清角精加工策略是一种智能化的角落加工编程策略,该策略能够自动判断存在于零件上的大余量角落,并生成与之相适应的清角加工刀具路径。清角精加工的特点是,首先在零件的陡峭区域生成缝合式的清角刀具路径,然后在平坦区域生成沿着角落线的刀具路径,如图5-33所示。

图5-33 清角精加工
在PowerMILL综合工具栏中单击刀具路径策略按钮 ,打开“策略选取器”对话框,选择“精加工”选项卡,打开PowerMILL“精加工刀具路径策略”对话框,在该对话框中选择“清角精加工”,然后单击“接受”按钮,打开“清角精加工”表格,如图5-34所示。
,打开“策略选取器”对话框,选择“精加工”选项卡,打开PowerMILL“精加工刀具路径策略”对话框,在该对话框中选择“清角精加工”,然后单击“接受”按钮,打开“清角精加工”表格,如图5-34所示。
图5-34的一些参数解释如下。
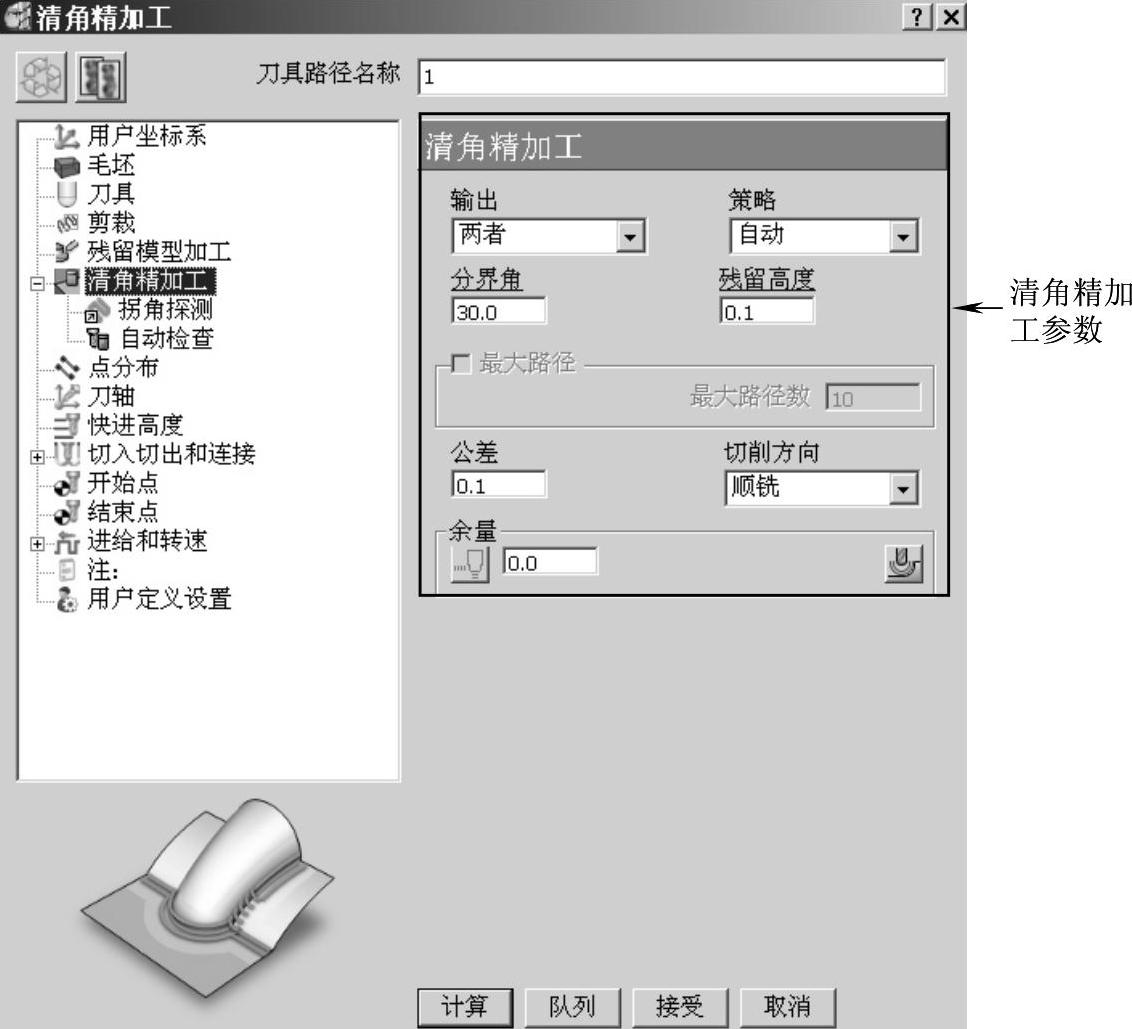
图5-34 “清角精加工”表格
(1)输出
用于指定输出清角刀具路径的哪一部分。这是由于系统在计算清角刀具路径时,以编程员设定的分界角划分出了陡峭部分的刀具路径和平坦(浅滩)部分的刀具路径。它有三个选项,分别是浅滩、陡峭和两者。
1)浅滩:只输出零件浅滩部位的清角刀具路径。
2)陡峭:只输出零件陡峭部位的清角刀具路径。
3)两者:输出全部清角刀具路径。
(2)策略
定义沿着零件角落线,刀具路径产生的方法。包括三个选项,分别是沿着、缝合和自动。
1)沿着:清角刀具路径沿着零件角落线分布,如图5-35所示。
2)缝合:清角刀具路径横切零件的角落线,生成类似于等高层切的刀具路径,如图5-36所示。
3)自动:系统在零件的陡峭区域生成缝合清角刀具路径,而在浅滩区域生成沿着清角刀具路径,如图5-37所示。

图5-35 沿着清角刀具路径
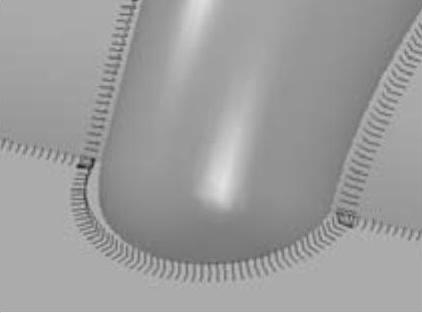
图5-36 缝合清角刀具路径
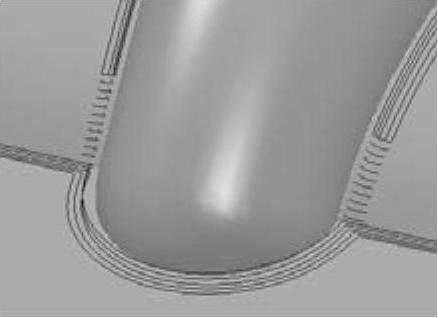
图5-37 自动清角刀具路径
自动清角精加工的优点是系统能够自动识别零件上尖角处的大量余量,并且首先将零件上陡峭区域的余量使用类似于粗加工等高层切方式的缝合式刀具路径去除掉,然后再沿着零件角落线进行三维偏置行切,从而大大地改善了小刀具清角的加工条件。也正是因为这一优势,自动策略成为常用的角落加工策略。
(3)分界角
用于指定零件上陡峭部位与浅滩部位的分界角度。
(4)残留高度
这是一个定义清角加工表面质量的选项。设置残留高度值后,系统根据该值计算出角落加工的行距来。
(5)最大路径
定义清角加工的刀具路径段数。
在清角精加工表格的策略树中,单击拐角探测树枝,调出拐角探测选项卡,如图5-38所示。
拐角探测选项卡新增选项的功能介绍如下。
1)使用刀具路径参考:指定前一工步已经计算完成的刀具路径用于计算本工步清角刀具路径的参考。
2)探测界限:是一个角度极限值(最小值),它以水平面为0º来计量。系统用它来搜寻大于或等于探测界限角度的零件表面角落,并在这些角落处生成清角刀具路径,对于小于探测界限角度的夹角,则不生成清角刀具路径。

图5-38 “拐角探测”选项卡
当设置探测界限为90º时,清角策略不会计算出任何刀具路径;当设置探测界限为100º时,清角策略计算出图5-39所示的部分刀具路径。
由上可知,探测界限角度值设置得越大,则系统会搜寻出越多的角落来计算清角路径,但要注意,探测界限的取值范围是5°~176°。
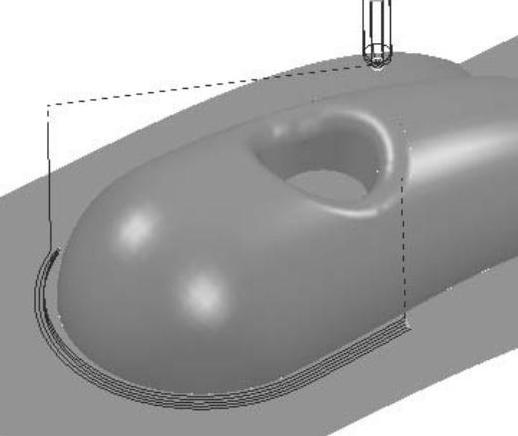
图5-39 探测界限为100º时的情况
3)移去深切削:勾选此复选框时,系统自动剪除切削深度很大的清角刀具路径段。
例5-2 计算气盖模具零件角落精加工刀具路径
图5-40所示是一个气盖模具零件,要求计算该零件角落精加工刀具路径。
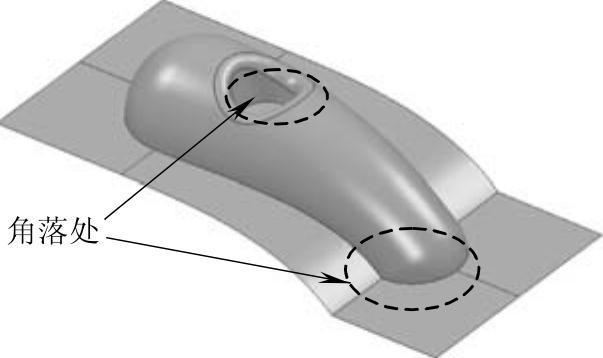
图5-40 气盖模具零件
数控编程工艺过程分析:
该气盖模具零件在使用φ12mm刀具进行精加工后,在图5-40中箭头所指示的角落部位还残留了大量余量,拟使用φ3mm的球头铣刀配合专用清角精加工策略来计算角落加工刀具路径。
详细编程过程如下:(https://www.daowen.com)
步骤一 新建加工项目
1)复制光盘内文件到本地磁盘:复制光盘上的文件“*:\Source\ch05\5-02 qg.dgk”到“E:\PM2012 EX”目录下。
2)启动PowerMILL2012软件:双击桌面上的PowerMILL2012图标 ,打开PowerMILL系统。
,打开PowerMILL系统。
3)输入模型:在下拉菜单中单击“文件”→“输入模型”,打开“输入模型”对话框,选择“E:\PM2012 EX\5-02 qg.dgk”文件,然后单击“打开”按钮,完成模型输入操作。
步骤二 准备加工
1)创建毛坯:在PowerMILL综合工具栏中,单击创建毛坯按钮 ,打开毛坯表格,勾选“显示”选项,其他选项使用默认值,然后单击“计算”按钮,创建出方形毛坯来,如图5-41所示,单击“接受”按钮完成创建毛坯操作。
,打开毛坯表格,勾选“显示”选项,其他选项使用默认值,然后单击“计算”按钮,创建出方形毛坯来,如图5-41所示,单击“接受”按钮完成创建毛坯操作。
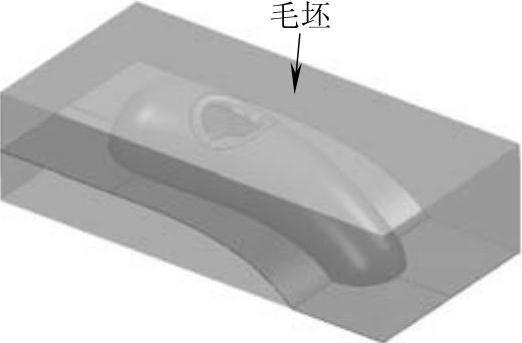
图5-41 创建毛坯
2)创建精加工和角落加工刀具:在PowerMILL资源管理器中右击“刀具”树枝,在弹出的快捷菜单条中选择“产生刀具”→“球头刀”,打开“球头刀”表格,按图5-42所示设置刀具切削刃部分的参数,创建出一把φ12mm的球头铣刀。
完成切削刃参数设置后,单击“球头刀”表格中的“关闭”按钮。
重复上述创建球头刀具的操作,按图5-43所示设置参数,创建出一把φ3mm的球头铣刀。完成后,单击“球头刀”表格中的“关闭”按钮。此时,这把φ3mm的球头铣刀应该处于激活状态,系统会直接调用它来编程。
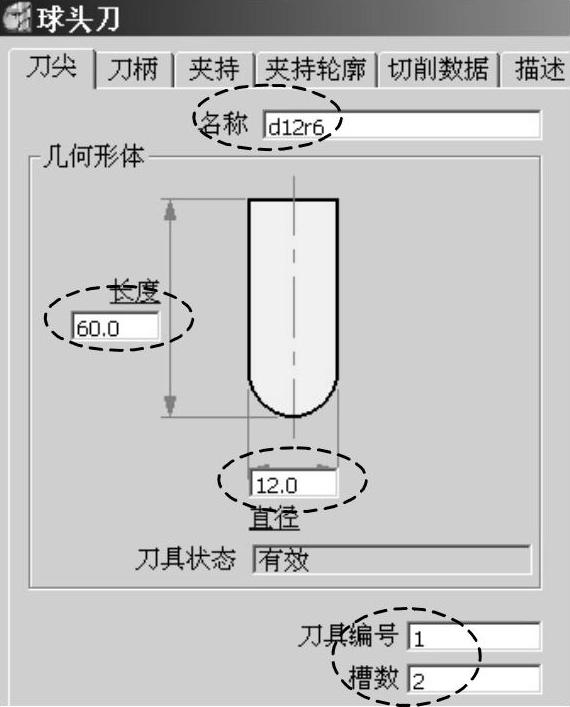
图5-42 “d12r6”切削刃部分参数
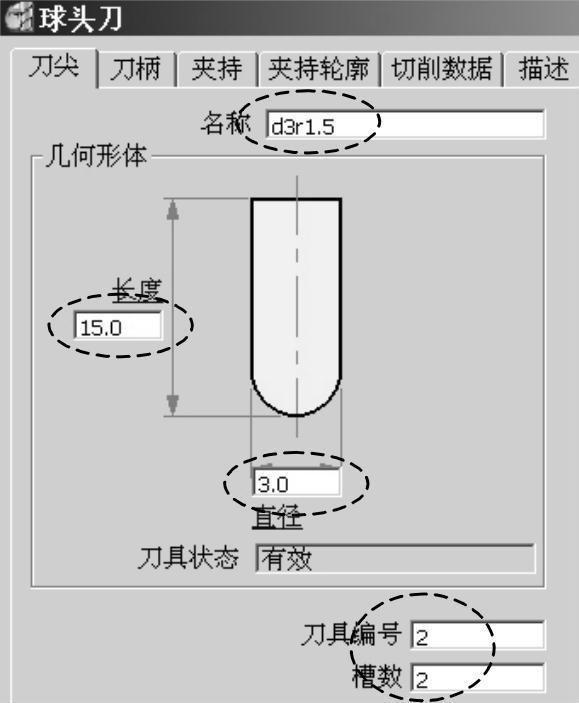
图5-43 “d3r1.5”切削刃部分参数
3)设置快进高度:在PowerMILL综合工具栏中单击快进高度按钮 ,打开“快进高度”表格,按图5-44所示设置快进高度参数,完成后单击“接受”按钮退出。
,打开“快进高度”表格,按图5-44所示设置快进高度参数,完成后单击“接受”按钮退出。
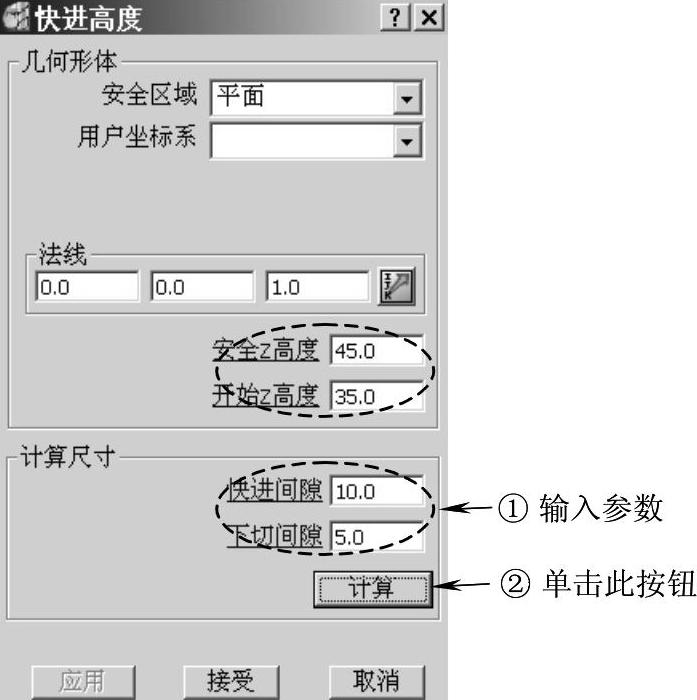
图5-44 设置快进高度参数
4)设置加工开始点和结束点:在PowerMILL综合工具栏中单击开始点和结束点按钮 ,打开“开始点和结束点”表格。在“开始点”选项卡中,设置“方法”栏下的“使用”选项为“毛坯中心安全高度”,如图5-45所示;在“结束点”选项卡中,设置“方法”栏下的“使用”选项为“最后一点安全高度”,如图5-46所示。设置完成后,单击“接受”按钮退出。
,打开“开始点和结束点”表格。在“开始点”选项卡中,设置“方法”栏下的“使用”选项为“毛坯中心安全高度”,如图5-45所示;在“结束点”选项卡中,设置“方法”栏下的“使用”选项为“最后一点安全高度”,如图5-46所示。设置完成后,单击“接受”按钮退出。

图5-45 设置开始点
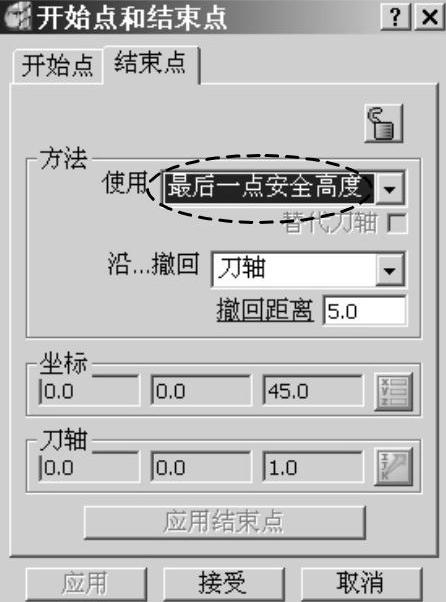
图5-46 设置结束点
步骤三 计算清角精加工刀具路径
在PowerMILL综合工具栏中单击刀具路径策略按钮 ,打开“策略选取器”对话框,选择“精加工”选项卡,在该选项卡中选择“清角精加工”,单击“接受”按钮,打开“清角精加工”表格,按图5-47所示设置清角精加工参数。
,打开“策略选取器”对话框,选择“精加工”选项卡,在该选项卡中选择“清角精加工”,单击“接受”按钮,打开“清角精加工”表格,按图5-47所示设置清角精加工参数。
在“清角精加工”表格的策略树中,单击“拐角探测”树枝,调出“拐角探测”选项卡,按图5-48所示设置参数。
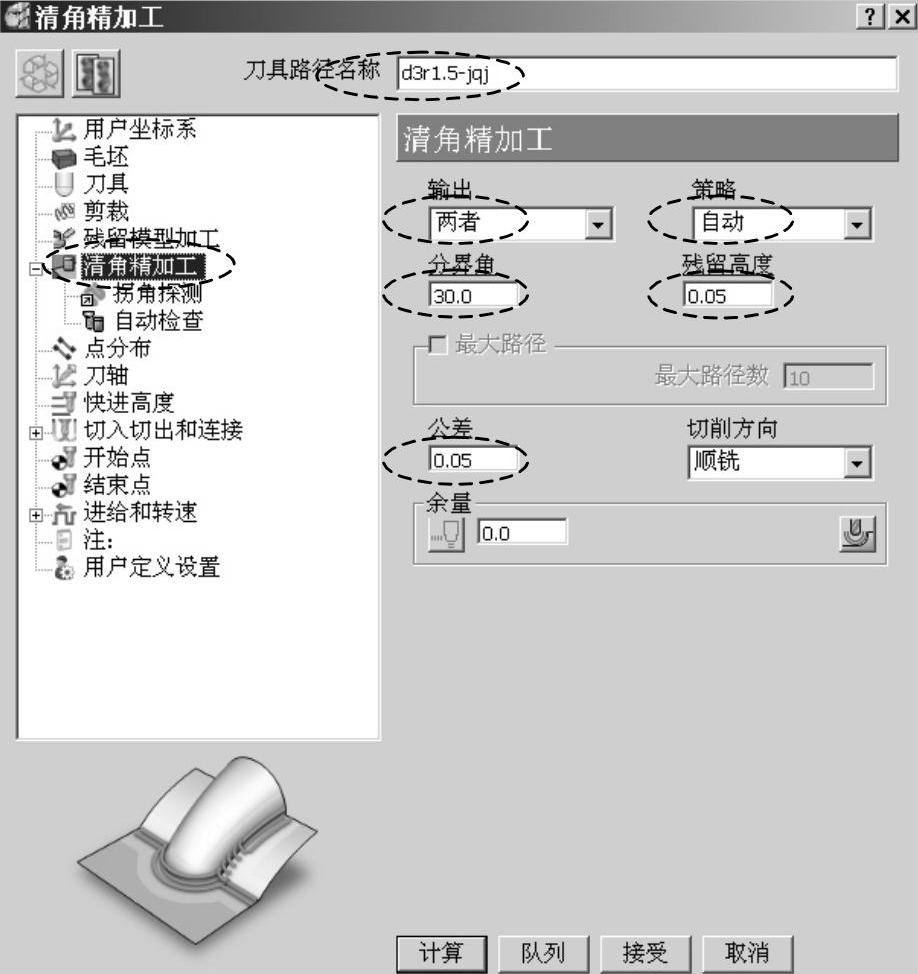
图5-47 设置清角精加工参数
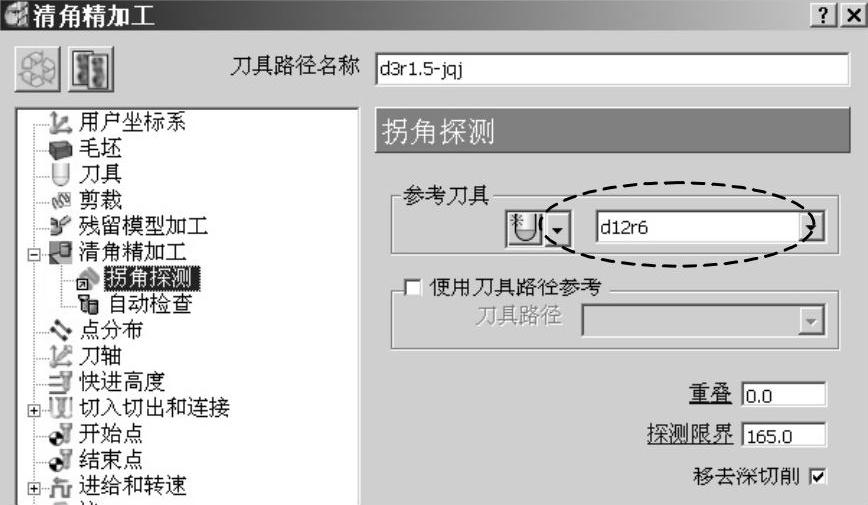
图5-48 设置拐角探测参数
在“清角精加工”表格的策略树中,单击“进给和转速”树枝,调出“进给和转速”选项卡,按图5-49所示设置精清角进给和转速参数。
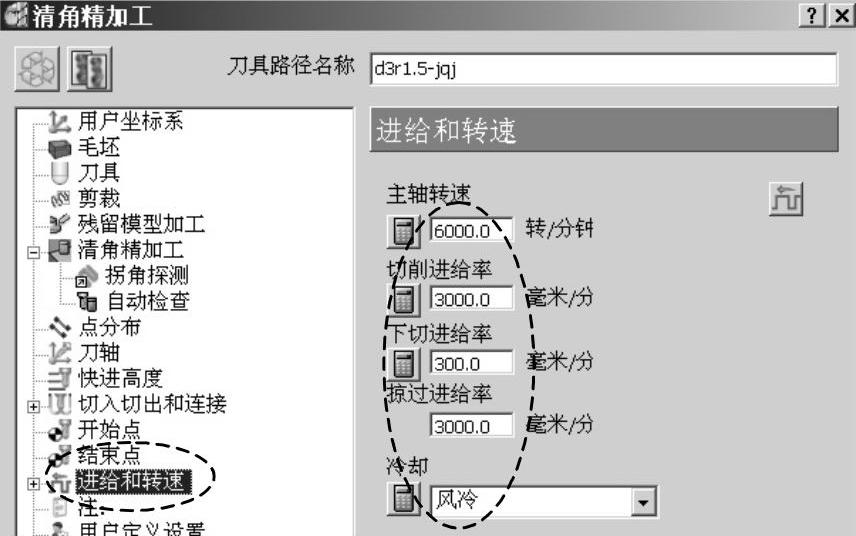
图5-49 设置精清角进给和转速参数
设置完上述参数后,单击“清角精加工”表格中的“计算”按钮,系统计算出图5-50所示清角刀具路径。
单击“清角精加工”表格中的“取消”按钮关闭该表格。
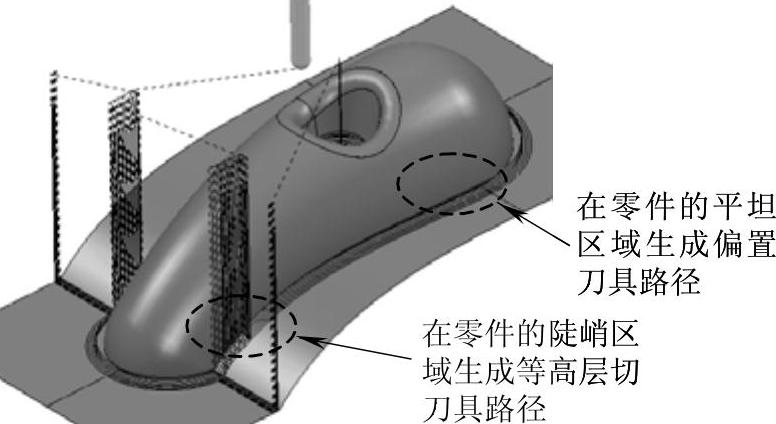
图5-50 清角刀具路径
步骤四 改变刀具路径连接
图5-50所示清角精加工刀具路径中,零件陡峭区域的刀具路径的连接方式不是太好,提刀太多。现在作如下修改设置。
在PowerMILL综合工具栏中单击切入切出和连接按钮 ,打开“切入切出和连接”表格,单击“连接”选项卡,按图5-51所示设置连接方式。
,打开“切入切出和连接”表格,单击“连接”选项卡,按图5-51所示设置连接方式。
设置完成后,单击“连接”选项卡中的“应用连接”按钮,系统计算出图5-52所示刀具路径。
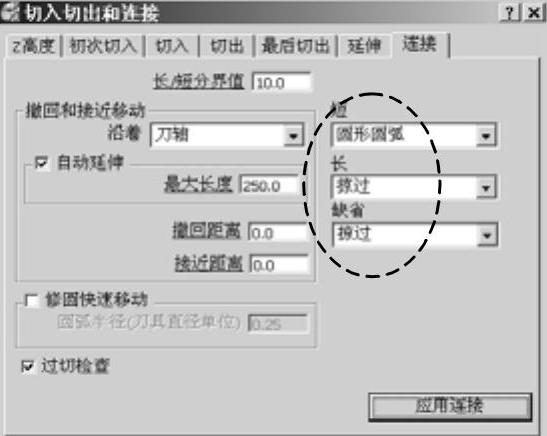
图5-51 修改连接设置
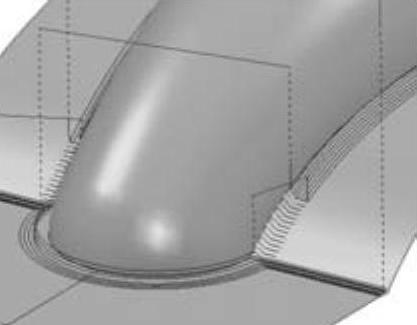
图5-52 修改连接后刀具路径
步骤五 保存项目文件
在PowerMILL下拉菜单条中单击“文件”→“保存项目”,输入项目文件名称为“5-02qg”,单击“保存”按钮完成项目文件保存操作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





