要编制五轴定位加工程序,必须要明白五轴定位加工的实现过程。使用PowerMILL软件实现五轴定位加工的全过程如下。
(1)锁定毛坯到世界坐标系
在计算三轴加工刀具路径时,如果毛坯过小,未包围加工范围,则只会在毛坯包围的范围内生成部分刀具路径;又如毛坯尺寸足够,但是偏离了加工范围,则会出现计算不出刀具路径的情况。因此,计算刀具路径前,一定要确保毛坯包围住了零件的加工范围。在五轴定位加工时,由于会使用到用户坐标系,就更要注意这一点。
在创建毛坯时,毛坯的定位是相对于世界坐标系的,这就意味着,在默认情况下,如果用户创建了一个毛坯后,转而去使用其他的用户坐标系,那么毛坯就会“跑掉”。图10-5创建的毛坯正好包围住了零件,是需要的毛坯大小。为了进行3+2轴加工,新创建了一个用户坐标系,并将该用户坐标系激活,此时毛坯会部分偏移出零件,如图10-6所示。
而如果此时再次使用“毛坯”表格中默认参数重新创建毛坯,系统会计算出图10-7所示的毛坯,这个毛坯与原始毛坯是不同的,其尺寸变大了,不是需要的毛坯,正确的毛坯应是图10-5所示的毛坯。这时就需要将新创建的毛坯锁定到世界坐标系。
在PowerMILL系统中打开“毛坯”表格后,锁定毛坯到世界坐标系的操作过程如图10-8所示。
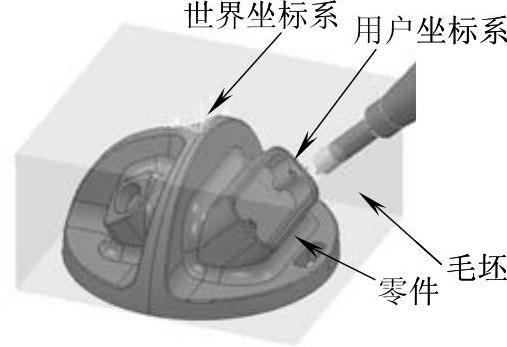
图10-5 世界坐标系下的毛坯
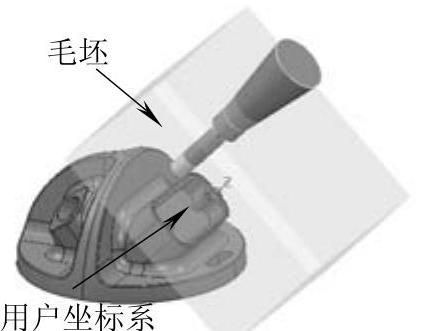
图10-6 用户坐标系下的毛坯1
 (https://www.daowen.com)
(https://www.daowen.com)
图10-7 用户坐标系下的毛坯2
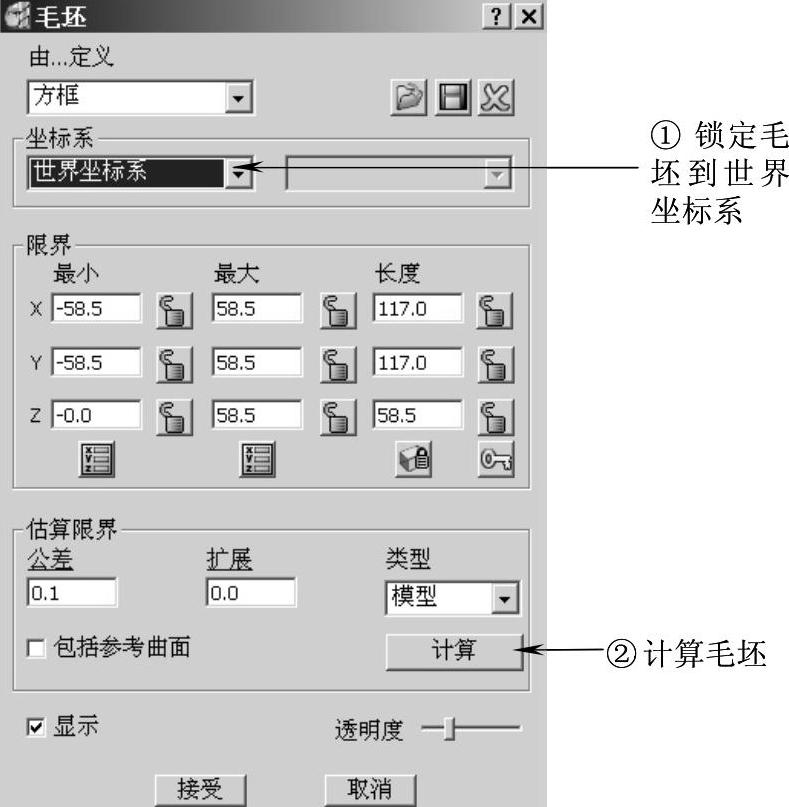
图10-8 毛坯设置
(2)创建并编辑用户坐标系
根据被加工零件的结构特征分布情况,创建用户坐标系。请读者务必注意以下两点:
1)用户坐标系的原点放置在零件的外部比较安全。
2)用户坐标系的Z轴保持指向零件外部,以此作为刀轴方向矢量。
(3)在用户坐标系下,按照三轴加工零件的编程思路编制3+2轴加工程序
(4)使用对刀坐标系(一般与世界坐标系重合)输出NC程序
完成同一个零件的加工,可能需要多条3+2轴加工刀具路径,但在进行刀具路径后处理时,要使用对刀坐标系来输出这些刀具路径为NC程序。这涉及刀具路径后处理的算法问题,对于3+2轴加工,实际上就是将刀轴相对工件倾斜一个角度进行加工;在后处理时,将世界坐标系旋转一个角度到达编程坐标系(即用户坐标系)即可。在FANUC数控系统中,使用G68.2指令来完成坐标系旋转与平移。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





