关于三维偏置精加工的定义,顾名思义,系统在X、Y、Z三个坐标方向上偏移零件内、外轮廓线一个行距值而获得刀具路径。三维偏置精加工策略根据三维曲面的形状定义行距,系统在零件的平坦区域和陡峭区域生成行距均等的刀具路径,如图4-1所示。零件的平坦面区域和陡峭面区域均能获得稳定的残留高度,表面加工质量稳定,是一种应用极为广泛的精加工策略。
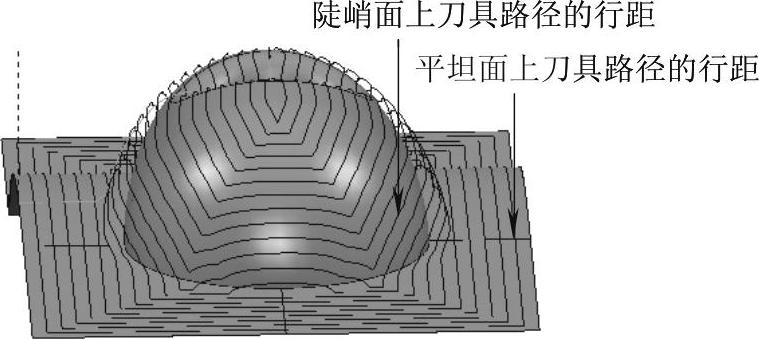
图4-1 三维偏置精加工示例
在PowerMILL综合工具栏中单击刀具路径策略按钮 ,打开“策略选取器”对话框,选择“精加工”选项卡,打开PowerMILL“精加工刀具路径策略”对话框,在该对话框中选择“三维偏置精加工”,然后单击“接受”按钮,打开“三维偏置精加工”表格,如图4-2所示。
,打开“策略选取器”对话框,选择“精加工”选项卡,打开PowerMILL“精加工刀具路径策略”对话框,在该对话框中选择“三维偏置精加工”,然后单击“接受”按钮,打开“三维偏置精加工”表格,如图4-2所示。
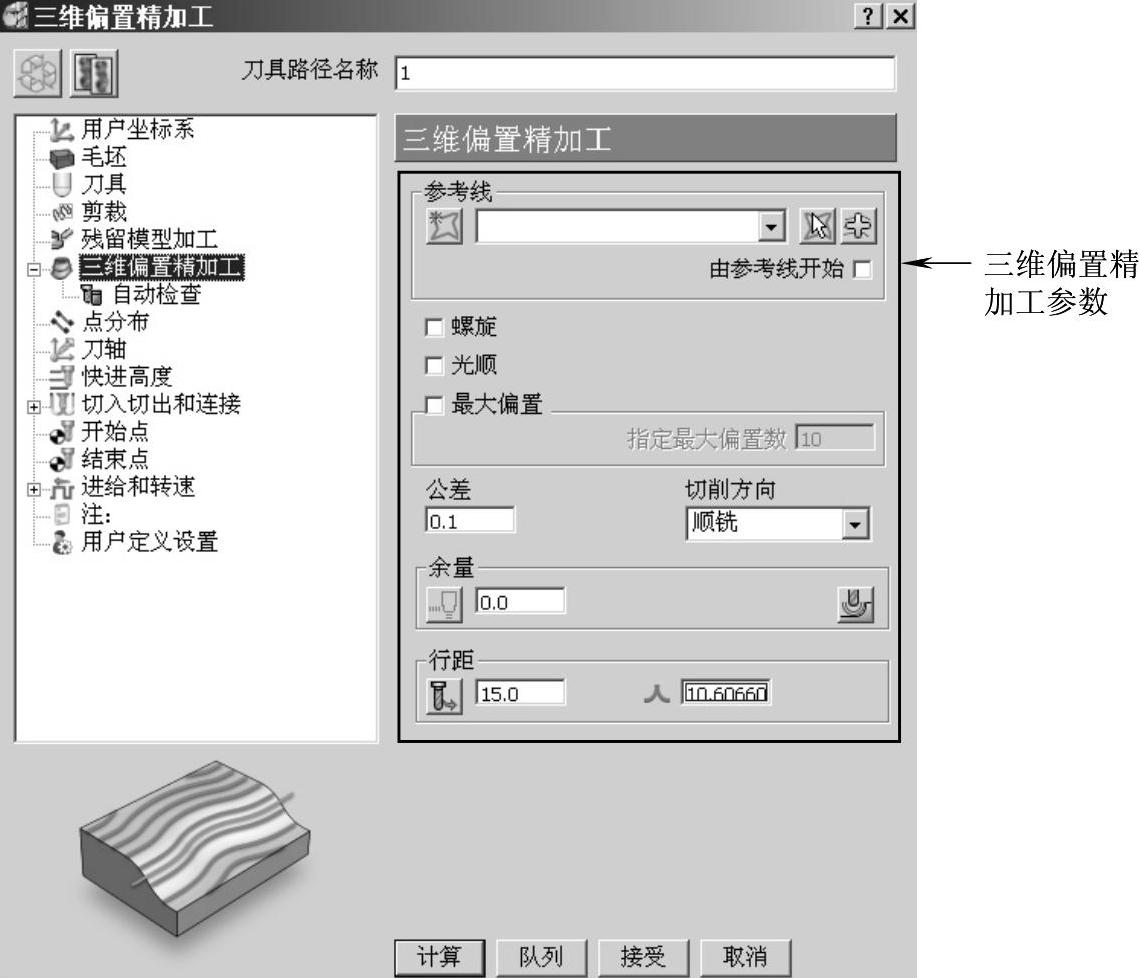
图4-2 “三维偏置精加工”表格
在图4-2所示“三维偏置精加工”表格中,各选项功能及应用介绍如下:
1)参考线:由读者指定一条已经创建好的参考线,系统按照这条参考线的形状和走势计算三维偏置刀具路径,如图4-3所示。
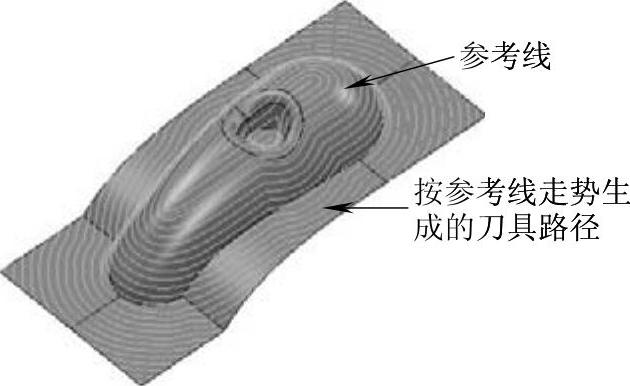
图4-3 按参考线的形状和走势生成的刀具路径
实际编程过程中,常常借用参考线来控制刀具路径的走势,以获得更好的切削纹路和切削效率。由于三维偏置精加工刀具路径将按参考线的走势分布,因此,又称参考线为引导线。
读者还要注意,参考线功能是一个可选功能,当读者不指定参考线时,系统同样能计算出刀具路径。
2)由参考线开始:勾选这个复选项时,刀具路径从参考线位置开始生成。
3)螺旋:由零件轮廓外向轮廓内产生连续的螺旋状偏置刀具路径。图4-4是未勾选“螺旋”选项时所生成的刀具路径,图4-5是勾选“螺旋”选项时所生成的刀具路径。可见,“螺旋”选项会使刀具路径按螺旋线生成,因此能减少提刀次数。
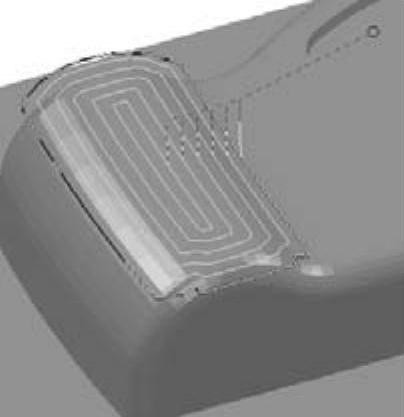
图4-4 未勾选“螺旋”选项的刀具路径
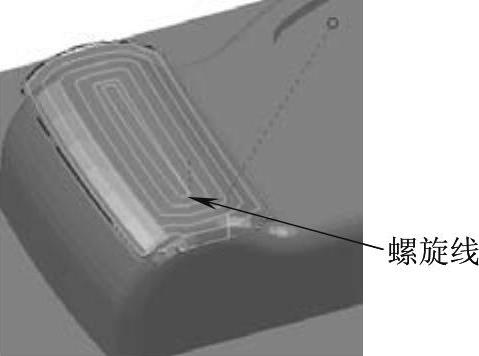
图4-5 勾选“螺旋”选项的刀具路径
4)光顺:勾选这个可选项,系统对三维偏置精加工刀具路径在转角处进行倒圆处理。图4-6是不勾选“光顺”选项的刀具路径,图4-7是勾选了“光顺”选项的刀具路径。
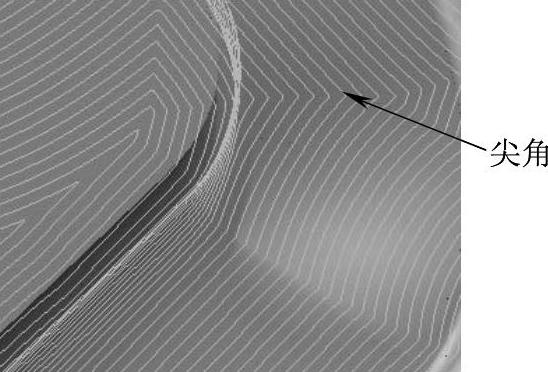
图4-6 不勾选“光顺”选项的刀具路径
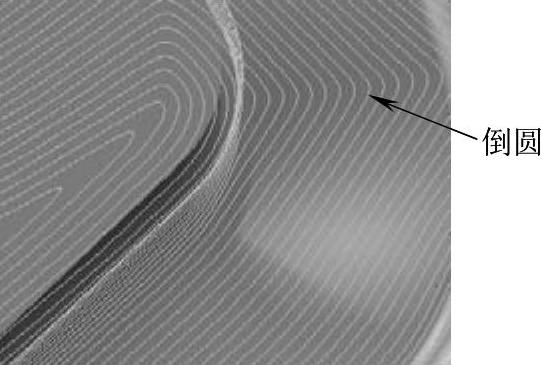
图4-7 勾选“光顺”选项的刀具路径
5)最大偏置:指定对零件轮廓进行偏置的次数,也就是由零件轮廓外向内生成多少条刀具路径。例如,勾选“最大偏置”选项,并设置数目是10时,生成10条刀具路径,如图4-8所示。
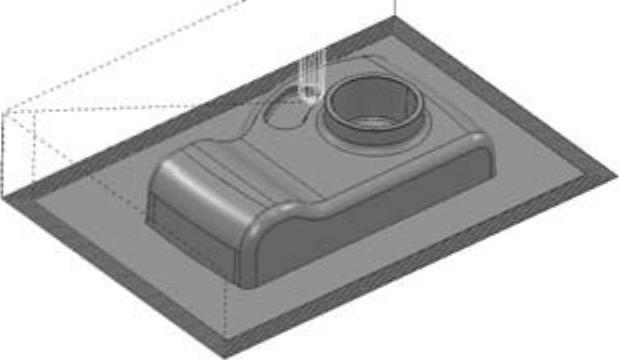
图4-8 最大偏置数是10时的刀具路径
例4-1 编制手机凸模零件精加工程序
图4-9是一个手机模具零件。该零件具有以下特点:

图4-9 手机模具零件
1)零件加工表面主要由成形曲面构成。
2)模具零件表面要求较高的质量。
下面编制该模具零件精加工刀具路径。
数控编程工艺过程分析:
在编制精加工程序时,要谨记精加工追求的首要目标是表面质量和尺寸精度。本例拟使用直径20mm球头铣刀进行精加工,零件表面大部分是浅滩型面,为了保持行距的一致性,拟采用三维偏置精加工策略来计算精加工刀具路径。
详细编程过程如下:
步骤一 新建加工项目
1)复制光盘内文件到本地磁盘:复制光盘上的文件“*:\Source\ch04\4-01 phone.dgk”到“E:\PM2012 EX”目录下。
2)启动PowerMILL2012软件:双击桌面上的PowerMILL2012图标 ,打开PowerMILL系统。
,打开PowerMILL系统。
3)输入模型:在下拉菜单中选择“文件”→“输入模型”,打开“输入模型”对话框,选择“E:\PM2012 EX\4-01 phone.dgk”文件,然后单击“打开”按钮,完成模型输入操作。
步骤二 准备加工
1)创建毛坯:在PowerMILL综合工具栏中单击创建毛坯按钮 ,打开“毛坯”表格,勾选“显示”选项,其他选项使用默认值,然后单击“计算”按钮,创建出方形毛坯来,如图4-10所示。单击“接受”按钮,完成创建毛坯操作。
,打开“毛坯”表格,勾选“显示”选项,其他选项使用默认值,然后单击“计算”按钮,创建出方形毛坯来,如图4-10所示。单击“接受”按钮,完成创建毛坯操作。
2)创建精加工刀具:在PowerMILL资源管理器中右击“刀具”树枝,在弹出的快捷菜单条中选择“产生刀具”→“球头刀”,打开“球头刀”表格,按图4-11所示设置刀具切削刃部分的参数。

图4-10 创建毛坯
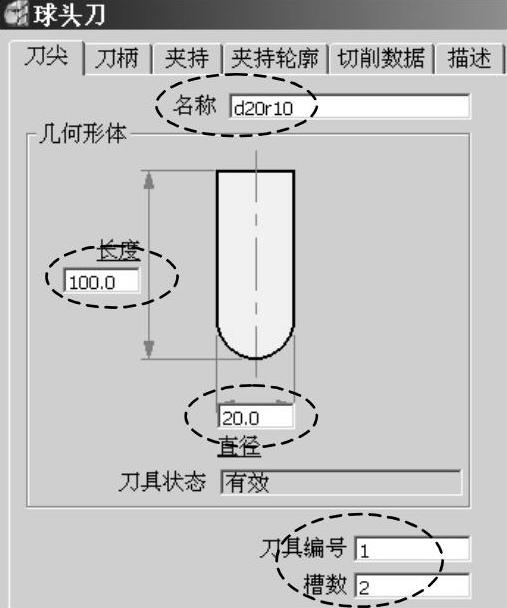
图4-11 切削刃部分参数
由于该零件大部分表面均为浅滩型面,精加工时发生碰撞的可能性很小,因此这把刀具可以不创建刀柄以及刀具夹持。
完成切削刃参数设置后,单击“球头刀”表格中的“关闭”按钮,完成精加工刀具的创建。
3)设置精加工进给和转速:在PowerMILL综合工具栏中单击进给和转速按钮 ,打开“进给和转速”表格,按图4-12所示设置精加工进给和转速参数。
,打开“进给和转速”表格,按图4-12所示设置精加工进给和转速参数。
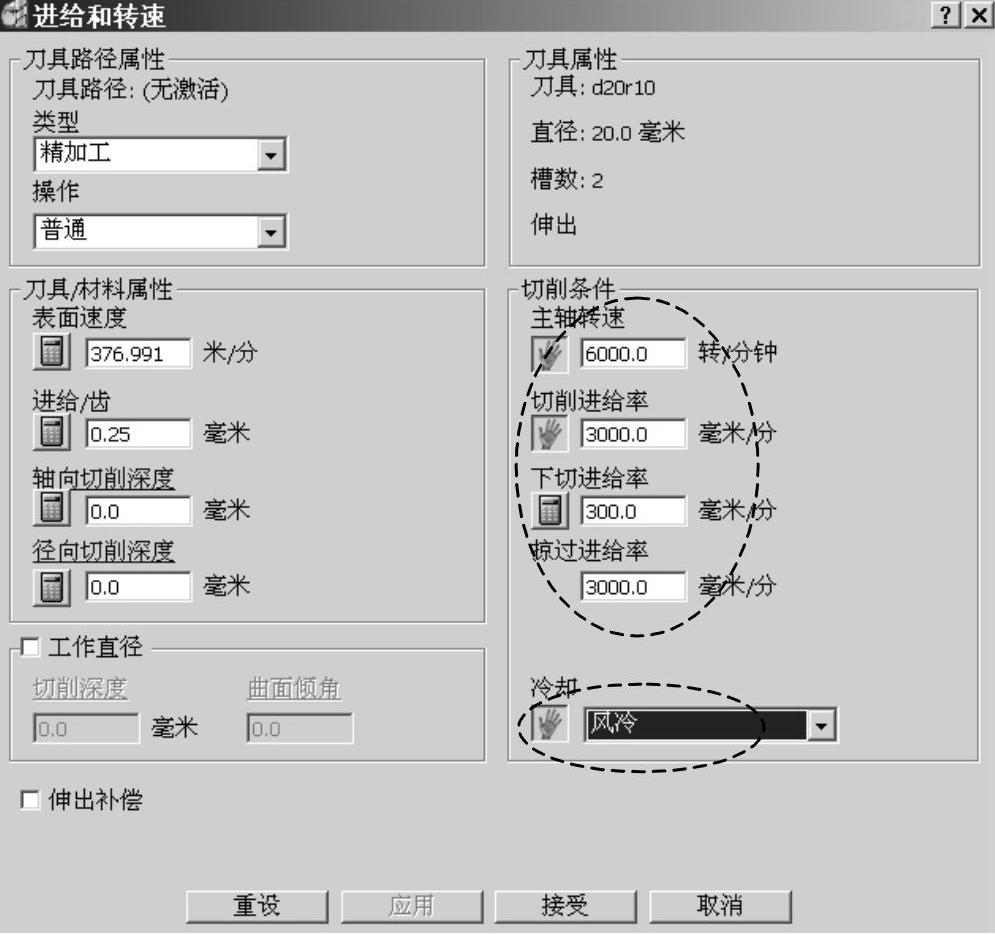
图4-12 设置精加工进给和转速参数
完成设置后,单击“接受”按钮退出。
4)设置快进高度:在PowerMILL综合工具栏中单击快进高度按钮 ,打开“快进高度”表格,按图4-13所示设置快进高度参数,完成后单击“接受”按钮退出。
,打开“快进高度”表格,按图4-13所示设置快进高度参数,完成后单击“接受”按钮退出。
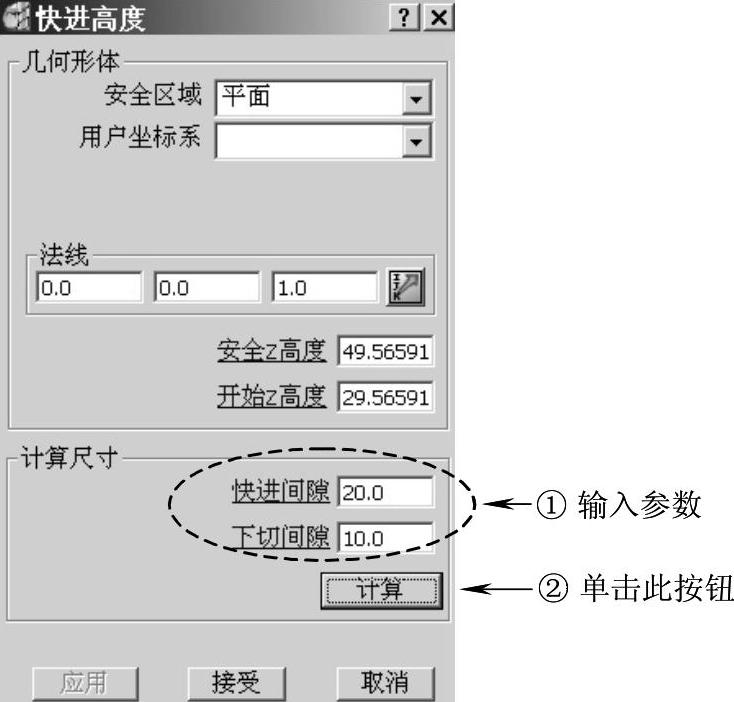
图4-13 设置快进高度
5)设置加工开始点和结束点:在PowerMILL综合工具栏中单击开始点和结束点按钮 ,打开“开始点和结束点”表格。在“开始点”选项卡中,设置“方法”栏下的“使用”选项为“毛坯中心安全高度”,如图4-14所示;在“结束点”选项卡中,设置“方法”栏下的“使用”选项为“最后一点安全高度”,如图4-15所示。设置完成后,单击“接受”按钮退出。
,打开“开始点和结束点”表格。在“开始点”选项卡中,设置“方法”栏下的“使用”选项为“毛坯中心安全高度”,如图4-14所示;在“结束点”选项卡中,设置“方法”栏下的“使用”选项为“最后一点安全高度”,如图4-15所示。设置完成后,单击“接受”按钮退出。
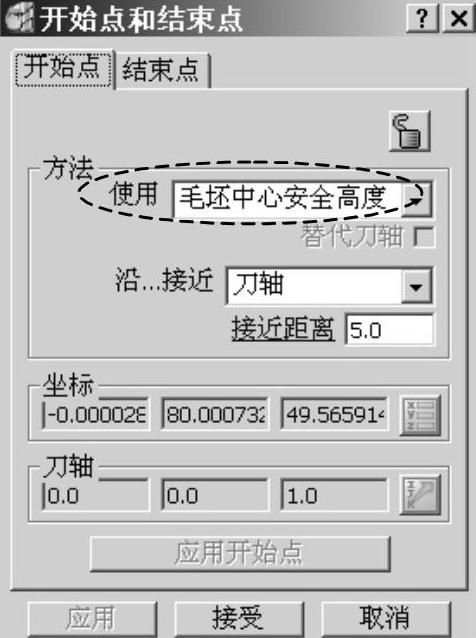
图4-14 设置开始点
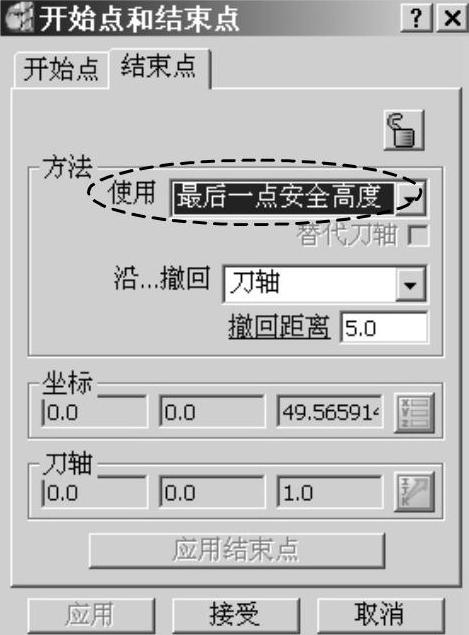
图4-15 设置结束点
步骤三 计算精加工刀具路径(www.daowen.com)
(1)计算一般的精加工刀具路径
在PowerMILL综合工具栏中单击刀具路径策略按钮 ,打开“策略选取器”对话框,选择“精加工”选项卡,在该选项卡中选择“三维偏置精加工”,单击“接受”按钮,打开“三维偏置精加工”表格,按图4-16所示设置参数。
,打开“策略选取器”对话框,选择“精加工”选项卡,在该选项卡中选择“三维偏置精加工”,单击“接受”按钮,打开“三维偏置精加工”表格,按图4-16所示设置参数。
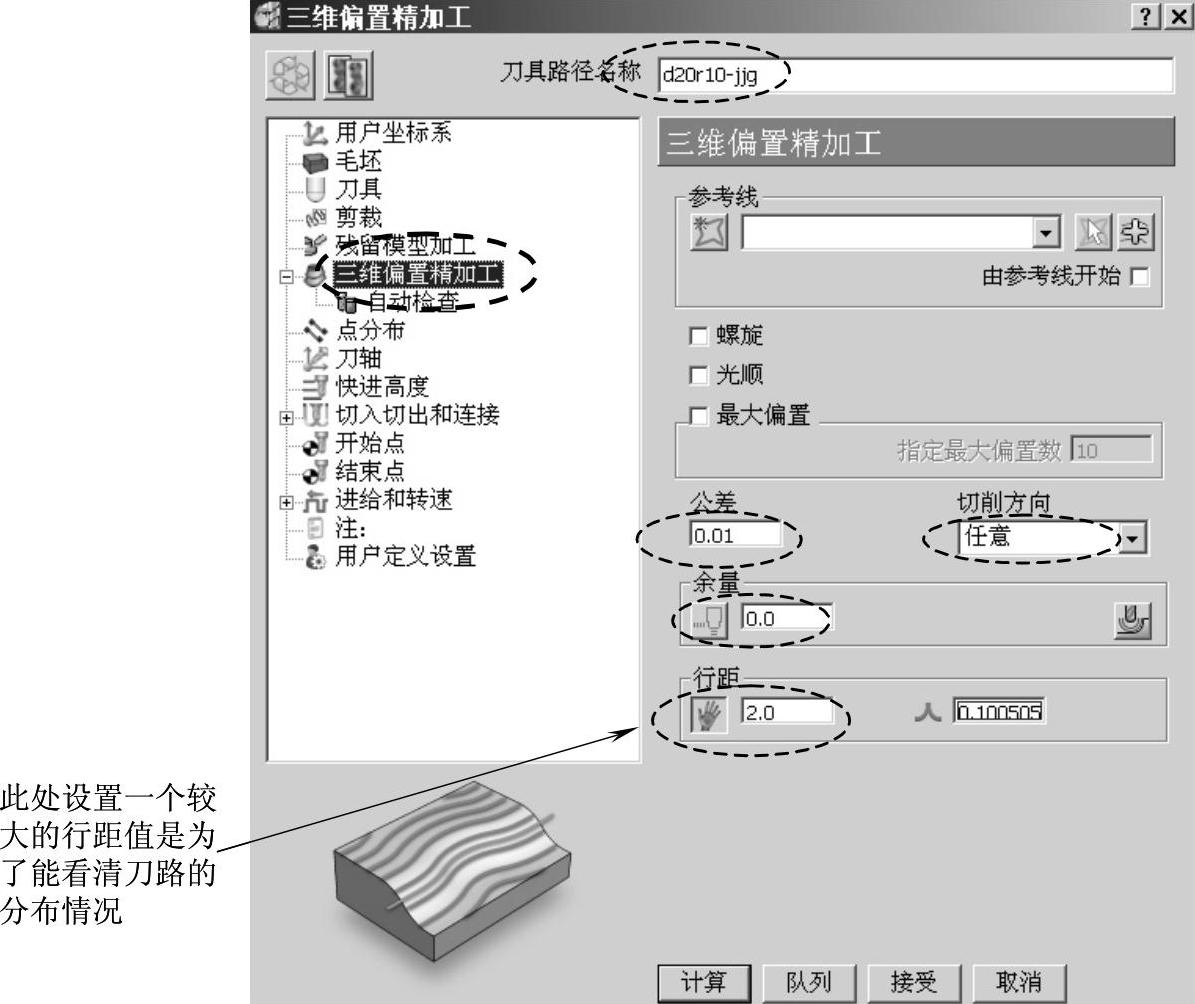
图4-16 精加工参数设置一
设置完上述参数后,单击“计算”按钮,系统计算出图4-17所示刀具路径。
观察该刀具路径,发现该刀具路径存在较多的提刀动作,这是由于连接参数设置不当造成的。
(2)优化精加工刀具路径
单击“三维偏置精加工”表格中的编辑刀具路径参数按钮 ,激活刀具路径参数。在策略树中单击“切入切出和连接”选项,切换到“切入切出和连接”选项卡,在该选项卡中单击打开切入切出和连接表格按钮
,激活刀具路径参数。在策略树中单击“切入切出和连接”选项,切换到“切入切出和连接”选项卡,在该选项卡中单击打开切入切出和连接表格按钮 ,打开“切入切出和连接”表格,按图4-18所示设置参数。
,打开“切入切出和连接”表格,按图4-18所示设置参数。
单击“应用”“接受”按钮,关闭“切入切出和连接”表格,系统即计算出新的刀具路径,如图4-19所示。
进一步观察该刀具路径,发现该三维偏置刀具路径在转弯处是尖角过渡,放大图如图4-20所示。
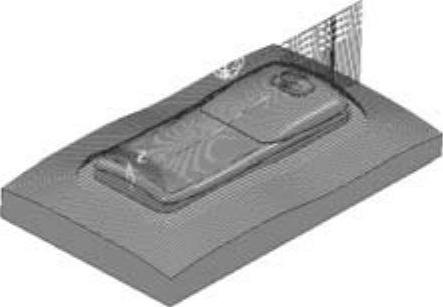
图4-17 精加工刀具路径一
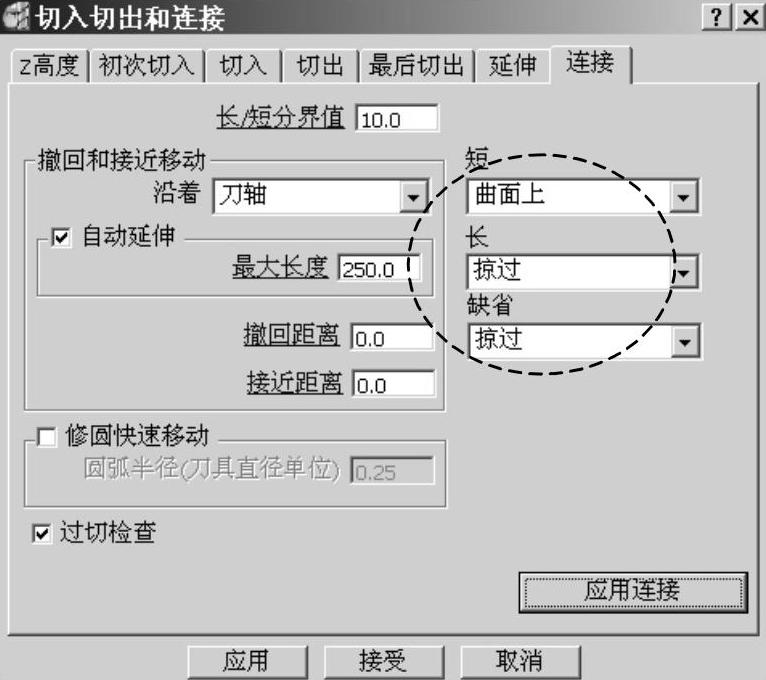
图4-18 设置切入切出和连接参数

图4-19 精加工刀具路径二
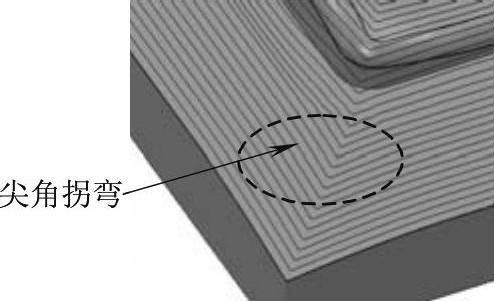
图4-20 精加工刀具路径二局部放大图
图4-20所示刀具路径,尖角过渡处在加工完成后,会在零件型面上留下表面波纹,在要求较高的模具上,这是不允许存在的。为解决这一问题,PowerMILL在三维偏置精加工策略中新加入了“光顺”选项。
单击“三维偏置精加工”表格中的编辑刀具路径参数按钮 ,激活刀具路径参数。在策略树中单击“三维偏置精加工”选项,切换到“三维偏置精加工”选项卡,在该选项卡中勾选“光顺”选项,如图4-21所示。
,激活刀具路径参数。在策略树中单击“三维偏置精加工”选项,切换到“三维偏置精加工”选项卡,在该选项卡中勾选“光顺”选项,如图4-21所示。
单击“计算”按钮,系统即计算出新的刀具路径,如图4-22所示,放大图如图4-23所示,可见刀具路径在过渡处已经倒圆处理。
单击“取消”按钮,关闭“三维偏置精加工”表格。
仔细观察图4-22所示刀具路径,环绕的刀具路径在零件型面上产生了四个转角,刀具路径存在转弯就会留下刀痕,对于型面有纹理走向要求的零件,即便如图4-22所示的倒圆刀具路径,也并不是最理想的精加工刀具路径。图4-23所示为精加工刀具路径三局部放大图。
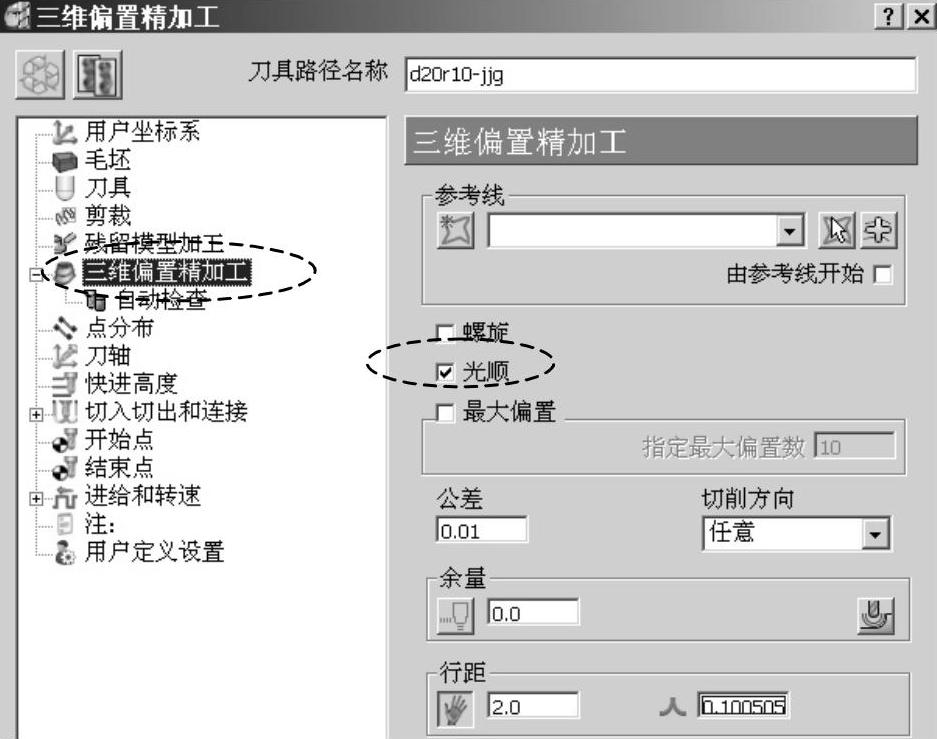
图4-21 勾选“光顺”选项
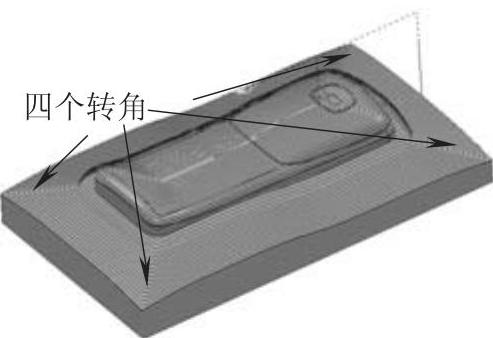
图4-22 精加工刀具路径三
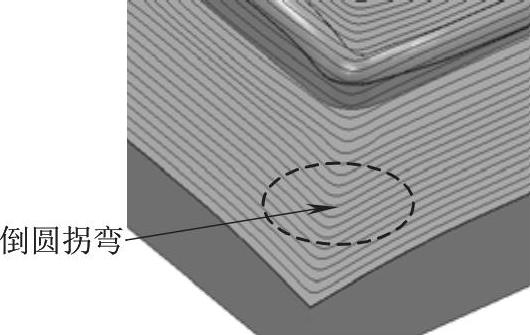
图4-23 精加工刀具路径三局部放大图
下面通过引入参考线来进一步优化精加工刀具路径。
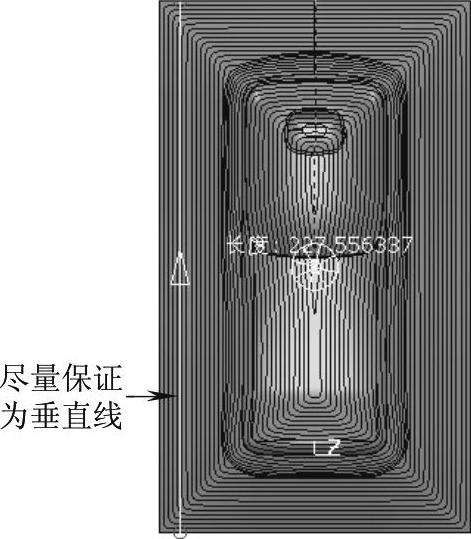
图4-24 绘制直线
步骤四 计算新的精加工刀具路径
(1)创建参考线
在PowerMILL查看工具栏中单击从上查看按钮 ,将模型摆平。
,将模型摆平。
在PowerMILL资源管理器中右击“参考线”树枝,在弹出的快捷菜单条中选择“产生参考线”,系统即创建出一条新的名称为1的参考线。
双击“参考线”树枝,将它展开。右击“参考线1”,在弹出的快捷菜单条中选择“曲线编辑器…”,调出“曲线编辑”工具条。
在“曲线编辑”工具条中单击绘制连续直线按钮 ,在绘图区绘制如图4-24所示的一条直线。
,在绘图区绘制如图4-24所示的一条直线。
在曲线编辑工具条中,单击勾选按钮 ,完成参考线的制作。
,完成参考线的制作。
(2)计算新的精加工刀具路径
在PowerMILL资源管理器中双击刀具路径树枝,将它展开。右击刀具路径“bn20-jing”,在弹出的快捷菜单条中选择“设置”,打开“三维偏置精加工”表格。
在“三维偏置精加工”表格中单击复制刀具路径按钮 ,系统即复制出一条新的刀具路径,名称为“d20r10-jjg_1”,同时,该刀具路径的参数是激活状态。
,系统即复制出一条新的刀具路径,名称为“d20r10-jjg_1”,同时,该刀具路径的参数是激活状态。
按图4-25所示设置三维偏置精加工参数。
单击“计算”按钮,系统即计算出如图4-26所示新的精加工刀具路径。
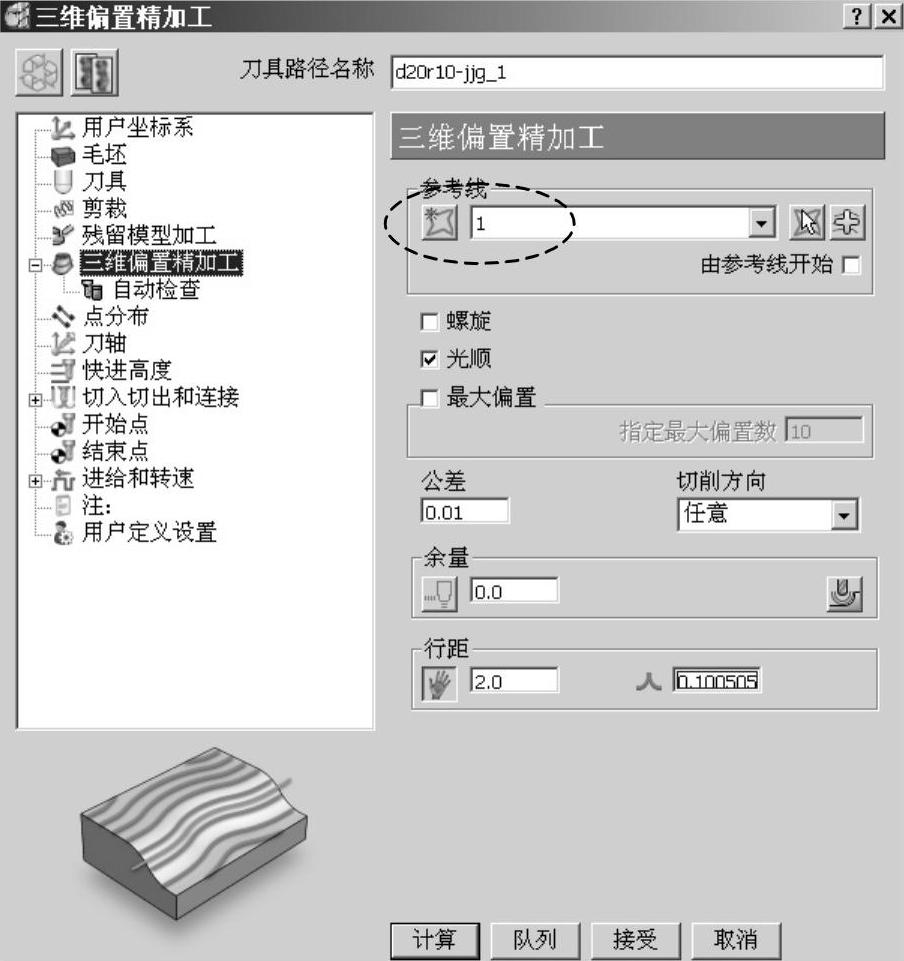
图4-25 设置三维偏置精加工参数

图4-26 精加工刀具路径四
图4-26所示为精加工刀具路径,其特点突出表现在以下两个方面。
1)在浅滩型面以及陡峭型面部位,刀具路径分布的行距都是均匀的,符合三维偏置的计算原则。
2)刀具路径基本上按照参考线1的走向以及形式分布,避免了刀具路径中存在拐弯的情况。
单击“取消”按钮,关闭“三维偏置精加工”表格。
步骤五 保存项目文件
在PowerMILL下拉菜单条中单击“文件”→“保存项目”,输入项目文件名称为“4-01phone”,单击“保存”按钮,完成项目文件保存操作。
小提醒
在实际编程过程中,在三维偏置精加工策略中加入一条合适的参考线是很常用也非常实用的一种做法。参考线在计算过程中起到了引导线的作用,使三维偏置刀具路径按照参考线的走向和形式来排列。
在绘制参考线时,要注意以下几点:
1)参考线必须在加工范围内。
2)用作引导线的参考线一般是一条直线,而且应尽量简单。
读者在编程时,可以尝试使用不同的参考线来计算三维偏置精加工刀具路径,通过比较各精加工刀具路径的优劣来区别所绘参考线的优劣,从而逐步掌握用作引导线的参考线的绘制技巧。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






