
相较于市面上其他主流CAM软件,PowerMILL系统凭借以下几个方面的特色闻名业界。
1.独立运行、便于管理
一些传统的CAM系统基本上都属于CAD/CAM混合化的系统结构体系,CAD功能是CAM功能的基础,同时它又与CAM功能交叉使用。这类软件不是面向整体模型的编程形式,工艺特征需由人工提取,或需进一步经由CAD功能处理产生,由此会造成如下一些问题。
1)不能适应当今集成化的要求。通常情况下,希望软件的模块分布、功能侧重必须与企业的组织形式、生产布局相匹配,而系统功能混合化不等于集成化,更不利于网络集成化的实现。
2)不适合现代企业专业化分工的要求。混合化系统无法实现设计与加工在管理上的分工,增加了生产管理与分工的难度,也极大地阻碍了智能化、自动化水平的提高。
3)没有给CAPP的发展留下空间与可能。众所周知,CAPP是CAD/CAM一体化集成的桥梁,CAD/CAM混合化体系决定了永远不可能实现CAM的智能与自动化。随着企业CAD、CAM等技术的成功应用,工艺库、知识库的完善,将来CAPP也会有相应的发展,逐步地实现科学意义上的CAD/CAPP/CAM一体化集成。而混合化的系统从结构上为今后的发展留下了不可弥补的隐患。
PowerMILL软件是面向完整加工对象的CAM系统,它独立于CAD系统,并可接受各类CAD系统的模型数据,因此可与CAD系统分开使用,单独运行于明了工艺状况的加工现场等地,使编程人员得以清晰地掌握现场工艺条件,高效率地编制符合加工工艺要求的加工程序,减少反复,提高效率。
2.面向工艺特征,先进智能
数控加工是以模型为结果,以工艺为核心的工程过程,应该采取面向整体模型、面向工艺特征的处理方式。而传统的CAM系统以面向曲面、以局部加工为基本处理方式。这种非工程化概念的处理方式会造成如下一些问题。
1)不能有效地利用CAD模型的几何信息,无法自动提取模型的工艺特征,只能人工提取,甚至靠重新模拟计算来取得必要的控制信息,增大了操作的繁琐性,影响了编程质量与效率,导致系统的自动化程度与智能化程度很低。
2)局部加工计算方式靠人工或半自动进行过切检查。因为不是面向整体模型为编程对象,系统没有从根本上杜绝过切现象产生的可能,因而不适合高速加工等新工艺在新环境下对安全的新要求。
PowerMILL系统面向整体模型加工,加工对象的工艺特征可以从加工模型的几何形状中获取,如浅滩、陡峭加工区域、残余加工区域和加工干涉区域等,各加工部位整体相关,全程自动过切防护,具体表现在以下三个方面:
1)编程时,编程人员仅需考虑工艺参数,确定后PowerMILL可根据加工对象几何形状自动进行程序编制。
2)编程人员可根据工艺信息库,自动选取加工刀具、切削参数、加工步距等工艺信息进行编程。
3)具有极其丰富的刀具路径生成策略,粗、精加工合计约有三十多种刀具路径策略可供读者选择使用。对于各类常用数控加工工步——粗、精、残余量加工、清根等,PowerMILL都把它们做得十分贴近加工,操作感觉就如同在现场控制加工,非常符合工程化概念,易于接受,易于掌握。
3.基于工艺知识的编程
PowerMILL系统实现了基于工艺知识的编程,具体体现如下:
1)PowerMILL系统提供工艺信息库,信息库中包含刀具库、刀柄库、材料库、设备库等工艺信息子库,可在编程人员选择使用某一种设备、刀具、材料时,自动确认主轴转速、下切速率、进给速率、刀具步距等一系列工艺参数,大大提高了工序的工艺性,并利于标准化。
2)PowerMILL可记录标准工艺路线,制作工艺流程模板,使用相同工艺路线加工同类型工件。
3)当零件参数变化后,系统可全自动处理刀具路径的相关信息。
4.支持高速加工,技术领先
英国DelCAM公司是唯一一家拥有模具加工车间的CAD/CAM软件开发商,公司先后购入多台高速加工设备,以进行高速加工工艺和CAM系统的实际加工研究,积累了丰富的工程经验。
1)刀具路径光顺化处理功能。使用PowerMILL系统的优化处理功能可以计算出符合高速加工工艺要求的高效的刀具路径。
2)基于残余模型的智能化分析处理功能,大大减少了刀具路径中的空行程段(空刀),因而也就减少了不安全的切入和切出刀具路径段。
3)在CAM领域率先推出进给量(F值)优化处理功能,使设备效率提高。相关研究提示,工艺系统在最平稳的状态下工作,可提高加工效率30%以上。
4)支持NURBS(非均匀有理B样条曲线)插补功能。PowerMILL系统后处理出来的NC代码可用于所有提供NURBS插补功能的数控系统。
5.易学易用,能快速入门,界面风格简单,选项设置集中
PowerMILL软件的操作过程是完全模拟铣削加工工艺过程的。从输入零件模型到输出NC程序,该软件操作步骤较少(8个步骤左右),初学者可以快速掌握,有使用其他软件编程经验的人员更可以快速提高编程质量和效率。
PowerMILL软件的另一个明显特点是它的界面风格非常简单、清晰,令人耳目一新。而且,创建某一工序(例如精加工)的程序时,其各项参数设置基本上集中在同一窗口(PowerMILL软件称之为“表格”,本书在后续章节中也会使用这一称呼)上,修改时极为方便。
PowerMILL2012是DelCAM公司推出的最新软件版本。比较之前的版本,该软件主要在如下一些方面作了改进和功能升级。
1.新增流线精加工策略
流线精加工策略是一个全新的独立于曲面参数的多曲面加工刀具路径策略,主要用于五轴加工领域的编程,尤其适用于类似图1-1所示结构特征的编程加工。流线精加工策略在两条驱动曲线之间生成刀具路径,该策略有以下优点:
1)编程对象可以是多个曲面片。
2)改善倒勾型面的编程加工。
3)通过使用参考线来精确控制刀具路径的走势。
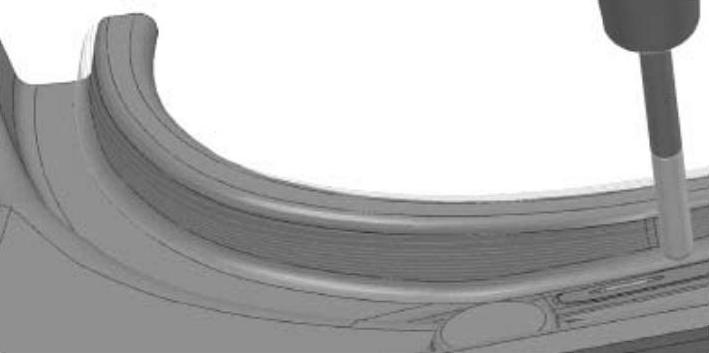
图1-1 流线精加工策略应用示例
2.新增参数螺旋精加工策略
参数螺旋精加工策略是一个全新的刀具路径策略,它在一条参考线和一个限界曲面之间生成螺旋线刀具路径,主要用于计算倒勾曲面的多轴联动加工刀具路径,特别适用于类似图1-2所示结构特征的编程加工。参数螺旋精加工策略有以下优点:
1)同时适用于三角形模型和曲面模型的编程加工。(www.daowen.com)
2)可以使用自定义的最大角度来加工倒勾曲面。
3)参数螺旋精加工策略自动控制刀轴矢量。
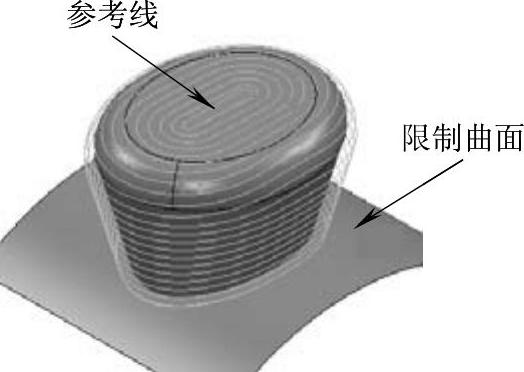
图1-2 参数螺旋精加工策略应用示例
3.刀轴控制功能中增强角度点分离控制功能
在刀轴控制功能中,利用角度点分离控制功能指定刀位点之间刀轴矢量可以移动的最大角度,如图1-3所示。这个功能配合最大分离距离功能使用,可以达到以下功效:
1)在小距离上快速改变刀轴矢量的角度。
2)改善表面的加工质量。
3)刀具运动更趋平稳,从而减少刀具磨损。
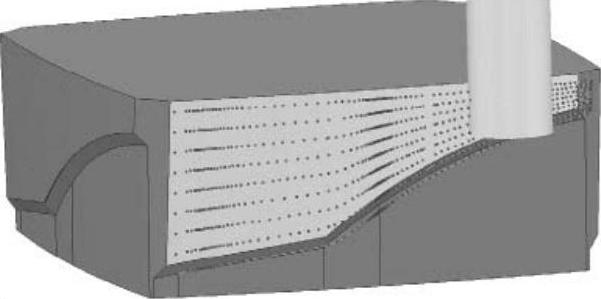
图1-3 角度点分离控制功能应用示例
4.刀具路径策略表格操作界面进一步完善
在PowerMILL2012中,刀具路径策略表格整合了毛坯表格、刀具表格、刀轴表格以及切入切出和连接表格中的参数,如图1-4所示,这样就可以在一个刀具路径策略表格中设置完成生成刀具路径所需的全部参数。
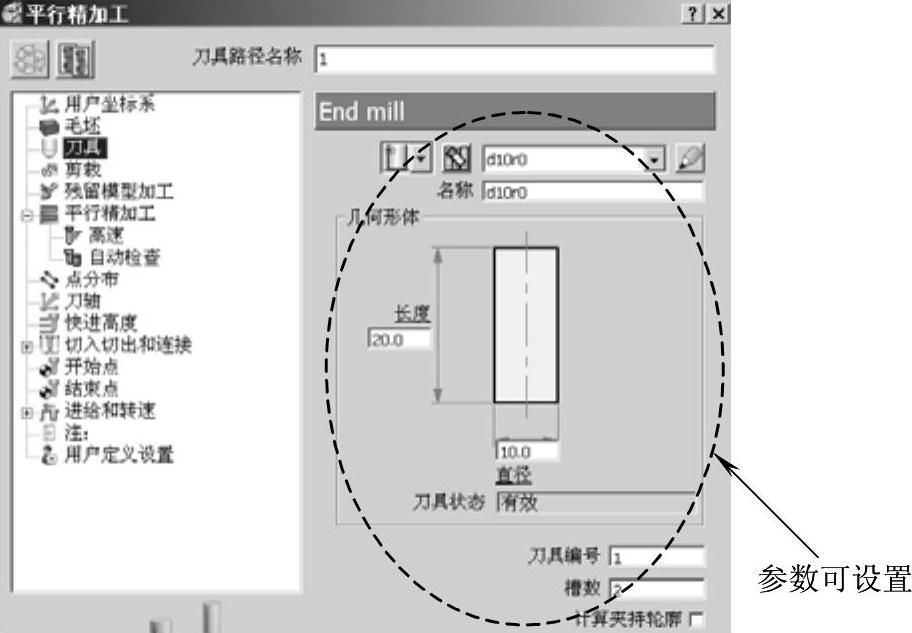
图1-4 进一步完善的操作界面
5.刀具夹持轮廓完善
PowerMILL2012中新的刀具夹持轮廓功能可独立定义刀柄和夹持间隙,如图1-5所示。
这个功能尤其适合于垂直面加工,可以为刀柄设置一个小间隙,而夹持仍然保持较大间隙。
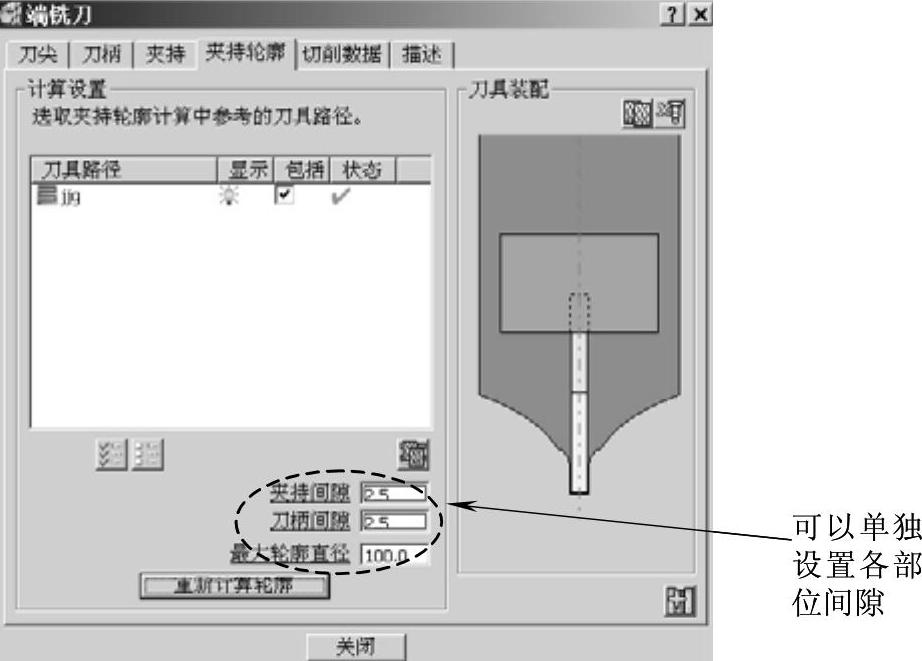
图1-5 刀具夹持轮廓计算
6.刀具路径的Z轴限界
在PowerMILL2012刀具路径策略表格的剪裁选项卡中,新增Z轴限界功能,如图1-6所示。该功能将刀具路径限制在定义毛坯材料中的最小和最大Z值之间。除钻孔操作外,其他加工策略均可使用此功能。可沿Z轴限制5轴刀具路径,也可以直接由几何形体选取Z高度。此功能尤其适合于深型腔或深壁厚零件的加工。

图1-6 刀具路径Z轴限界
7.叶片精加工策略新增螺旋路径功能
在PowerMILL2012中,叶片精加工策略表格中新增了螺旋路径功能,该功能可以在叶片的两个闭合路径间进行螺旋加工,如图1-7所示。它有以下优点:
1)更容易寻找安全刀轴。
2)使路径间的刀轴改变最少,得到更好的表面加工质量。
3)帮助用户成功加工更多零件。
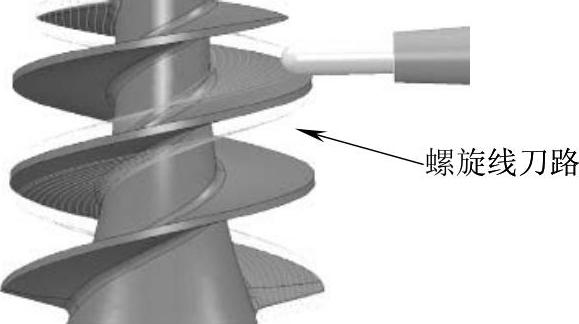
图1-7 叶片精加工刀具路径
8.曲线创建和编辑功能增强
通过使用新的曲线创建和编辑功能,可以直接在PowerMILL2012中生成光顺的参数曲线,从而使折线数量最少,还可以使用布尔曲线编辑器编辑连续曲线。此功能尤其适合于通过曲线指定刀轴设置。
9.增加“测量”工具栏
在新版PowerMILL2012系统中的一些窗口或表格中,有些选项的参数名称下有下划线,表示该参数项具有一个链接,单击有下划线的参数,打开“测量”工具栏,如图1-8所示。
新增的“测量”工具栏实现了模型特征图形化输入测量并直接将测量值输入到表格中相应的数字域。

图1-8 “测量”工具栏
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





