在工序规划时,角落加工工步安排得是否合理对零件加工质量和效率至关重要。下面选择两种加工对象——钢板模和铸造模举例说明。
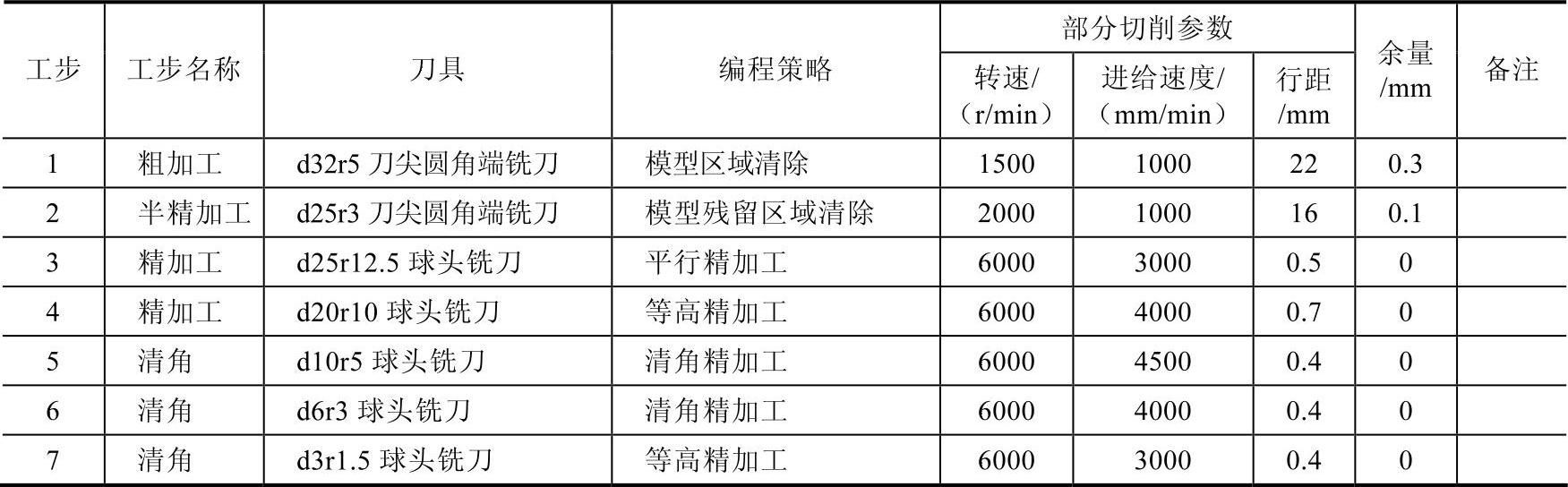
小型冷冲压模具一般属于钢板模,这意味着零件的毛坯是一整块钢料,因此,角落加工一般安排在精加工之后。表5-1是一种典型注塑模具凹模零件的数控铣削工艺过程表,供读者参考。
表5-1 一种典型注塑模具凹模零件数控铣削工艺过程表
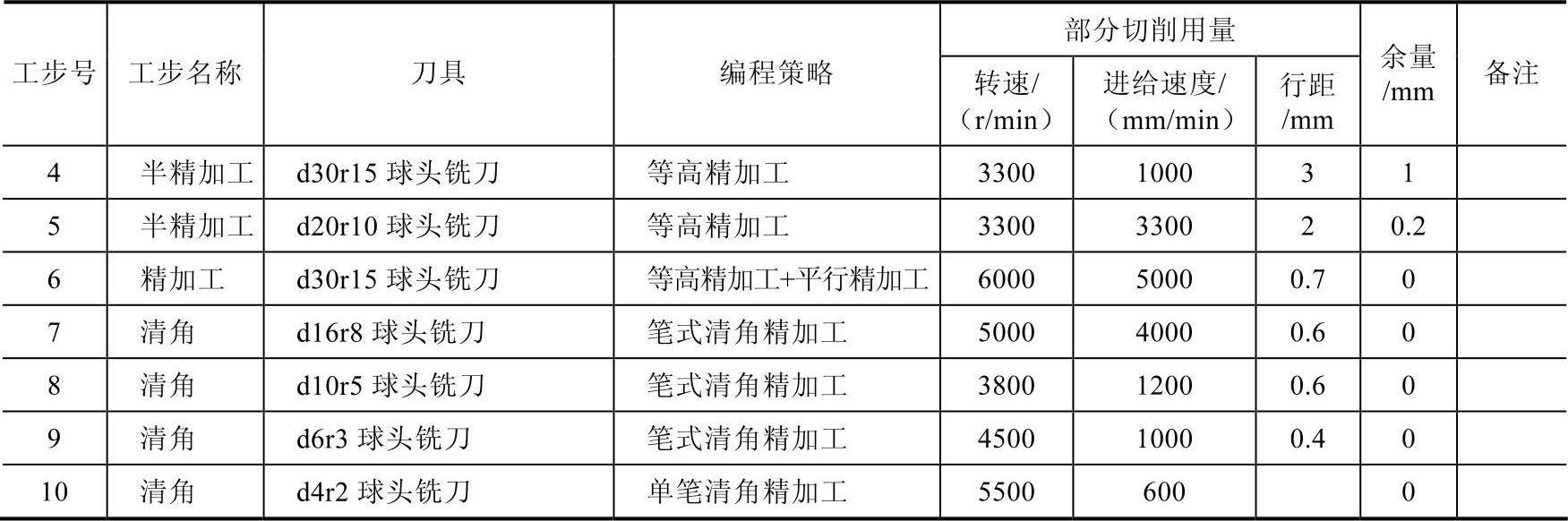
对于大型模具,如汽车覆盖件冲压模具,由于尺寸过于庞大,其毛坯往往由消失模铸造成型。这意味着模具零件的毛坯是铸造件。与钢板模相比,铸造模毛坯已经没有大量的加工余量,但是,在零件中的一些狭小结构如小型腔、槽、孔等局部区域,一般情况下铸造不出来,这些区域就会残存大量的加工余量。这时,一般会先安排一次或多次粗清角,使后续工步的加工余量尽量均匀。表5-2是一种典型汽车覆盖件模具凸模零件的数控铣削工艺过程表,供读者参考。
表5-2 一种典型汽车覆盖件模具凸模零件数控铣削工艺过程表

(续)
 (www.daowen.com)
(www.daowen.com)
构成零件角落的结构样式多种多样,使用哪一种清角刀具路径策略要根据具体零件角落样式来进行选择。为此,PowerMILL2012提供了多种清角策略,分别是拐角区域清除、清角精加工、多毛清角精加工和笔式清角精加工。图5-1和图5-2是在PowerMILL2012策略选取器中列出的清角加工策略。
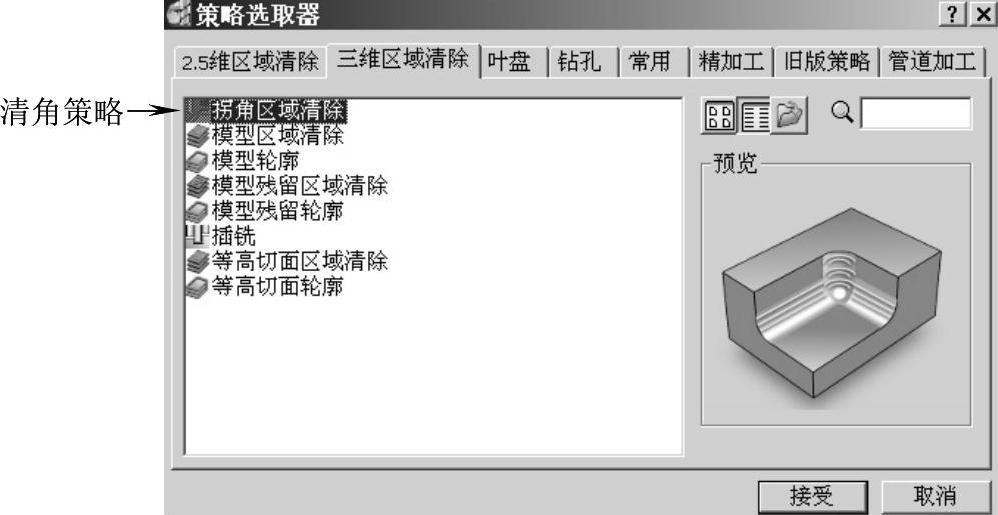
图5-1 PowerMILL清角加工策略1
初学者很容易对这几种策略产生迷惑,不知道该选择哪种策略来计算清角刀具路径。编著者认为,选择使用何种清角策略的原则是,根据该种清角加工策略计算刀具路径的原理和特点来选取。因此,在选择使用清角策略时,要分辨并记住各种清角策略的计算原理和特点。
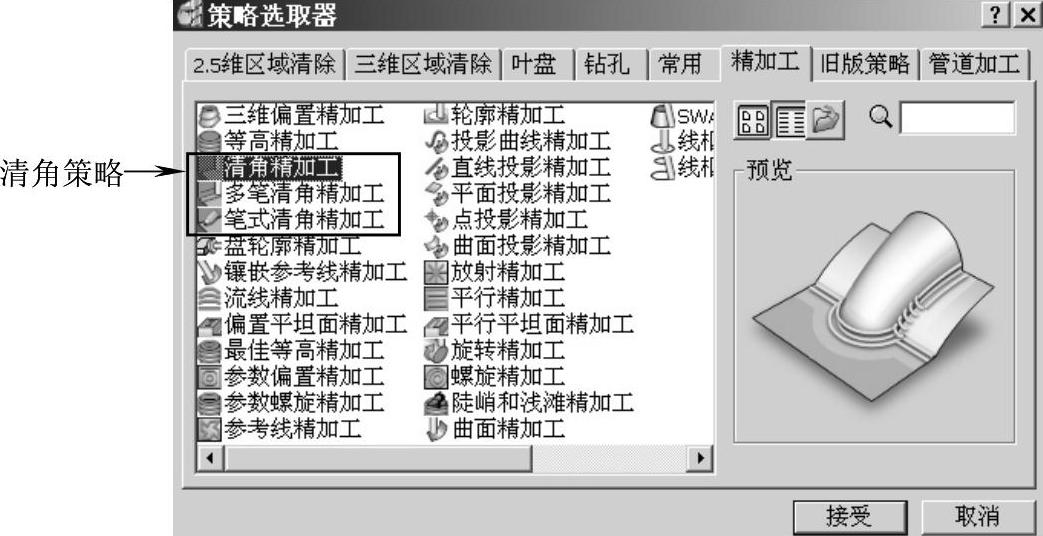
图5-2 PowerMILL清角加工策略2
下面集中介绍几种典型的清角策略及其使用方法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







