定义刀具路径的开始点和结束点是至关重要的,尤其是3+2轴加工方式和五轴联动加工方式编程时,刀具路径开始点和结束点的设置就更重要,稍有不当的设置,就会导致刀具进刀或退刀时与工件或夹具相撞。
在PowerMILL综合工具栏中单击开始点和结束点按钮 ,打开“开始点和结束点”表格,图2-37所示是“开始点”选项卡,图2-38所示是“结束点”选项卡。
,打开“开始点和结束点”表格,图2-37所示是“开始点”选项卡,图2-38所示是“结束点”选项卡。
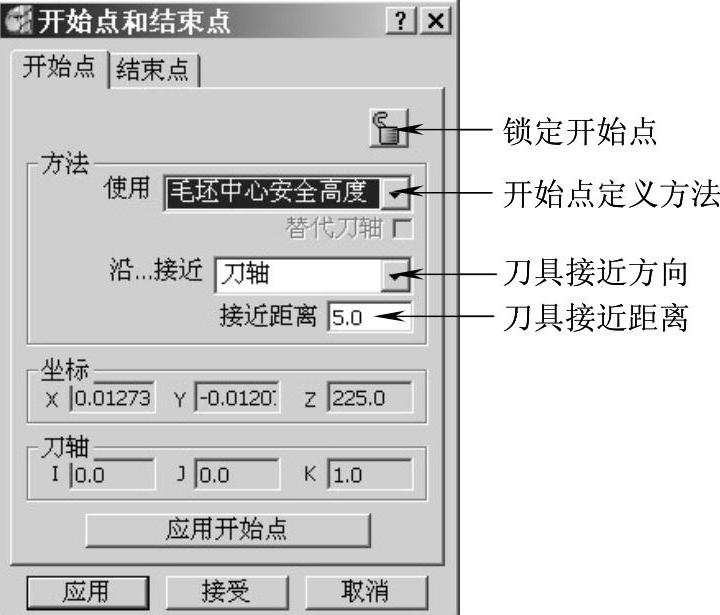
图2-37 “开始点”选项卡
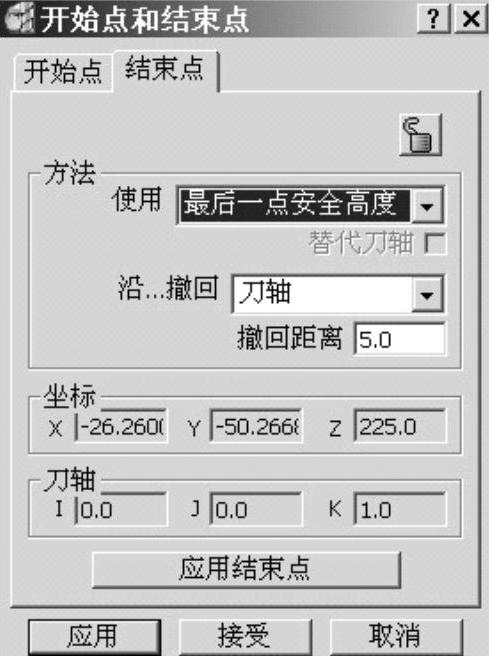
图2-38 “结束点”选项卡
开始点和结束点的设置方法和过程是完全相同的,在此只介绍开始点的设置。
1.开始点位置
在“开始点”选项卡中,单击“使用”栏右侧的小三角形按钮,展开设定开始点位置的四个选项,其含义如图2-39所示。
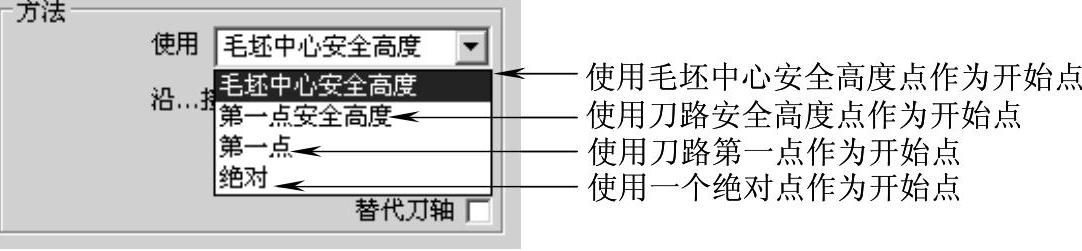
图2-39 开始点位置
2.设置进刀位置
在“开始点”选项卡中的“沿…接近”栏,可以展开四种刀具接近工件的设置方法,如图2-40所示。
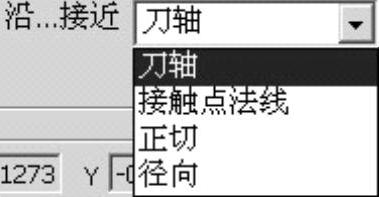
图2-40 接近设置
1)刀轴:进刀点与刀具轴向一致,这个选项是默认的。
2)接触点法线:在接触点法线方向进刀。如果刀具路径不是由接触点法线生成的,则不能用这个选项。
3)正切:进刀点与模型表面相切。
4)径向:沿着刀具径向方向接近毛坯。
3.替代刀轴
默认情况下,刀轴的矢量方向总是与Z轴一致的(I=0,J=0,K=1,这些栏目是灰色的),如果要使进刀点选项卡中“沿…接近”栏设置的“刀轴”与默认刀轴不一致,可以勾选该复选框,从而激活I、J、K的设置。
替代刀轴选项一般在多轴加工时使用。
例2-3 设置不同位置的开始点
步骤一 打开项目文件
在PowerMILL下拉菜单条中单击“文件”→“打开项目”,选取打开“E:\PM 2012EX\ch02\2-02 knob”项目文件。
步骤二 设置不同位置的开始点(www.daowen.com)
1)在PowerMILL资源管理器中,双击“刀具路径”树枝,展开刀具路径列表,右击刀具路径1,在弹出的快捷菜单中选择“激活”,确保该刀具路径是激活的(如果刀具路径1已经处于激活状态,即可省略这一步)。
2)在PowerMILL综合工具栏中单击开始点和结束点按钮 ,打开“开始点和结束点”表格。默认情况下,系统使用毛坯中心安全高度点作为开始点,刀具路径开始点如图2-41所示。
,打开“开始点和结束点”表格。默认情况下,系统使用毛坯中心安全高度点作为开始点,刀具路径开始点如图2-41所示。
在“开始点”选项卡中的“使用”栏选择“第一点安全高度”,然后单击“应用开始点”按钮,开始点移动到图2-42所示位置。
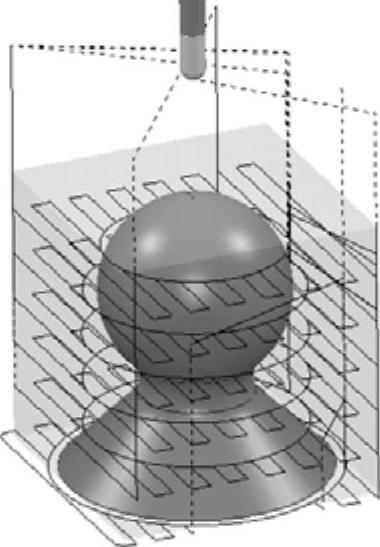
图2-41 开始点在毛坯中心安全高度
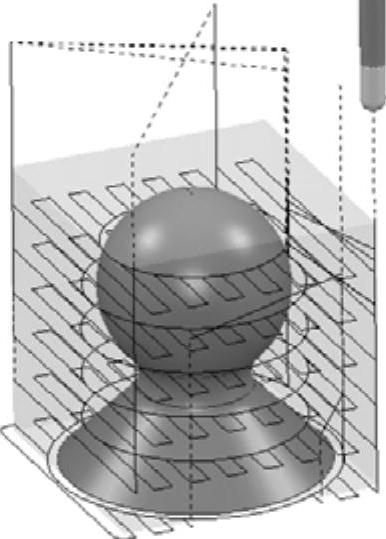
图2-42 开始点在第一点安全高度
3)在“开始点”选项卡中的“使用”栏选择“第一点”,然后单击“应用开始点”按钮,开始点移动到图2-43所示位置。
此时,在“开始点”选项卡中的“接近距离”栏输入50.0,刀具向上移到图2-44所示位置。
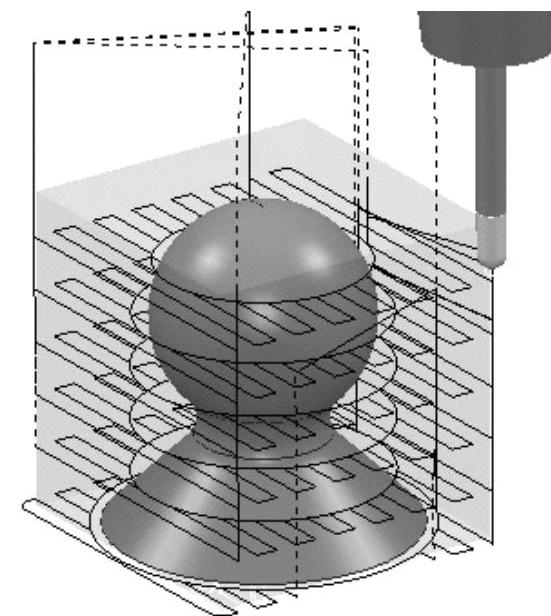
图2-43 开始点在第一点
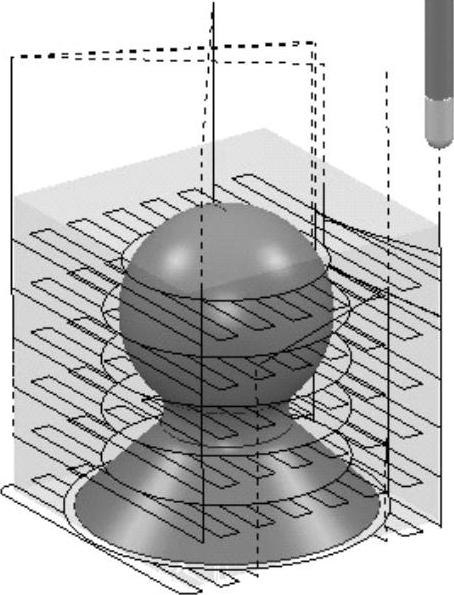
图2-44 开始点增加接近距离
4)在“开始点”选项卡中的“使用”栏选择“绝对”,按图2-45所示设置参数,单击“应用开始点”按钮,开始点移动到图2-46所示位置。
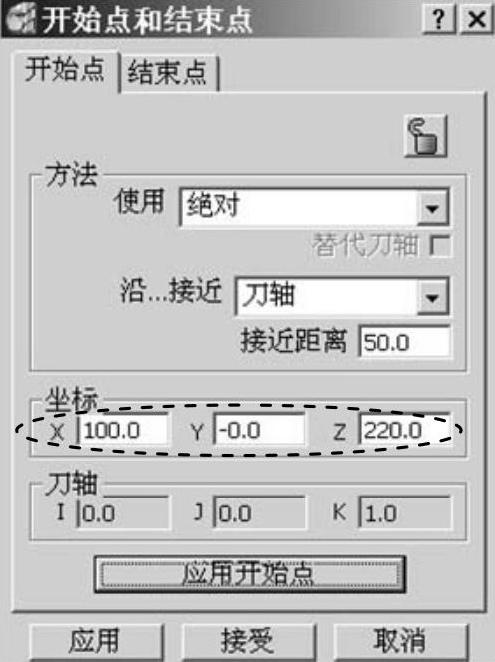
图2-45 绝对点坐标
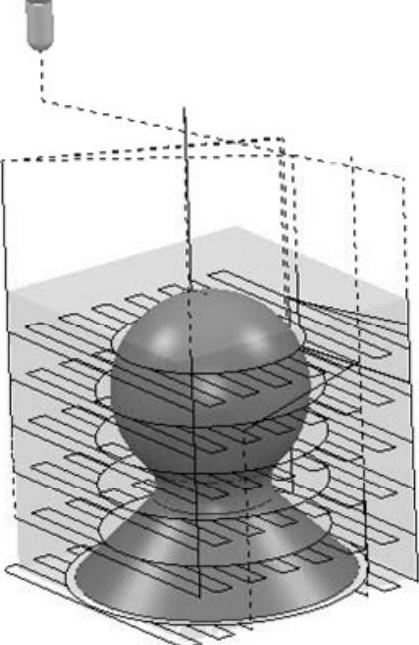
图2-46 绝对点下刀
5)在“开始点”选项卡中的“沿…接近”栏设置为正切,单击“应用开始点”按钮,系统计算出图2-47所示刀具路径。
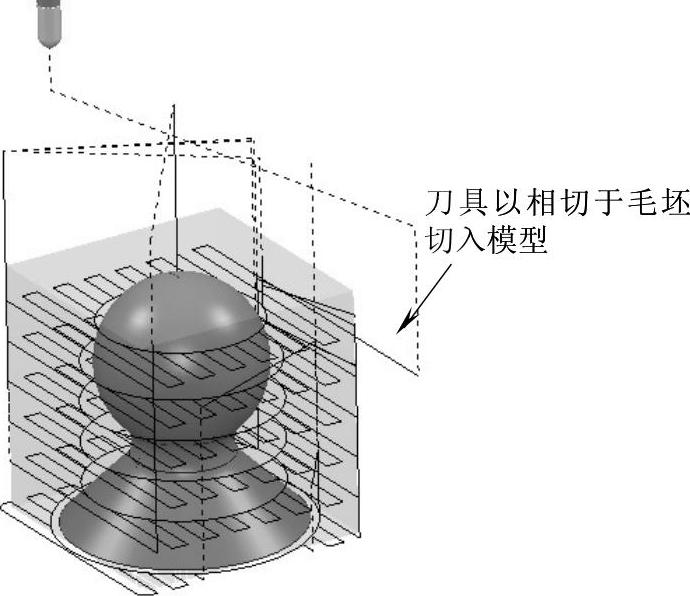
图2-47 正切切入
步骤三 保存项目
在PowerMILL下拉菜单条中单击“文件”→“保存项目”,完成项目保存。
设置好软件的公共参数后,接下来就要选择加工策略编制刀具路径。不同的加工对象,应采取与之相应的加工策略,那么,这些策略选择的依据是什么?换句话说,面对具体的加工特征,该怎么着手编程呢?这实质上是零件加工工艺的问题。区别于传统的普通加工工艺流程,数控编程员很大程度上同时承担着工艺员的角色。也就是说,一个优秀的编程员应该是一个优秀的工艺员。从这个角度来说,理解和掌握零(部)件数控加工工艺就显得非常必要和重要了。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





