1)检验人员应认真检查焊接质量,当发现焊工不按照焊接工艺指导书及有关技术条件规定施焊时,应向有关负责人反应并暂停其工作。
2)碳素结构钢在焊缝冷却到环境温度,低合金结构钢应在完成焊接24h以后进行焊缝外观及内部质量的检验,无损检验应在外观检验合格后进行。
凡局部探伤的焊缝,如发现有不允许的缺陷时,应在该缺陷两端的延伸部位增加探伤长度,增加的长度为该焊缝长度的10%,且不小于250mm,若仍出现不允许的缺陷时,应对该焊缝进行100%探伤检查。
3)根据结构件承受荷载的特点,产生脆断倾向的大小及危害性,将对接焊缝分为三级。
①符合下列条件之一者为一级焊缝:
a.重级工作制和起重量Q≥50t的中级工作制吊车梁腹板和翼缘板以及吊车梁制动桁架上下弦杆的拼接焊缝;
b.承受动载或静载结构的全焊透对接焊缝,母材料板厚:Q235钢t>38mm;16Mn钢t>30mm;16Mnq、15Mnvq钢t>25mm,且要求熔敷金属在-20℃的冲击功≥27J。
②除①规定外的其他全焊透对接焊缝及重级工作制和起重量Q≥50t的中级工作制吊车梁腹板和翼缘板间对接和角接组合焊缝为二级焊缝。
③承载焊缝实腹梁和桁架等重要构件上的角焊缝其外观缺陷应符合二级焊缝的规定。
④非承载焊缝以及不要求焊透和部分焊透的对接焊缝及组合焊缝为三级焊缝。
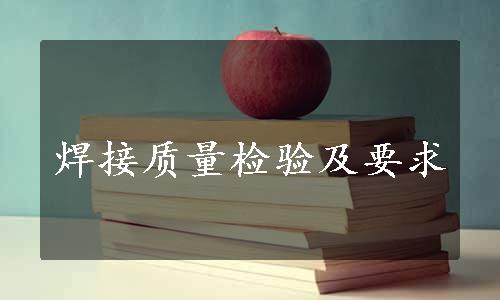
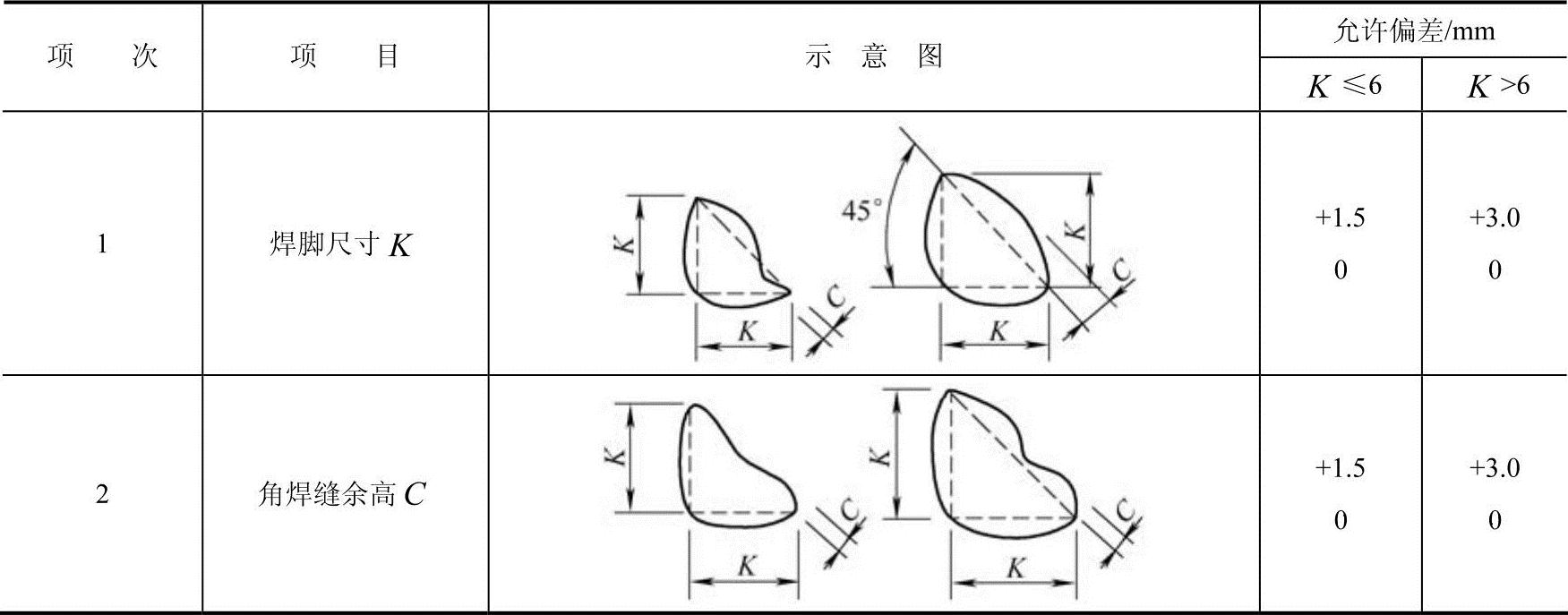
4)角焊缝的焊接尺寸应符合设计要求,角焊缝外形尺寸允许偏差应符合表3-11的规定。要求焊透的对接焊缝和角接组合焊缝的外形尺寸及允许偏差应符合表3-12的规定。(www.daowen.com)
5)焊缝外形尺寸应符合现行国家标准《钢结构焊缝外形尺寸》(GB 10854—1989)的规定,焊缝内部缺陷分级应符合现行国家标准《钢焊缝手工超声波探伤方法和探伤结果分级》(GB 11345—1989)的规定,焊缝质量等级及缺陷分级应符合表3-13的规定。板厚小于等于10mm,应采用射线进行内部探伤检验,内部缺陷分级应符合现行国家标准《金属熔化焊焊接接头射线照相》(GB 3323—2005)Ⅱ级和Ⅲ级的规定。
表3-11 角焊缝外形尺寸允许偏差
注:K>8.0mm的角焊缝其局部焊脚尺寸允许低于设计要求值1.0mm,但总长度不得超过焊缝长度的10%。焊接梁的腹板与翼缘板间焊缝的两端,在其两倍翼缘板宽度范围内,焊缝的焊脚尺寸不允许低于设计值要求。
6)焊缝金属表面应平缓过渡,焊波应均匀,不得有裂纹、夹渣、焊瘤、烧穿、弧坑和针状气孔等缺陷。焊接区飞溅物应清除干净。
表3-12 对接焊缝和组合焊缝的外形尺寸及允许偏差 单位:mm
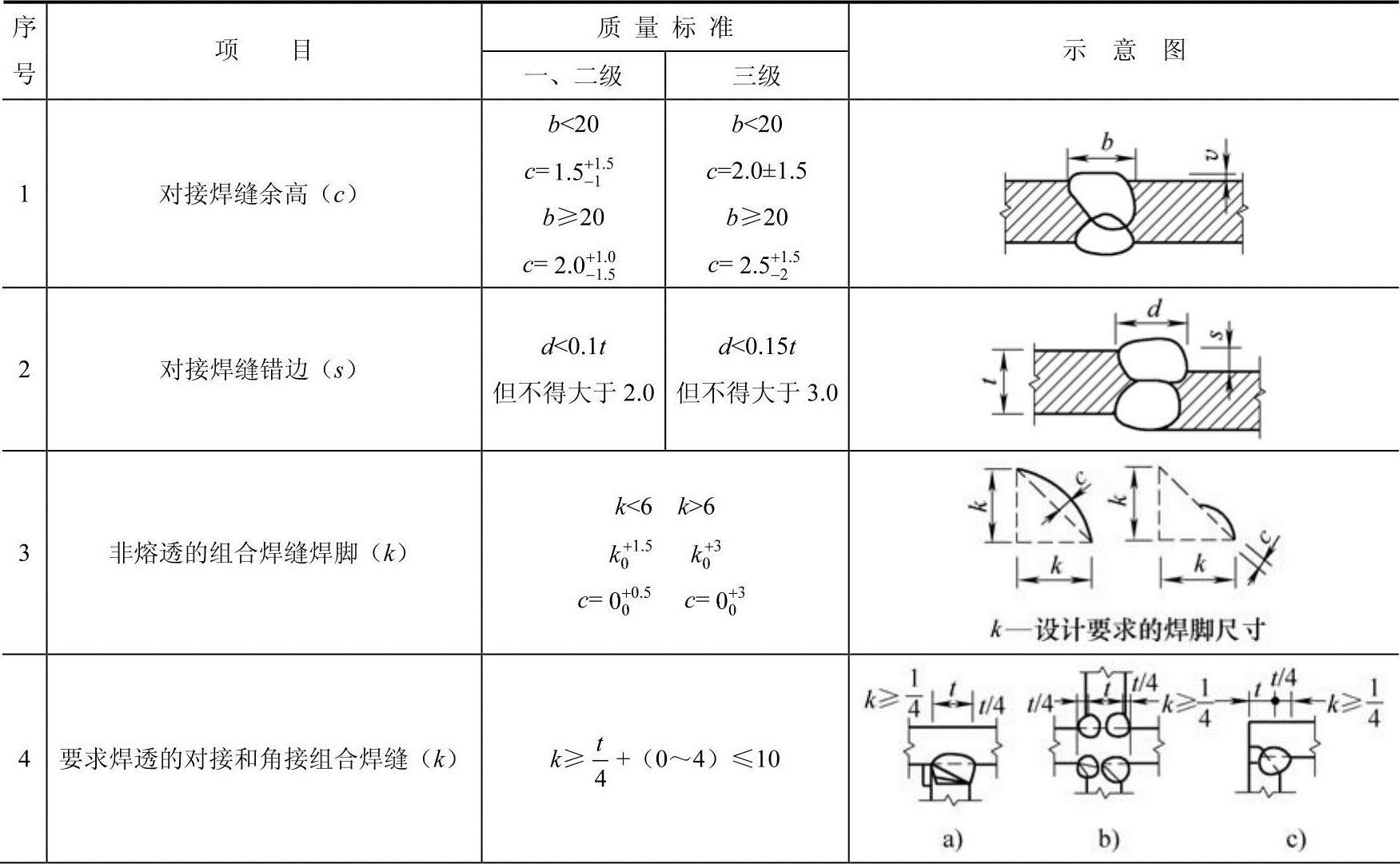
(续)
注:重级工作制和起重量Q≥50t的中级工作制吊车梁腹板与上翼缘的组合焊缝焊脚应为t/2且不大于10mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





