1)计算毛坯:在PowerMILL综合工具栏中,单击毛坯按钮 ,打开“毛坯”表格,按图7-2所示设置参数。单击“接受”按钮,关闭该表格。计算出来的毛坯如图7-3所示。
,打开“毛坯”表格,按图7-2所示设置参数。单击“接受”按钮,关闭该表格。计算出来的毛坯如图7-3所示。
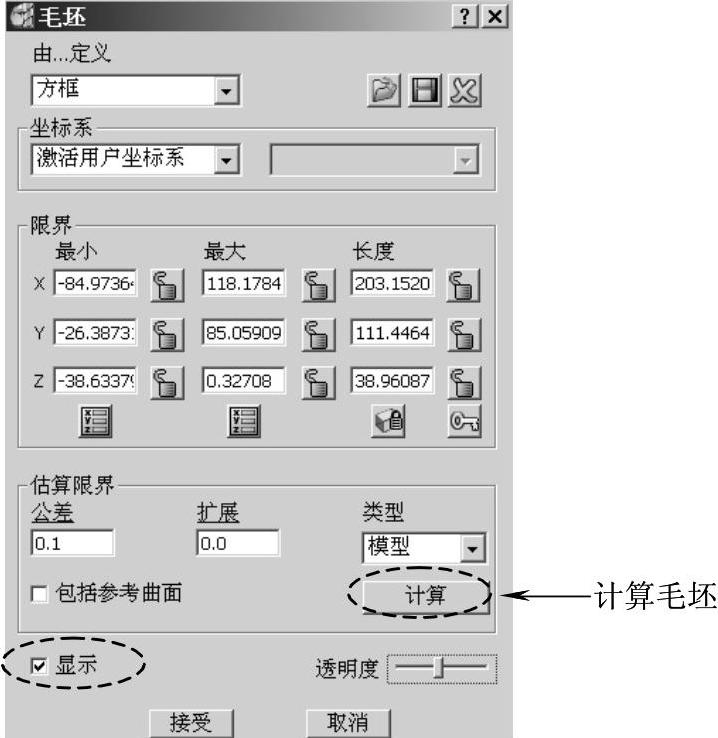
图7-2 计算毛坯
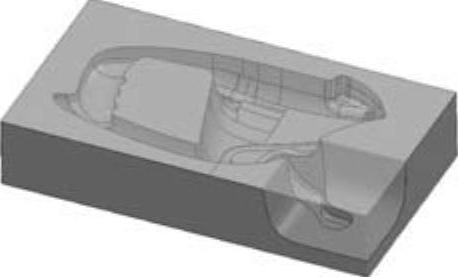
图7-3 毛坯
2)创建对刀坐标系:在PowerMILL资源管理器中,右击“用户坐标系”树枝,在弹出的快捷菜单条中选择“产生并定向用户坐标系”→“使用毛坯定位用户坐标系”,在绘图区图7-4所示毛坯上顶面中心点位置小圆球上单击,创建出“用户坐标系1”。
双击“用户坐标系”树枝,将它展开。右击“用户坐标系1”,在弹出的快捷菜单条中选择“激活”,将用户坐标系1设置为当前编程坐标系(也即对刀坐标系)。
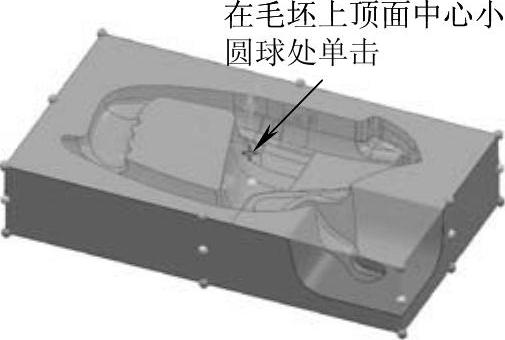
图7-4 创建对刀坐标系
此时,可见绘图区中的毛坯移动到了一个不正确的位置,这是由于毛坯原点改变而导致的。解决的办法是,重复执行上一步计算毛坯的操作,再次计算毛坯即可算出位置正确的毛坯。
右击绘图区的空白地方,在弹出的快捷菜单条中选择“显示世界坐标系”,即可把绘图区中的世界坐标系隐藏。
3)创建粗加工刀具:在PowerMILL资源管理器中,右击“刀具”树枝,在弹出的快捷菜单条中选择“产生刀具”→“刀尖圆角端铣刀”,打开“刀尖圆角端铣刀”表格,按图7-5所示设置刀具切削刃部分的参数。单击“刀尖圆角端铣刀”表格中的“刀柄”选项卡,按图7-6所示设置刀柄部分参数。
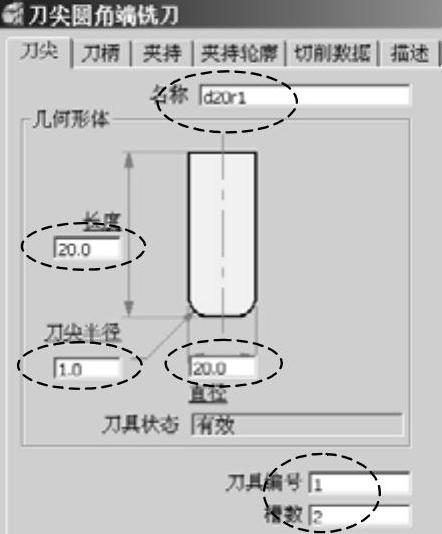
图7-5 “d20r1”切削刃部分参数
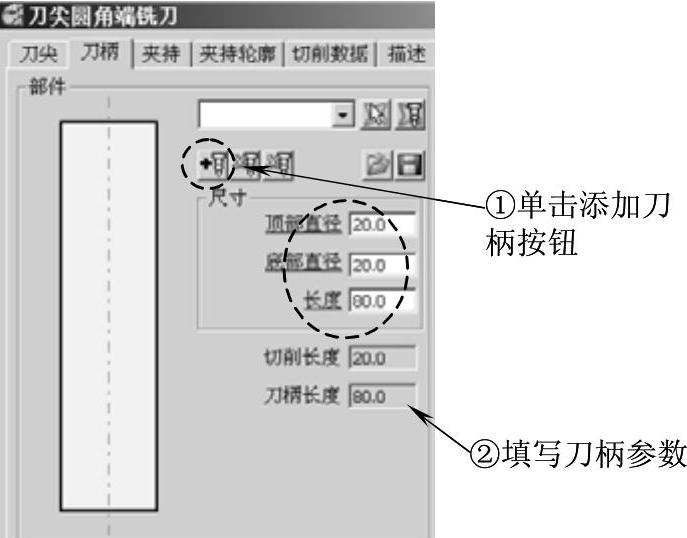
图7-6 “d20r1”刀柄部分参数
单击“刀尖圆角端铣刀”表格中的“夹持”选项卡,按图7-7所示设置刀具夹持部分参数。
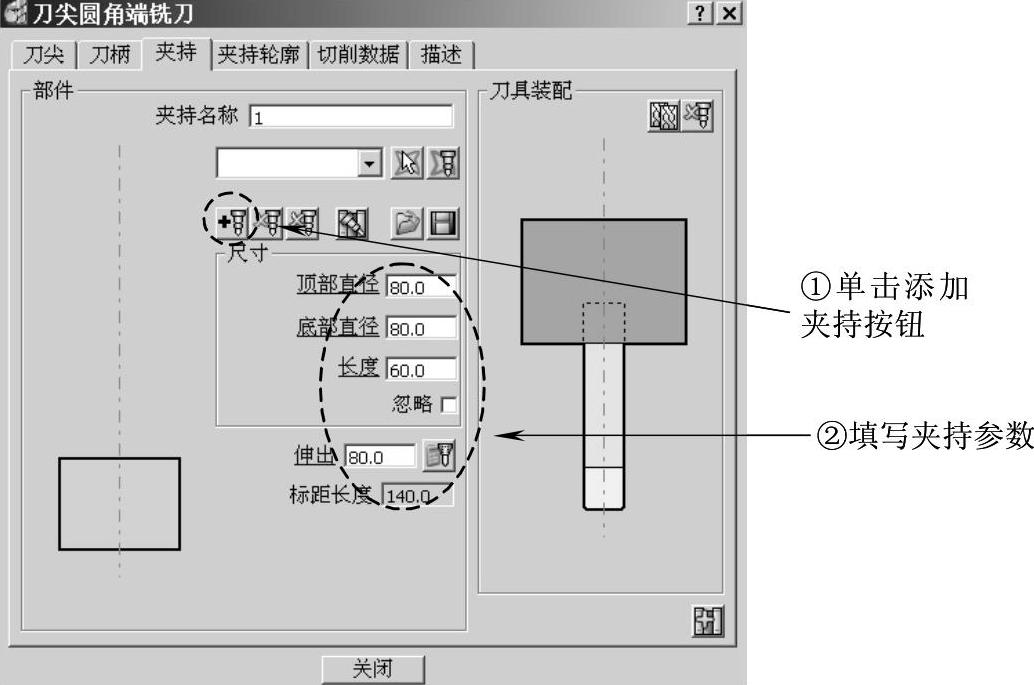
图7-7 “d20r1”刀具夹持部分参数(www.daowen.com)
完成上述参数设置后,单击“刀尖圆角端铣刀”表格中的“关闭”按钮,创建出一把带夹持的、完整的刀尖圆角端铣刀“d20r1”。
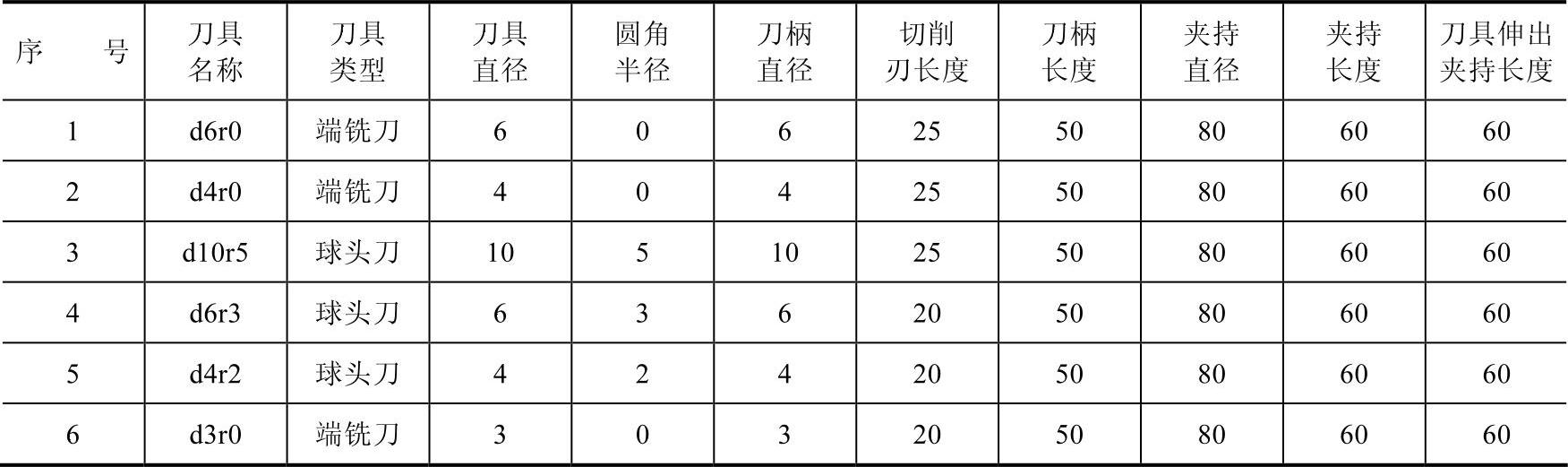
参照上述操作过程,按表7-2所示创建出加工此零件的全部刀具。
表7-2 其余刀具参数 (单位:mm)
在PowerMILL资源管理器中,双击“刀具”树枝,展开它。右击刀具“d20r1”,在弹出的快捷菜单条中选择“激活”,使之处于激活状态。
4)设置快进高度:在PowerMILL综合工具栏中,单击快进高度按钮 ,打开“快进高度”表格,按图7-8所示设置快进高度参数,完成后单击“接受”按钮退出。
,打开“快进高度”表格,按图7-8所示设置快进高度参数,完成后单击“接受”按钮退出。
5)设置粗加工进给和转速:在PowerMILL综合工具栏中,单击进给和转速按钮 ,打开“进给和转速”表格,按图7-9所示设置粗加工进给和转速参数。
,打开“进给和转速”表格,按图7-9所示设置粗加工进给和转速参数。
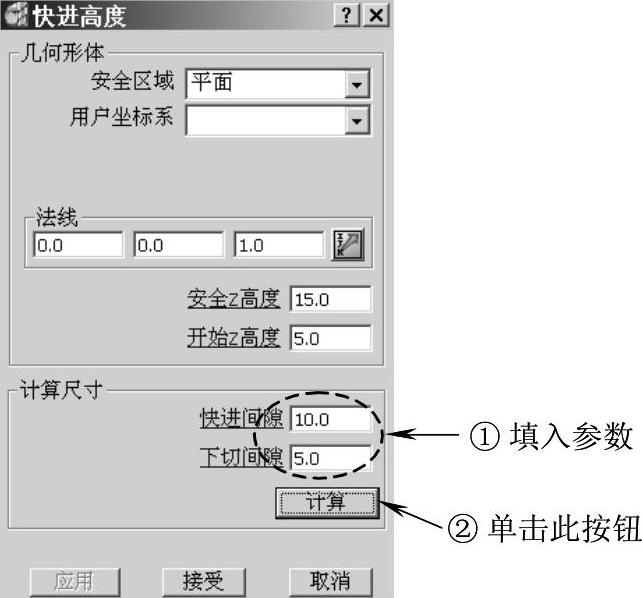
图7-8 设置快进高度
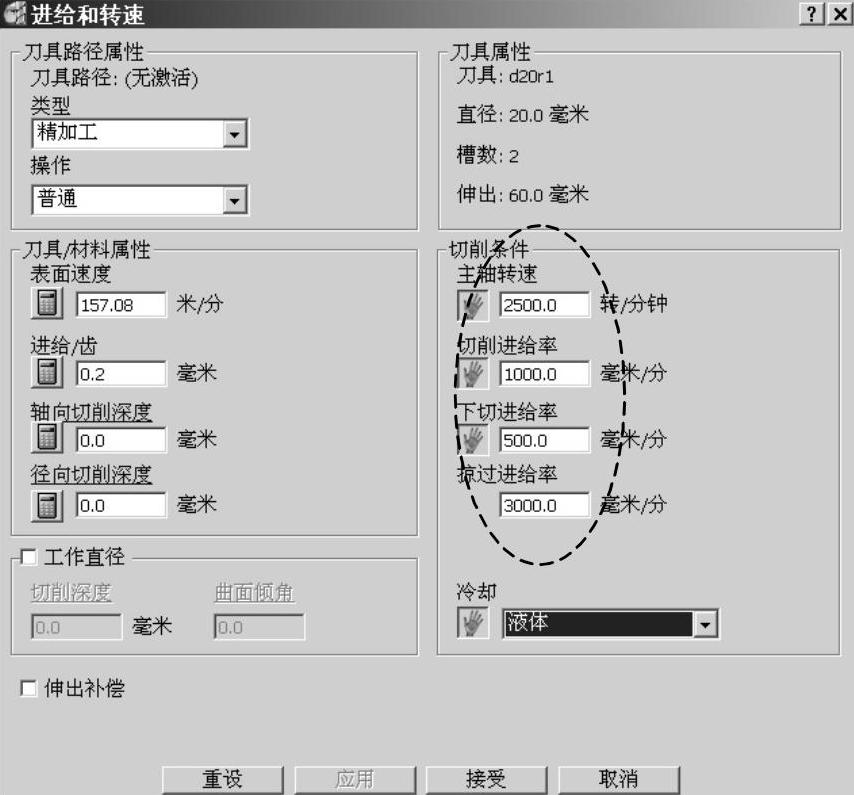
图7-9 设置粗加工进给和转速参数
完成设置后,单击“接受”按钮退出。
6)设置加工起始点和结束点:在PowerMILL综合工具栏中,单击起始点和结束点按钮 ,打开“开始点和结束点”表格。在“开始点”选项卡中,设置“方法”栏下的“使用”选项为“毛坯中心安全高度”,如图7-10所示;在“结束点”选项卡中,设置“方法”栏下的“使用”选项为“最后一点安全高度”,如图7-11所示。设置完成后,单击“接受”按钮退出。
,打开“开始点和结束点”表格。在“开始点”选项卡中,设置“方法”栏下的“使用”选项为“毛坯中心安全高度”,如图7-10所示;在“结束点”选项卡中,设置“方法”栏下的“使用”选项为“最后一点安全高度”,如图7-11所示。设置完成后,单击“接受”按钮退出。

图7-10 设置开始点

图7-11 设置结束点
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






