
袋式除尘器箱体和框架是钢材做成的。钢材受到的腐蚀来自两方面:一是处理各种腐蚀性气体从内部产生腐蚀,在高温条件下尤为严重。二是除尘器多处于工业环境,外部易受到腐蚀。在这种情况下必须采取防腐措施。防腐涂装前必须去除锈蚀并达到 级或St3级的除锈等级方可涂装。
级或St3级的除锈等级方可涂装。
1.锈蚀等级
钢材表面的锈蚀分别以A、B、C和D4个等级表示。
A级:全面地复盖着氧化皮而几乎没有铁锈的钢材表面;
B级:已发生锈蚀,并且部分氧化皮已经剥落的钢材表面;
C级:氧化皮已因锈蚀而剥落,或者可以刮除,并且有少量点蚀的钢材表面;
D级:氧化皮已因锈蚀而全部剥离,并且已普遍发生点蚀的钢材表面。
2.除锈等级
钢材表面除锈等级以代表所采用的除锈方法的字母“Sa”、“St”或“F1”表示。如果字母后面有阿拉伯数字,则其表示清除氧化皮、铁锈和油漆涂层等附着物的程度等级。
(1)喷射或抛射除锈
喷射或抛射除锈以字母“Sa”表示。喷射或抛射除锈前,厚的锈层应铲除。可见的油脂和污垢也应清除。喷射或抛射除锈后,钢材表面应清除浮灰和碎屑。对于喷射或抛射除锈过的钢材表面有4个除锈等级。
1)Sa1:轻度的喷射或抛射除锈,钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
2)Sa2:彻底的喷射或抛射除锈,钢材表面会无可见的油脂和污垢,并且氧化皮、铁锈和油漆涂层等附着物已基本清除,其残留物应是牢固附着的。3) :非常彻底的喷射或抛射除锈,钢材表面会无可见的油脂、污垢、氧化皮、铁锈和油漆涂层等附着物,任何残留的痕迹应仅是点状或条纹状的轻微色斑。
:非常彻底的喷射或抛射除锈,钢材表面会无可见的油脂、污垢、氧化皮、铁锈和油漆涂层等附着物,任何残留的痕迹应仅是点状或条纹状的轻微色斑。
4)Sa3:使钢材表观洁净的喷射或抛射除锈,钢材表面应无可见的油脂、污垢、氧化皮、铁锈和油漆涂层等附着物,该表面应显示均匀的金属色泽。
(2)手工和动力工具除锈
用手工和动力工具,如用铲刀、手工或动力钢丝刷、动力砂纸盘或砂轮等工具除锈,以字母“St”表示。手工和动力工具除锈前,厚的锈层应铲除,可见的油脂和污垢也应清除。手工和动力工具除锈后,钢材表面应清除去浮灰和碎屑。对于手工和动力工具除锈过的钢材表面,有两个除锈等级。
1)St2:彻底的手工和动力工具除锈,钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
2)St3:非常彻底的手工和动力工具除锈,钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。除锈应比St2更彻底,底材显露部分的表面应具有金属光泽。
(3)火焰除锈
火焰除锈以字母“FI”表示。火焰除锈前,厚的锈层应铲除,火焰除锈应包括在火焰加热作业后以动力钢丝刷清加热后附着在钢材表面的产物。火焰除锈后(FI级)钢材表面应无氧化皮、铁锈和油漆涂层等附着物。任何残留物的痕迹应仅为表面变色(不同颜色的暗影)。
(4)除锈方法的特点
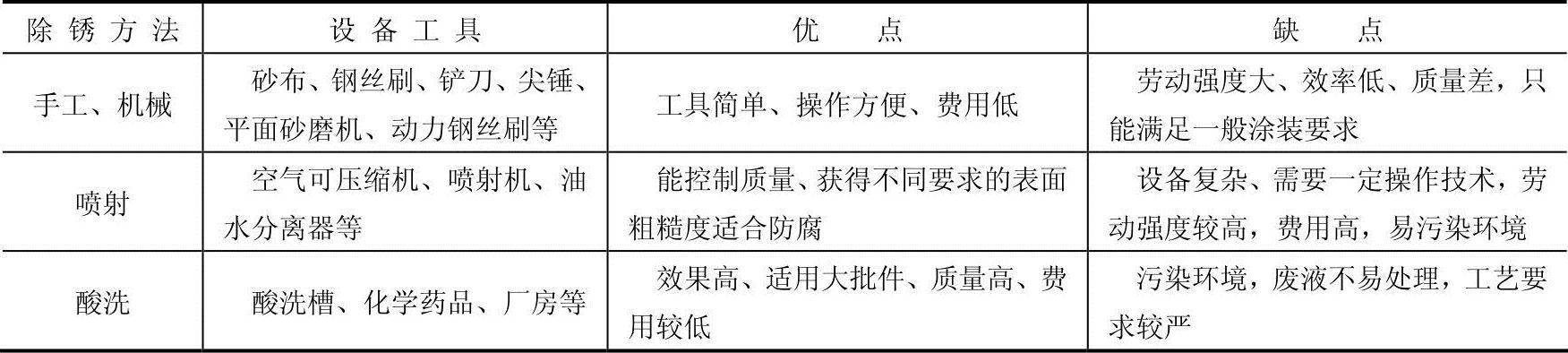
有资料认为除锈质量要影响涂装质量的60%以上。各种除锈方法的特点见表2-27。不同除锈方法,在使用同一底漆时,其防护效果也不相同,差异很大。
表2-27 各种除锈方法的特点
 (www.daowen.com)
(www.daowen.com)
3.涂装防腐体系
(1)涂层结构的形式
1)底漆−中间漆−面漆;
2)底漆−面漆;
3)底漆和面漆是一种漆。
防腐涂层中的底漆主要起附着和防锈作用,面漆主要是起防腐蚀耐老化作用,中间漆的作用是介于底、面漆两者之间,并能增加漆膜总厚度。所以,它们不能单独使用,只能配套使用才能发挥最好的作用和获得最佳的效果。
(2)确定涂层厚度主要考虑的因素
1)钢材表面原始粗糙度;
2)钢材除锈后的表面粗糙度;
3)选用的涂料品种;
4)钢结构使用环境对涂层的腐蚀程度;
5)涂层维护的周期。
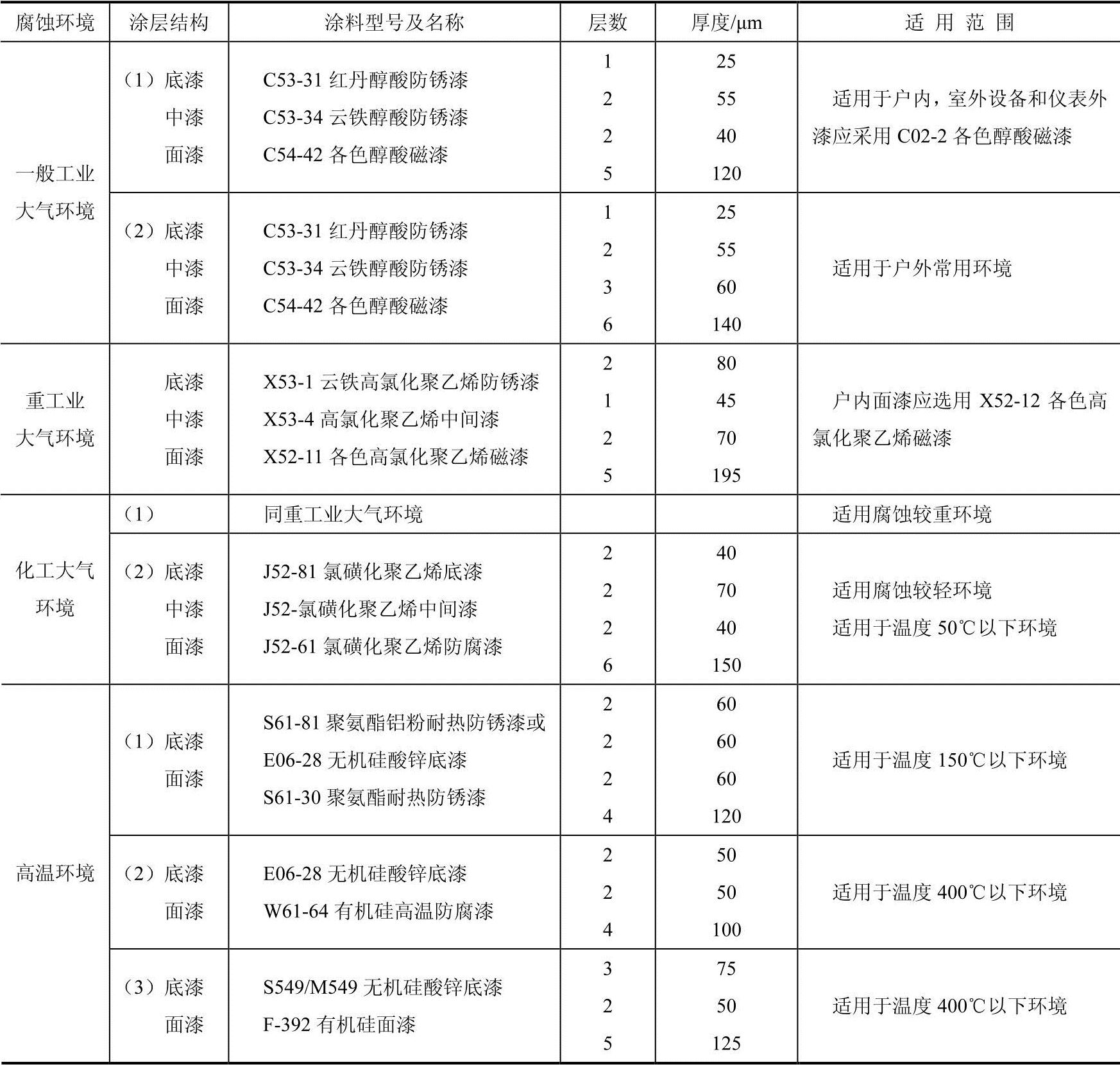
涂层厚度要适当。过厚,虽然可增强防护能力,但附着力和机械性能却要降低,而且要增加费用;过薄,易产生肉眼看不见的针孔和其他缺陷,起不到隔离环境的作用。根据实践经验和参考有关文献,表2-28列出了针对一般工业大气环境、重工业大气环境、化工大气环境和高温环境设计的涂层防护体系及涂层厚度,可供除尘管道和设备涂装时参考。
(3)涂装施工要求
在涂装施工中有三点要求:①被涂装的设备、管道务必按除锈标准去除锈蚀和油渍、杂物;②涂装时的环境温度在5℃以上;③涂装时的环境相对湿度必须小于85%,严禁在阴雨天气进行涂装作业。
4.涂装检验方法
(1)涂装检验时间在漆膜完全干燥后1~3个月内检验。
(2)按GB1720检验漆膜附着力,应该与除尘器本体相同的处理条件制备三块样板,取两个相同结果,若三块样板呈三个结果时,可改用粘度法。
表2-28 涂层防护体系
(3)按粘度法检验漆膜附着力,可以在除尘器本体上进行,用锋利的保险刀片,在漆膜上划一个60°的×,深及金属,如图2-23所示,然后贴上专用胶带(聚酯胶带),使胶带贴紧漆膜,然后迅速将胶带扯起,如刀刮两边漆膜下的宽度最大不超过2mm,即为合格。检验点不少于10~20个。大型除尘器按每10m2左右一个点,且检验点取在被检面的中心。合格点大于等于80%为合格品,大于等于95%为一等品。检验不合格要及时修补至合格为止。
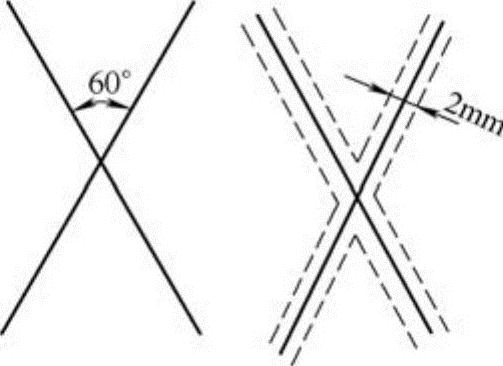
图2-23 涂漆检验方法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






