生产中常常会用到很多种铣刀。确定选用铣刀种类的一般原则是,根据工件的表面形状和尺寸来选用不同类型的铣刀。例如,加工较大的平面选择面铣刀比较有效率;加工凹槽、较小的台阶面及平面轮廓应选择平头铣刀;加工空间曲面、模具型腔或凸模成形表面等多选用球头铣刀;加工封闭的键槽选择键槽铣刀;加工变斜角零件的变斜角面优先选用鼓形铣刀;圆弧形的凹槽、斜角面、特殊孔等选用相应的成形铣刀来加工则比较合适。
用于模具加工的刀具,应满足以下两点基本要求:
1)铣刀刚性要好。
2)铣刀寿命较长。
除上述两点之外,铣刀切削刃的几何角度参数以及排屑性能等也非常重要。
下面通过介绍两种使用较多的刀具——可转位面铣刀和平头铣刀的刀具角度参数,来具体认识铣削刀具角度参数。
1.面铣刀主要参数的选择
图2-48 所示是面铣刀的主要角度参数。
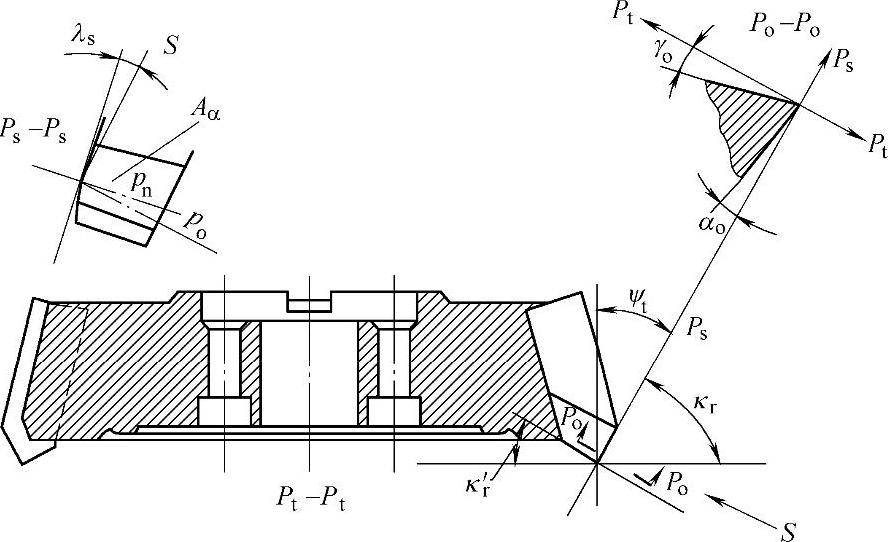
图2-48 面铣刀主要角度参数
由于铣削时有冲击,故前角γo数值一般比车刀略小,尤其是硬质合金面铣刀,前角数值减小得更多些。铣削强度和硬度都较高的材料可选用负前角。前角的数值主要根据工件材料和刀具材料来选择,其具体数值可参见表2-2。
表2-2 面铣刀的前角γo数值 [单位:(°)](https://www.daowen.com)

2.平头铣刀主要参数的选择
平头铣刀前角和后角参数选择见表2-3和表2-4。
表2-3 平头铣刀前角γo数值
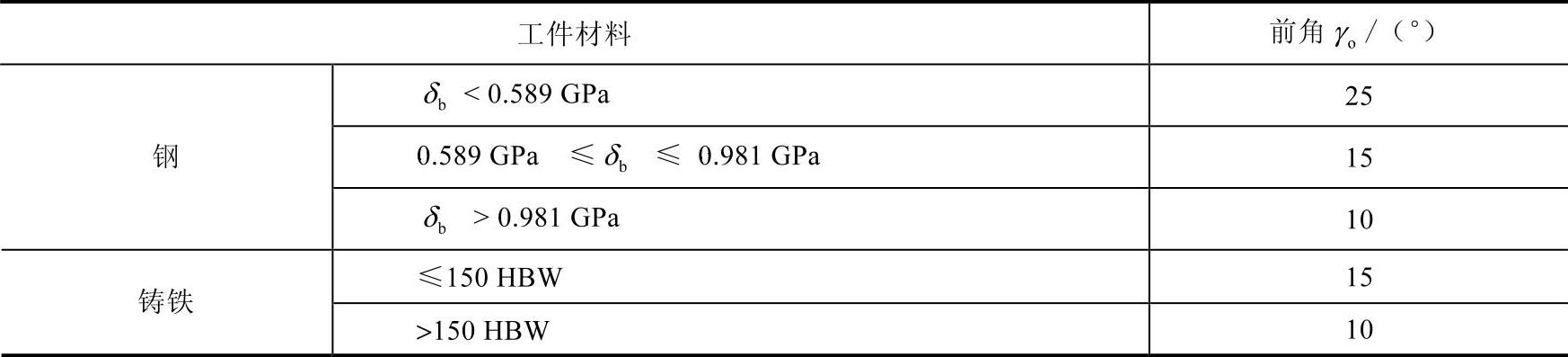
表2-4 平头铣刀后角αo数值

毛坯在粗加工时,选择多大直径的刀具来加工以达到经济、质量和高效的平衡是很关键的问题。一般情况下,是凭借以往的加工经验来选择刀具直径。如果要精确计算所需开粗刀具直径的话,可以参考图2-49所示平头铣刀粗加工直径计算公式。
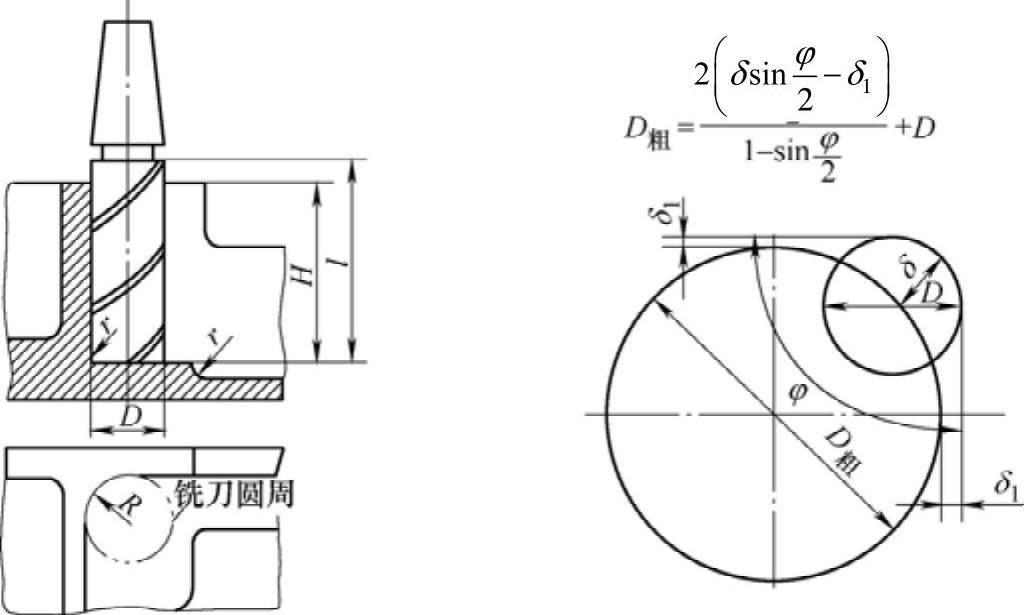
图2-49 粗加工刀具直径选择
图2-49所示粗加工刀具直径D粗的计算公式中,D为零件圆角直径,δ1为粗加工全局余量,δ为零件圆角余量,ϕ为零件夹角。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





