由于材料缺陷、控制失灵、结构不合理等设计、制造上存在的问题所致。故通过提高设计质量、改进使用管理、加强监视诊断与维护保养等工作,可使故障率降低到最低。
对于偶发期故障,一般需要进行统计分析。为此,必须健全设备运行、故障动态和维修保养的记录,建立设备检查与生产日志等制度,对故障进行登记与分析。
(3)耗损故障期
由于设备随着使用时间的延长,各零部件因磨损、配套件老化、腐蚀逐步加剧而丧失机能,使设备故障率逐渐上升。这说明设备的一些零部件已到了使用寿命期,应采用不同的维修方式来阻止故障率的上升,延长设备的使用寿命,如在拐点P即耗损故障期开始处进行大修,可经济而有效地降低故障率。如果继续使用,就可能造成设备事故。
通常,根据设备的耗损故障情况和维修能力,制定一条允许故障率的界限线,以控制实际故障率不超过此范围。
设备故障率曲线变化的三个阶段,真实地反映出设备从磨合、调试、正常工作到大修或报废故障率变化的规律,加强设备的日常管理与维护保养,可以延长偶发故障期。准确地找出拐点,可避免过剩修理或修理范围扩大,以获得最佳的投资效益。
综上所述,传统的修理周期结构必须随科技的发展、不同的设备结构特点进行改革。为此,提倡状态维修,特别是结构复杂的现代化设备,充分利用潜在故障已经发生并在其转变成为功能性故障之前的这段时间做好状态监测,针对故障前兆,实施状态维修,可使维修工作量和维修费用大幅度地降低,实现少投入多产出的理想效果。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





