精加工拟使用与第二次半精加工相同的边界,使用直径为6mm的球头铣刀来进行。
1)在PowerMILL资源管理器中右击刀具路径“d8r4-2bj”,在弹出的快捷菜单条中选择“设置”,打开“三维偏置精加工”表格。
单击该表格中的复制刀具路径按钮 ,系统立即生成一张新表格,按图10-66所示设置精加工参数。
,系统立即生成一张新表格,按图10-66所示设置精加工参数。
单击“三维偏置精加工”表格策略树中的“刀具”树枝,调出“刀具”选项卡,如图10-67所示,确保选用的刀具是“d6r3”。
单击“三维偏置精加工”表格策略树中的“剪裁”树枝,调出“剪裁”选项卡,按图10-68所示确保选用边界“bj1_2”。
单击“三维偏置精加工”表格策略树中的“进给和转速”树枝,调出“进给和转速”选项卡,按图10-69所示设置凸台侧围面精加工进给和转速参数。
单击“计算”按钮,系统计算出图10-70所示刀具路径。
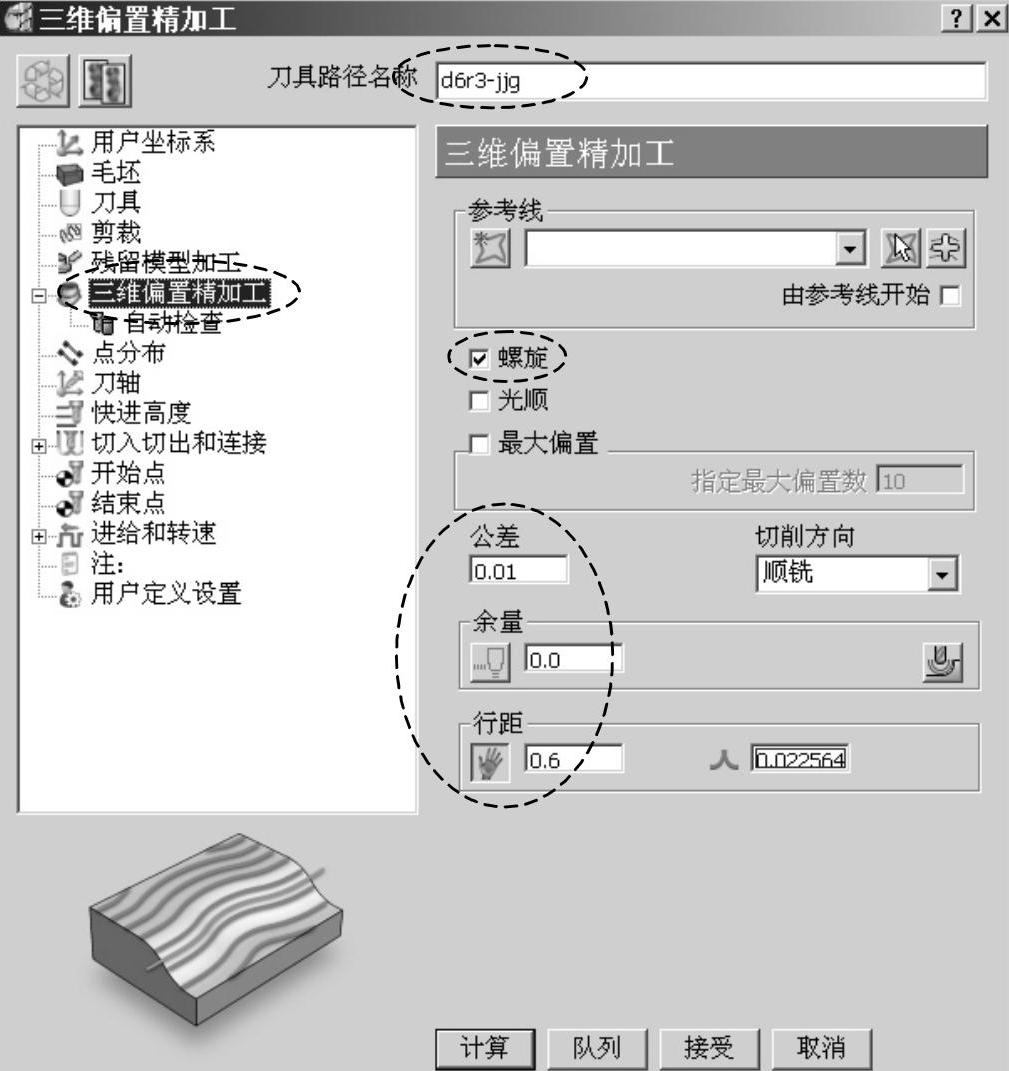
图10-66 设置倾斜凸台外围面精加工参数
单击“取消”按钮,关闭“三维偏置精加工”表格。
2)外围面精加工碰撞检查:参照步骤三第3)小步的操作方法,对外围面精加工刀具路径进行碰撞检查。
3)外围面精加工仿真:在PowerMILL资源管理器中右击刀具路径“d6r3-jjg”,在弹出的快捷菜单条中选择“自开始仿真”。
在ViewMILL工具栏中单击光泽阴影图像按钮 ,进入仿真环境。(www.daowen.com)
,进入仿真环境。(www.daowen.com)
在PowerMILL仿真控制工具栏中单击运行按钮 ,系统即进行仿真切削,其结果如图10-71所示。
,系统即进行仿真切削,其结果如图10-71所示。
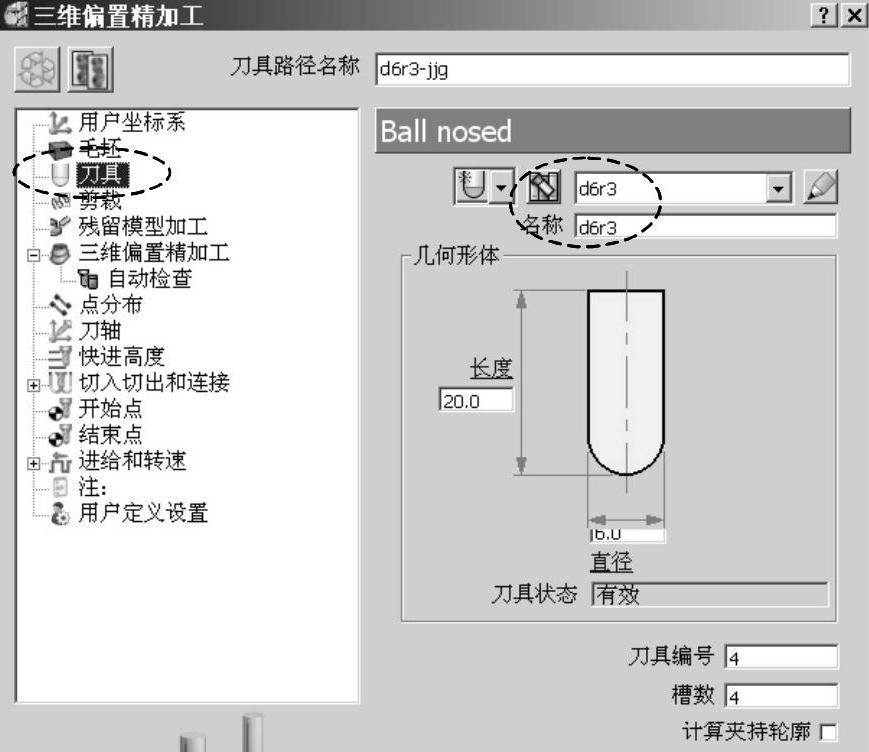
图10-67 选用外围面精加工刀具
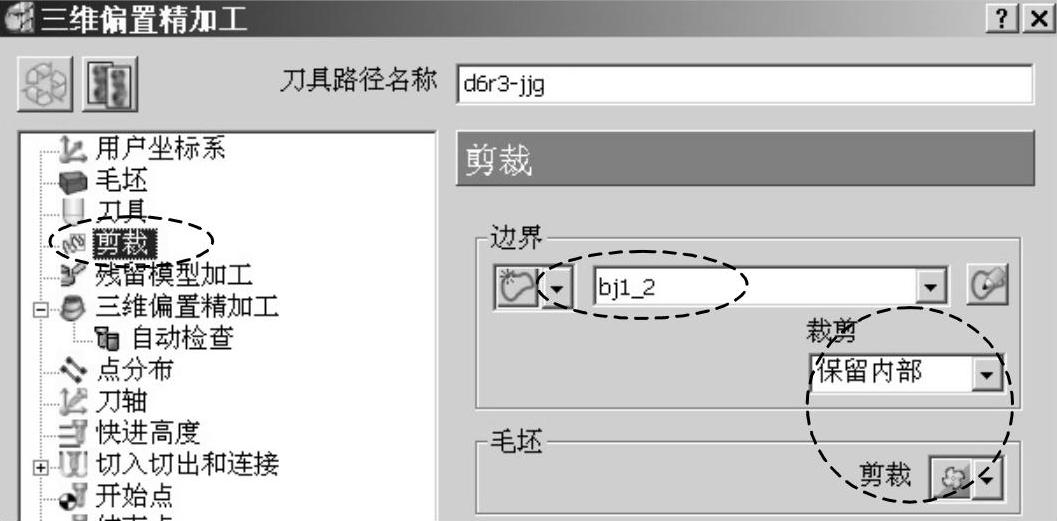
图10-68 选用边界“bj1_2”
在ViewMILL工具栏中单击无图像按钮 ,退出仿真状态,返回PowerMILL编程环境。
,退出仿真状态,返回PowerMILL编程环境。
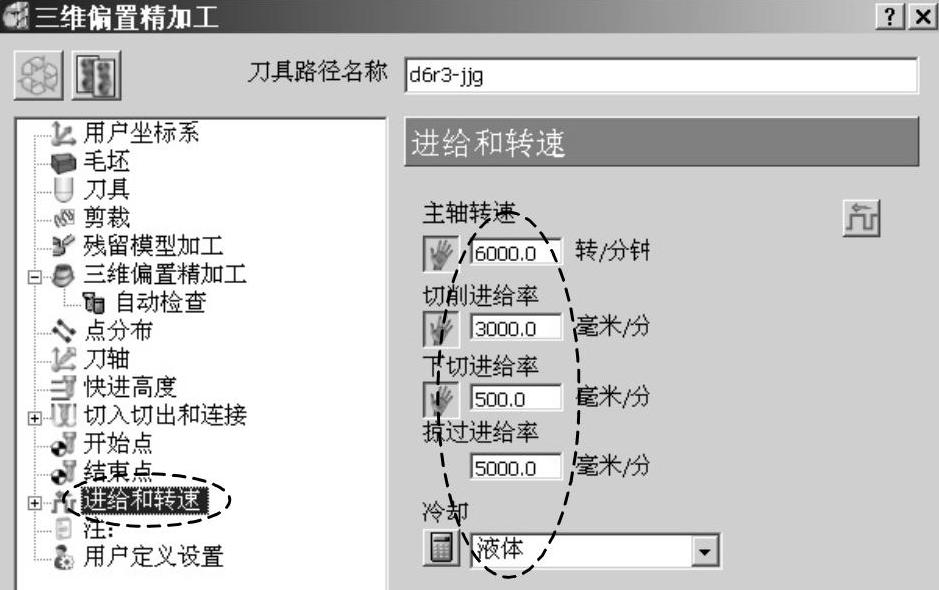
图10-69 设置凸台外围面精加工进给和转速参数
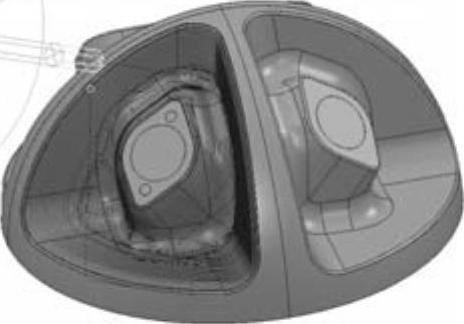
图10-70 外围面精加工刀具路径

图10-71 凸台外围面精加工仿真结果
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






