
1.整体组合安装
多数袋式除尘器的预除尘器、袋式除尘机组和小型袋式除尘器都是整体安装,除尘器的整体安装要位置正确,牢固平稳,允许偏差应符合表3-23的规定。
表3-23 除尘器安装允许偏差和检验方法

2.三点安装法
三点安装法是利用“二点找平,第三点随平(三点成面)”的原理,来完成设备安装定位与找平的。设备安装找平,标准作业采用水准仪来完成。
在设备基础验收的前提下,首先,将设备吊装就位;其次,按设备中心线调整定位;再次,横(纵)向任取两个地脚板找平(垫板调节),而后纵(横)向任取一个地脚板找平(垫板调节),则整个设备水平。其他地脚按此找平、处理,整个设备视为水平;必要时,再做箱体水平度和垂直度检测确认,水平度和垂直度误差不超过1/1000。
三点安装法可见脉冲式除尘器安装示意(见图3-11);其中1~4为除尘器地脚。已经组装出厂的脉冲除尘器,应用汽车吊将除尘器吊放在设备基础上;按进出口方向,核准除尘器安装方向,找出中心线位置;应用垫铁(一个地脚不超过2片),同时找正地脚l、地脚3的水平,接着找正地脚2或地脚4的水平;最后,顺应找正最后点(地脚4或地脚2)的水平,则除尘器整体水平。再次,复验除尘器的整体水平。拧紧地脚螺栓,履行二次灌浆即可。除尘器一般视进出口标高或地脚板底面标高为基准标高。
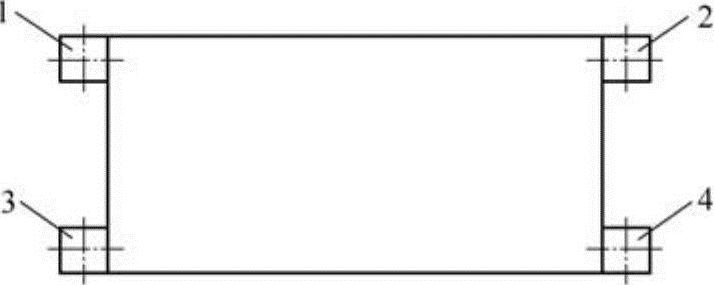
图3-11 三点安装法
1、2、3、4—除尘器地脚
3.整体组合一次安装法
整体组合(含单机设备)一次安装法(参见图3-12),是常用的机械设备安装法。在设备基础验收的基础上,应用吊装设备一次将整体组合设备吊装就位,待设备基准线(中心线、标高及水平度)调整合格后,固定地脚螺栓;再次校验中心线、标高、调整水平度和垂直度无误,履行二次灌浆,视为安装合格。
1)判定原则:符合下列条件之一者,推荐采用整体组合一次安装法:①除尘设备应是一个整体设备;②除尘设备是由几个部件组装的整体设备;③除尘设备的主体设备,是一个整体设备;零星配套件,可以后续配套安装;④设备全重可以适宜直接吊装的。
2)安装特点:整体组合,一次吊装。
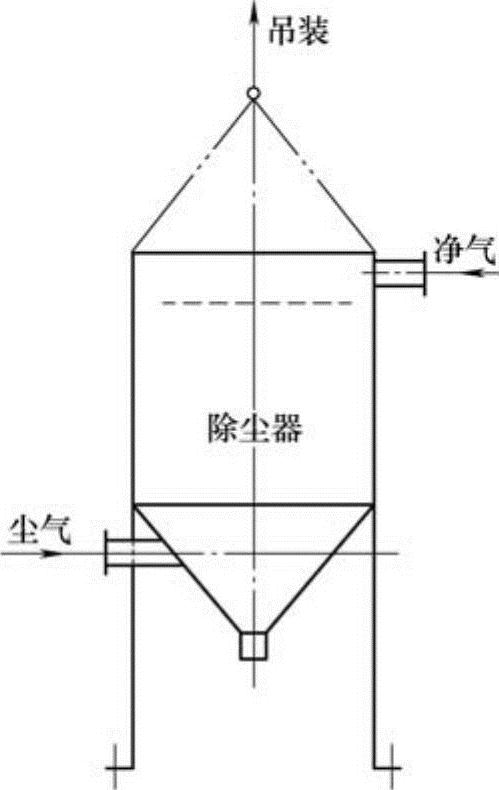
图3-12 整体组合一次安装法
3)安装准则:①设备基础验收,部件整体组合,吊装机具准备就绪。②安装总平面及立体空间,规划有序、整体组合安装,无障碍性限制。整体组合件存放方向与设备起吊方向相呼应。③整体组合件吊装方案,科学合理;设备吊装就位,初步固定;应用三点安装法,及时找平、找正;再次校验后,安装无误,视为合格;二次灌浆,永久性固定。④续装内部设施及控制仪表。⑤组织试车与调整。(www.daowen.com)
4.塑烧板除尘器的整体组合安装实例
(1)除尘工艺
为有效控制高速轧制过程产生的氧化铁粉尘和水蒸气的污染与扩散,在精轧机之间同步安装软接排气罩,用引风机排除轧钢粉尘和水蒸气,并在排放前应用JSS型塑烧板除尘器除尘净化高温饱和含尘气体,见图3-13。技术特性见表3-24。
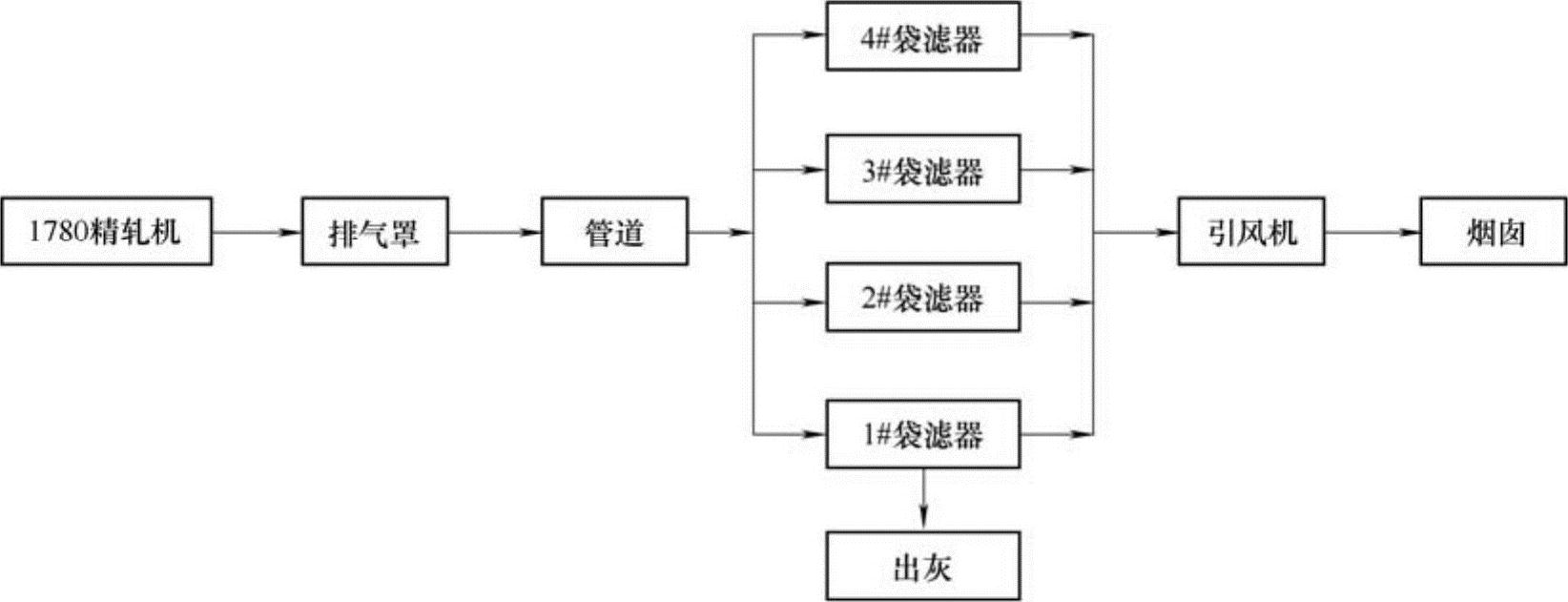
图3-13 除尘系统流程图
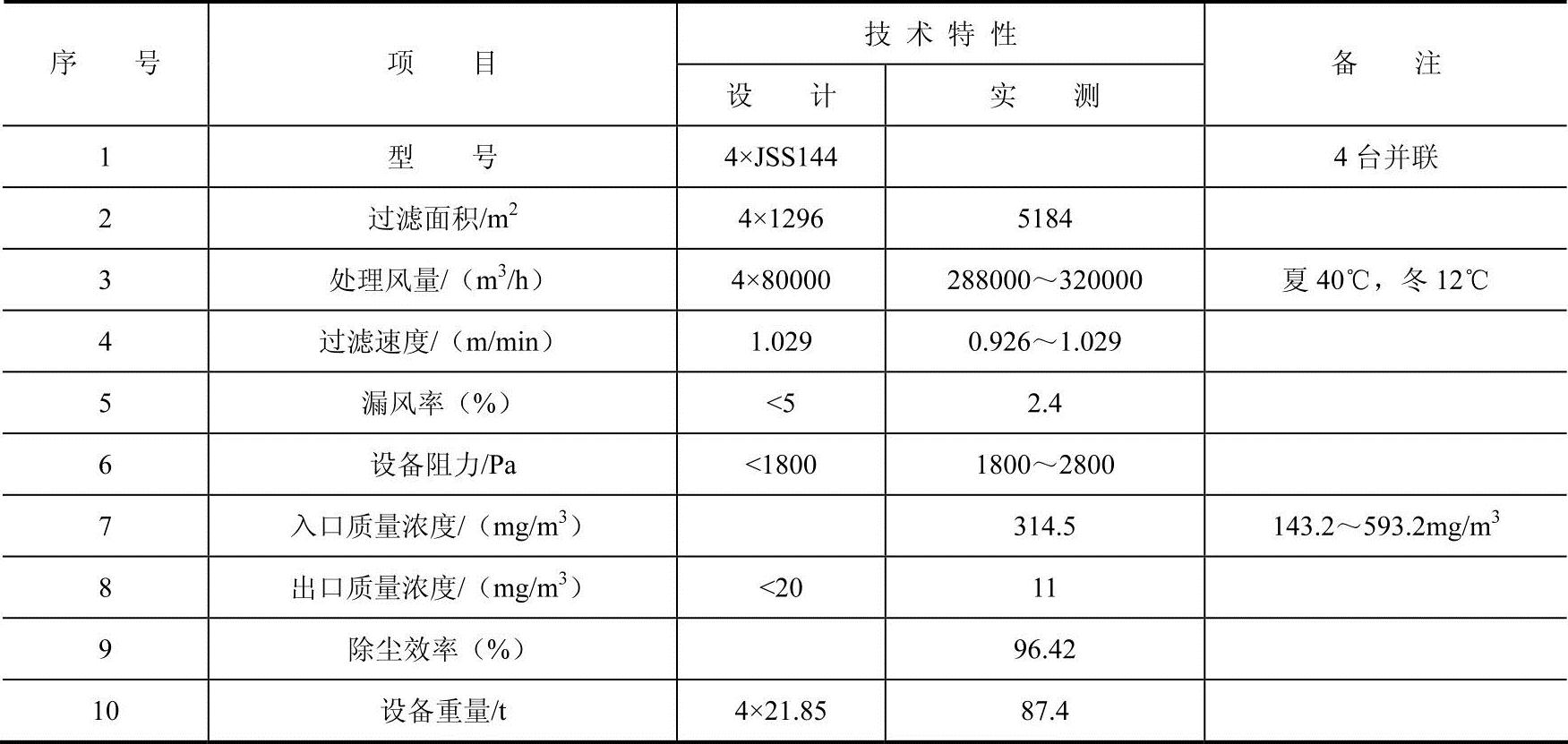
表3-24 JSS型塑烧板除尘器技术特性
基于除尘系统为氧化铁粉尘与水蒸气共存的分布特性,以及高温气体呈饱和状态的实际工况,参照宝钢精轧机除尘的应用经验,鞍钢在国内第二家选用JSS型塑烧板除尘器处理精轧机饱和气体除尘。
本工程采用负压除尘系统,轧机排气罩安装在车间内部的轧钢机之间;JSS型塑烧板除尘器安装在厂房外部,单独建设除尘间,为防止滤袋内部结露(冻),除尘间冬季采暖温度在20℃。除尘收下灰由圆板拉链输送机汇集至贮灰仓,外运利用。
本除尘系统2000年初随连轧机同步投产,2000年6月27日经鞍钢劳动卫生研究所检测:塑烧板除尘器入口温度40℃,入口气体流量238600m3/h,出口气体流量244300m3/h,漏风率2.4%;设备阻力1800Pa;入口粉尘平均质量浓度314.5(143.2~593.2)mg/m3,出口粉尘质量浓度11.0mg/m3,除尘效率96.42%,粉尘回收量1.78t/a。投产6年来,性能稳定,运行可靠,用于饱和气体除尘是成功的、可靠的。
(2)组合安装
本除尘工程系统设计由鞍钢设计研究院提供;JSS型塑烧板除尘器由上海圣德机械设备有限公司提供设备设计和塑烧板、电控仪与脉冲阀等关键部件;鞍钢实业设备公司承担设备制造和安装。
为加快设备安装进度,保证设备制作与安装质量,节能降耗,节约施工成本。塑烧板除尘器采用灰斗与支架、箱体分体制作,现场组合安装的施工方案(图3-14、图3-15)取得了成功;大量的高处作业安装工作量,压缩为少量横缝焊接工作量、脉冲喷吹装置安装和出灰设施安装;变19.70m高处作业为10.51m、14.10m、17.37m平台作业。既实现了安全生产,提高了工效,对降低了成本,提升安装工程经济效益具有重大意义。
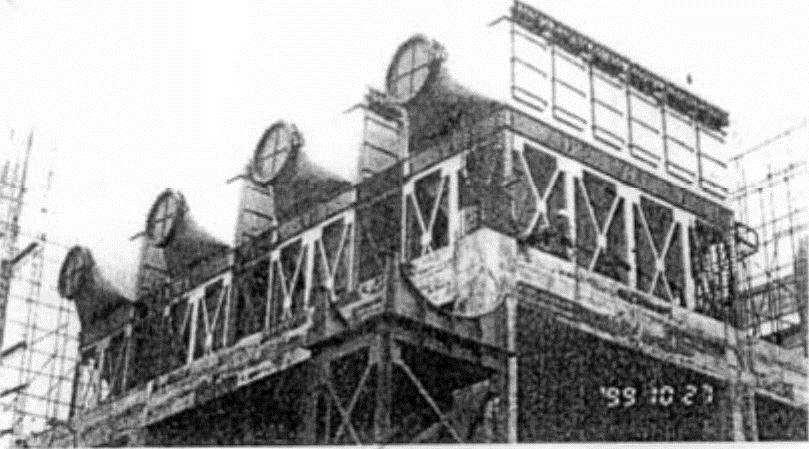
图3-14 塑烧板除尘器组合安装
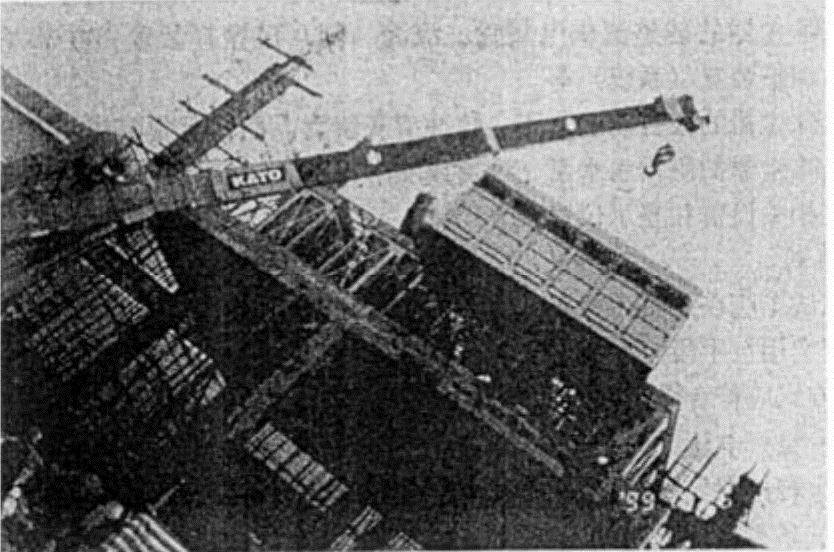
图3-15 塑烧板除尘器在吊装中
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




