1)凡属以下情况应进行焊接工艺评定:①首先使用的钢材,当该钢材与评定时的钢材具有同一强度等级、类似的化学成分时,可不进行焊接工艺评定;②首先采用的焊接方法;③采用新的焊接材料施焊;④首先采用的重要焊接接头型式;⑤需要进行预热、后热和焊后处理的构件,应进行焊接工艺评定,以确定预热、后热温度及焊后热处理工艺。
2)工艺评定用的钢材和焊接材料应与工程所使用的材料相同;对于要求熔透的T形接头焊缝试件,应与工程实物相当。
3)焊接工艺评定应由合格的焊工施焊。
4)试件的焊缝尺寸和允许偏差应符合表3-11和表3-12的规定,焊缝的外观缺陷和超声波探伤检验应符合表3-11和表3-12中相应等级标准的规定。对要求熔透的T形接头应做低倍金相试片,检查熔合情况,对埋弧焊试件应测定焊缝成形系数,其值应大于1.2。
5)焊接接头的力学性能试验试件的截取、加工及试验方法按《焊缝金属及焊接接头力学性能试验》(GB 2649~GB 2656)规定进行。
6)焊接接头的力学性能试验以拉伸和冷弯为主,其他试验按设计规定执行。接头的弯曲试验应做面弯(或背弯)试验,有特殊规定时做侧弯和冲击试验,每一个焊接试板试样数量为:拉伸试验2个,面弯试验2个,背弯试验2个,侧弯试验2个,冲击试验9个(焊缝、熔合线、热影响区各3个)。
力学性能试验的合格标准:
①拉伸试验焊接接头的强度不得低于母材强度的最低规定值。(www.daowen.com)
②冷弯试验合格标准见表3-3。
表3-3 冷弯试验合格标准
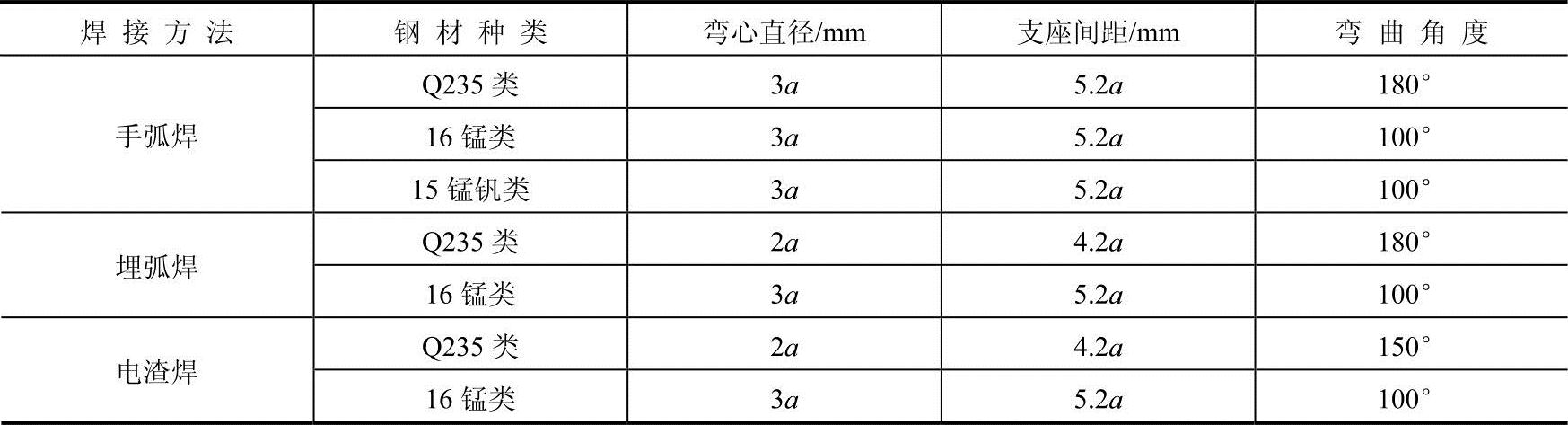
注:a为试样厚度,冷弯试样达到规定角度时,受拉面上的裂纹和缺陷长度不得大于3.0mm。
7)栓钉焊接施工应做下列工艺试验:
①栓钉焊接部位的拉伸试验,其强度应满足设计要求。
②栓钉焊焊后应进行弯曲试验检查,检查数为1%,锤击栓焊钉头,其焊钉弯曲至30°时焊缝和热影响区没有肉眼可见裂纹。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






