1)计算第一次粗清角刀具路径:在PowerMILL综合工具栏中单击刀具路径策略按钮 ,打开“策略选取器”对话框,选择“精加工”选项卡,在该选项卡中选择“笔式清角精加工”,单击“接受”按钮,打开“笔式清角精加工”表格,按图12-20所示设置参数。
,打开“策略选取器”对话框,选择“精加工”选项卡,在该选项卡中选择“笔式清角精加工”,单击“接受”按钮,打开“笔式清角精加工”表格,按图12-20所示设置参数。
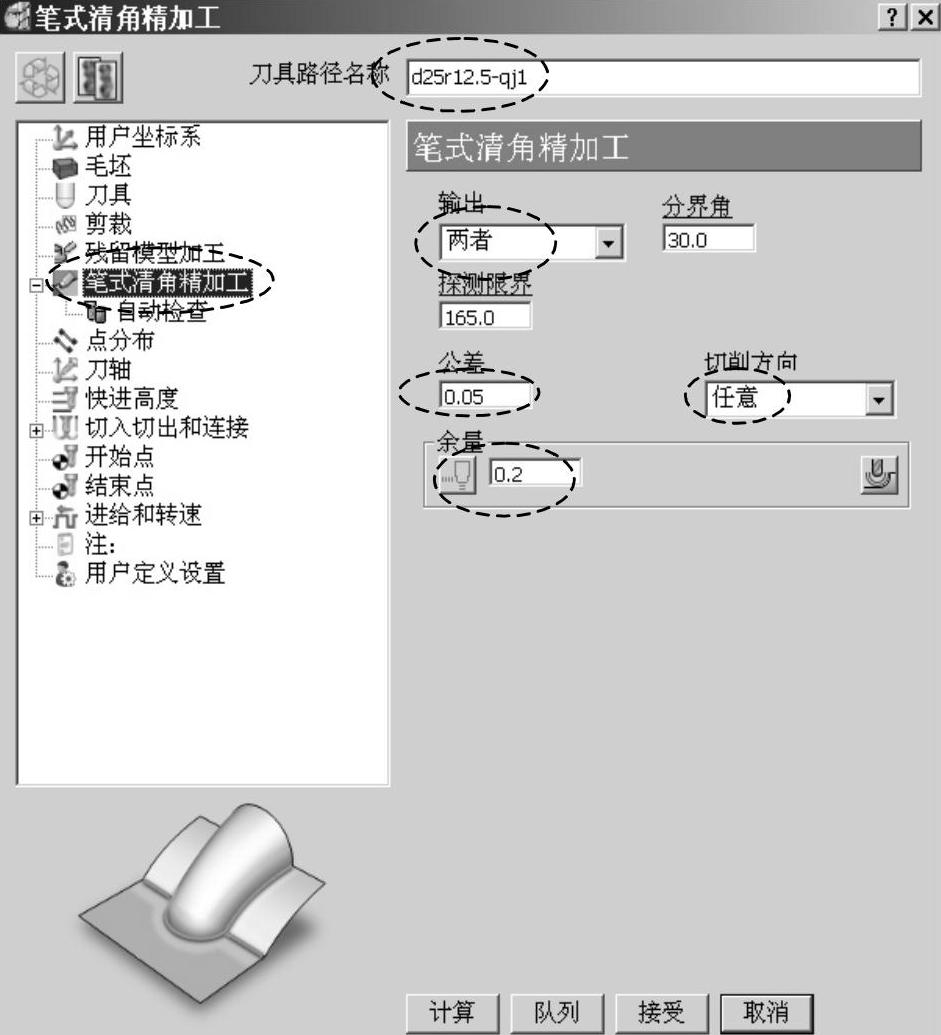
图12-20 设置第一次粗加工清角参数
在“笔式清角精加工”表格策略树中单击“刀具”树枝,调出“刀具”选项卡,按图12-21所示选择刀具。
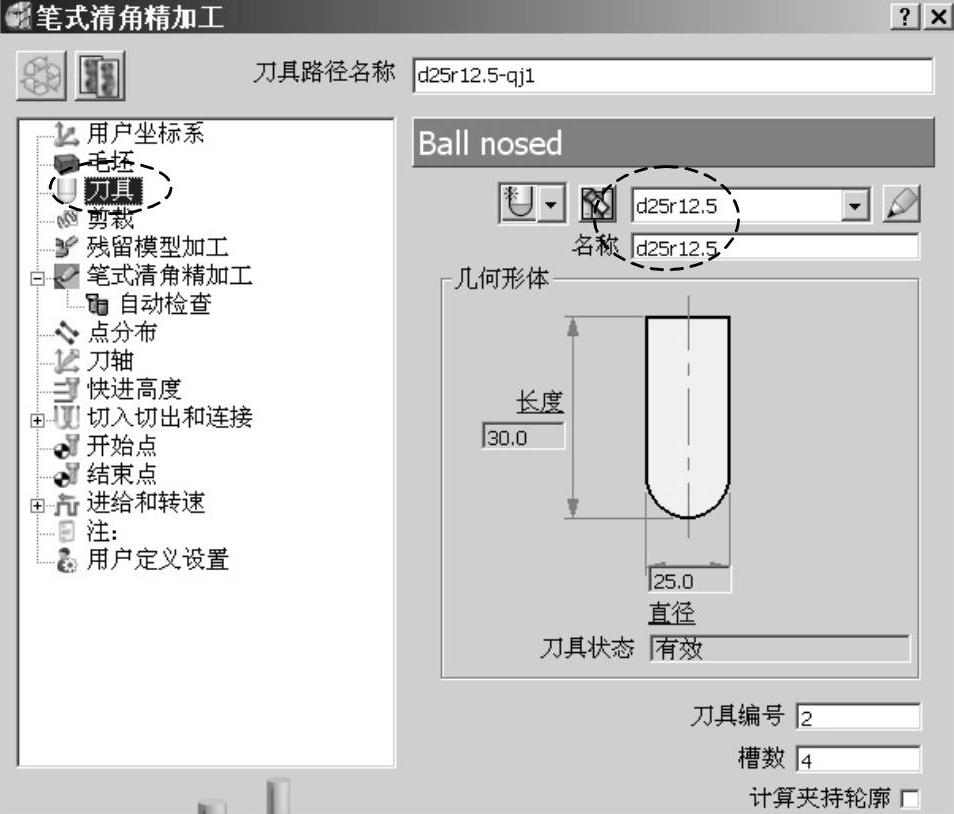
图12-21 选择刀具
在“笔式清角精加工”表格策略树中单击“进给和转速”树枝,调出“进给和转速”选项卡,按图12-22所示设置参数。
设置完上述参数后,单击“笔式清角精加工”表格中的“计算”按钮,系统计算出图12-23所示刀具路径。
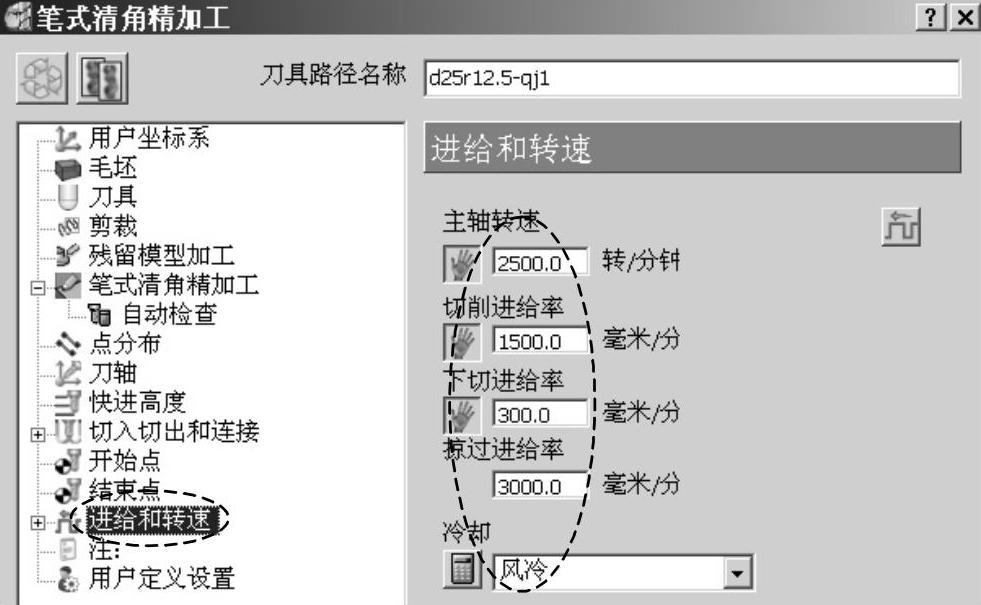
图12-22 设置第一次粗清角进给和转速参数
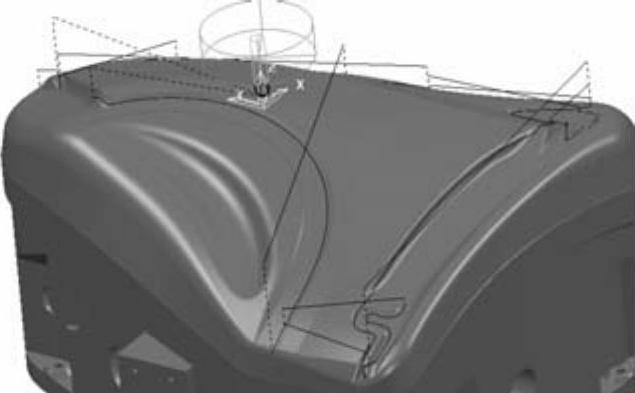
图12-23 第一次粗清角刀具路径
不要关闭“笔式清角精加工”表格。
2)计算第二次粗清角刀具路径:单击笔式清角精加工表格中的复制刀具路径按钮 ,系统即基于刀具路径“d25r12.5-qj1”复制出一条新的刀具路径,按图12-24所示更改部分设置。
,系统即基于刀具路径“d25r12.5-qj1”复制出一条新的刀具路径,按图12-24所示更改部分设置。
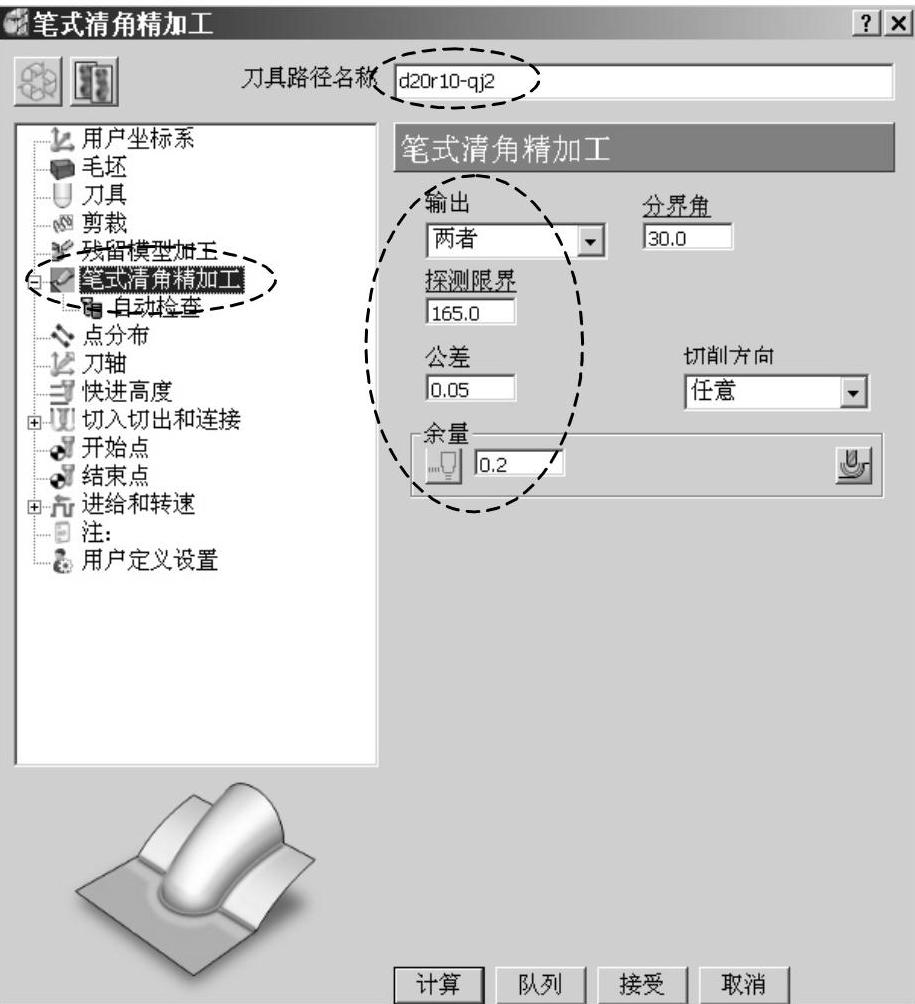
图12-24 设置第二次粗清角参数
单击“笔式清角精加工”表格策略树中的“刀具”树枝,调出“刀具”选项卡,按图12-25所示选择刀具。
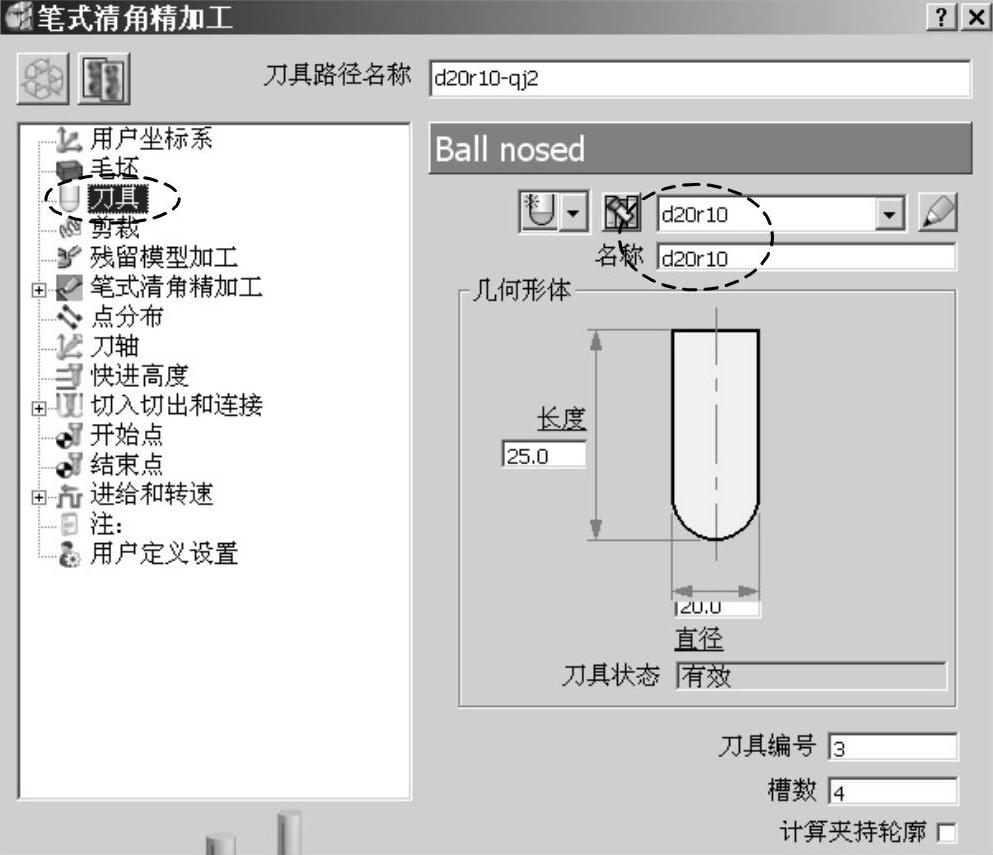
图12-25 选择刀具
在“笔式清角精加工”表格策略树中单击“进给和转速”树枝,调出“进给和转速”选项卡,按图12-26所示设置参数。(www.daowen.com)
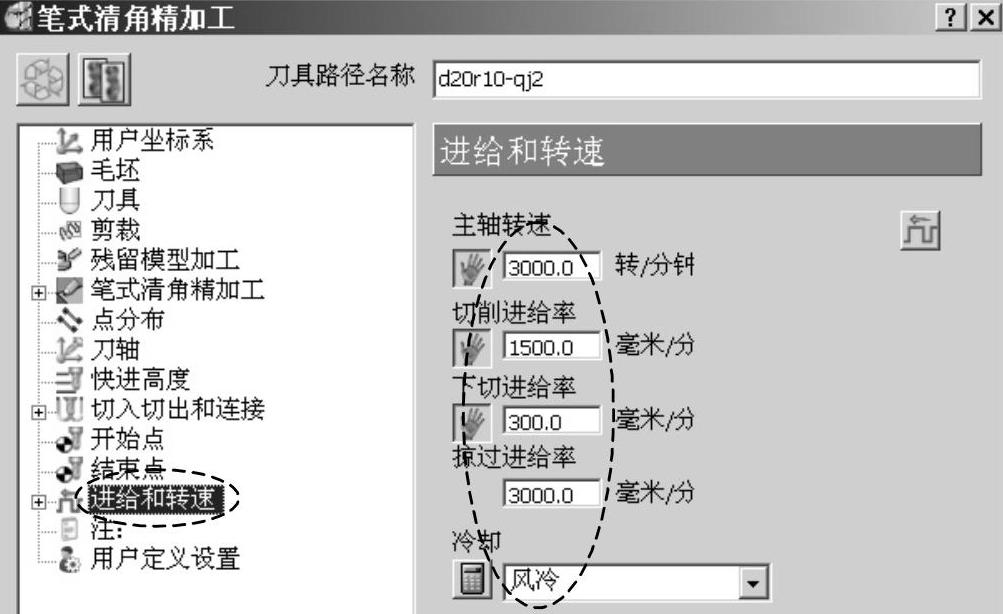
图12-26 设置第二次粗清角进给和转速参数
设置完上述参数后,单击“笔式清角精加工”表格中的“计算”按钮,系统计算出图12-27所示刀具路径。
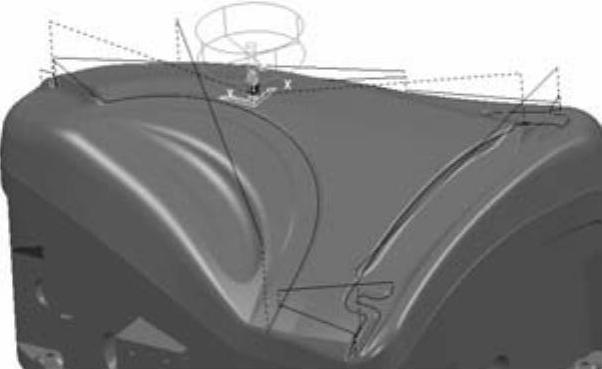
图12-27 第二次粗清角刀具路径
不要关闭“笔式清角精加工”表格。
3)计算第三次粗清角刀具路径:单击“笔式清角精加工”表格中的复制刀具路径按钮 ,系统即基于刀具路径“d20r10-qj2”复制出一条新的刀具路径,按图12-28所示更改部分设置。
,系统即基于刀具路径“d20r10-qj2”复制出一条新的刀具路径,按图12-28所示更改部分设置。
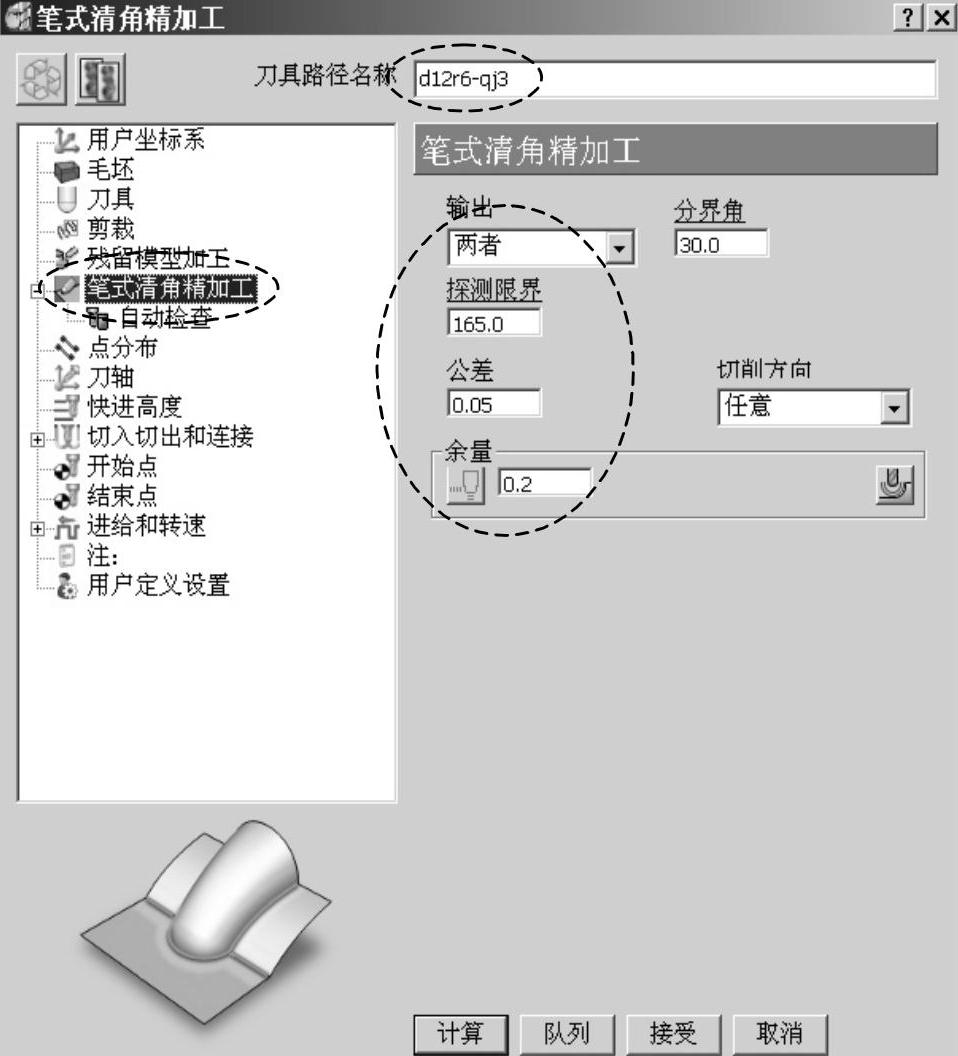
图12-28 设置第三次粗清角参数
单击“笔式清角精加工”表格策略树中的“刀具”树枝,调出“刀具”选项卡,按图12-29所示选择刀具。
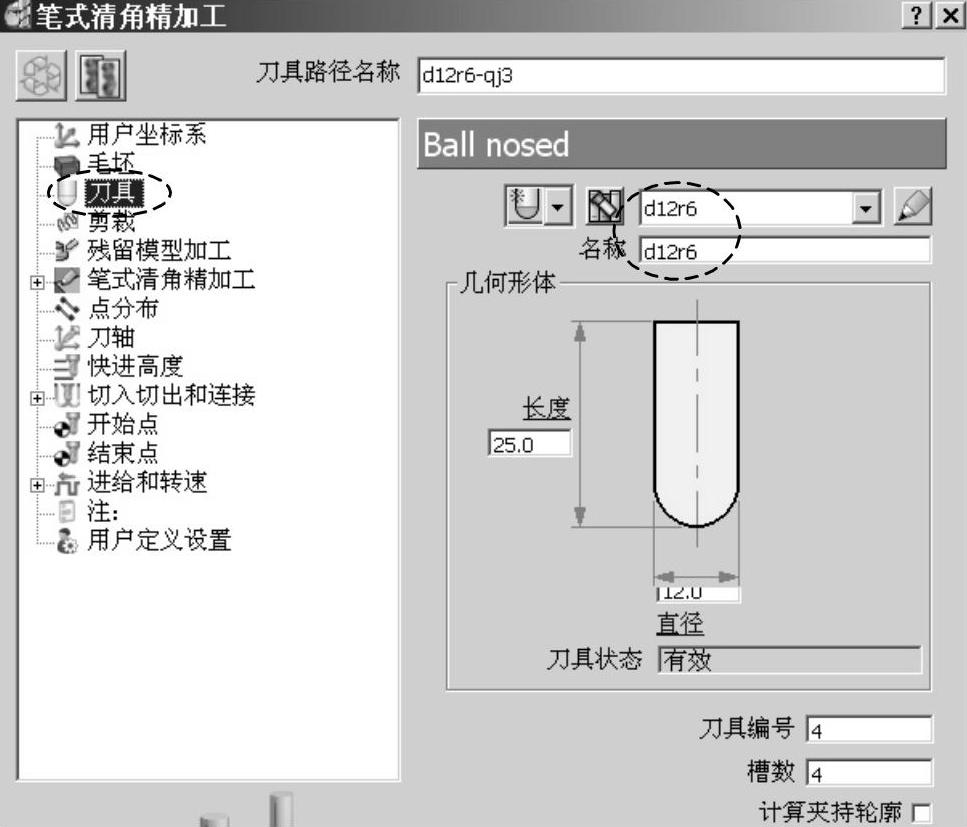
图12-29 选择刀具
在“笔式清角精加工”表格策略树中单击“进给和转速”树枝,调出“进给和转速”选项卡,按图12-30所示设置参数。
设置完上述参数后,单击“笔式清角精加工”表格中的“计算”按钮,系统计算出图12-31所示刀具路径。
单击“取消”按钮,关闭笔式清角精加工表格。
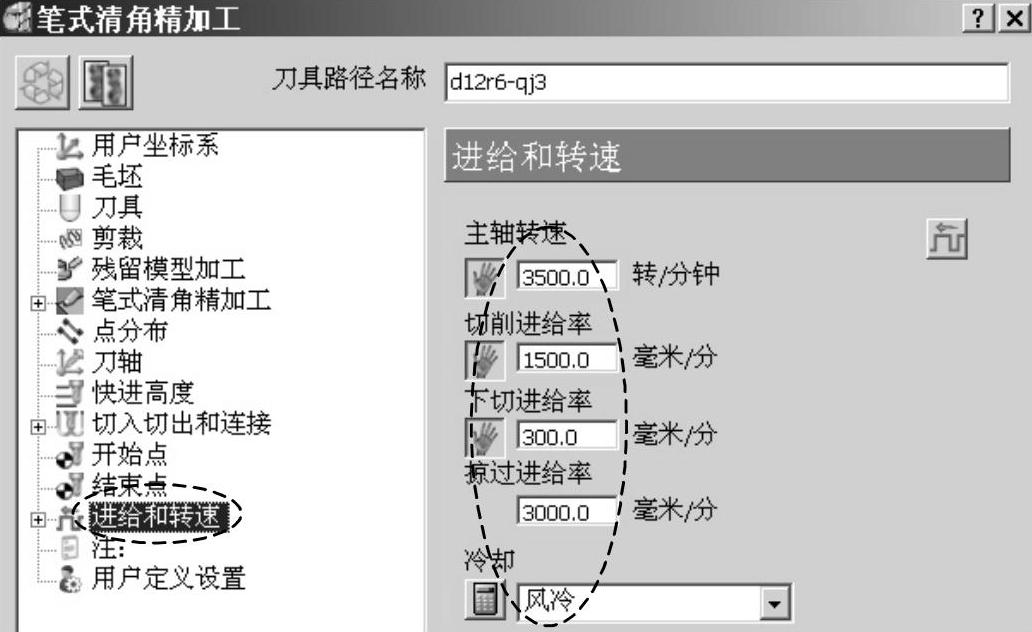
图12-30 设置第三次粗清角进给和转速参数
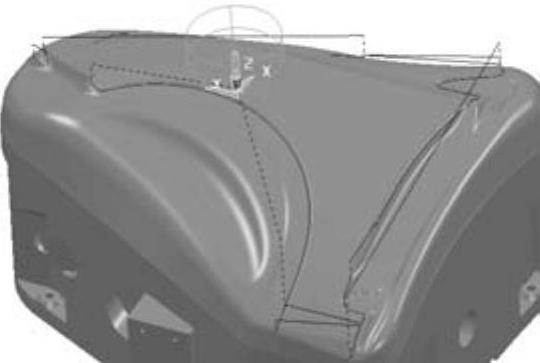
图12-31 第三次粗清角刀具路径
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





