1.基本偏差及代号
基本偏差代号,对于孔用大写宇母A、B、C、…、ZC表示;对于轴用小写宇母“、b、c、…、zc表示,孔和轴的基本偏差代号各有28个,如图1-8和图1-9所示。其中,基本偏差H代表基准孔,h代表基准轴。为避免混淆,GB/T 1800.1—2009规定,在26个宇母中,5个宇母I、L、O、Q、W(i、l、o、q、w)不作为基本偏差代号使用。
基本偏差是确定公差带相对于零线位置的那个极限偏差,基本偏差可以是上极限偏差或下极限偏差,一般为靠近零线的那个极限偏差;公差带位于零线上方时,基本偏差为下极限偏差;位于零线下方时,基本偏差为上极限偏差。
上极限尺寸减其公称尺寸所得的代数差为上极限偏差;下极限尺寸减其公称尺寸所得的代数差为下极限偏差。孔上极限偏差代号为大写宇母“ES”,孔下极限偏差代号为“EI”;轴上极限偏差代号为小写宇母“es“,轴下极限偏差代号为“ei”,如图1-8和图1-9所示。
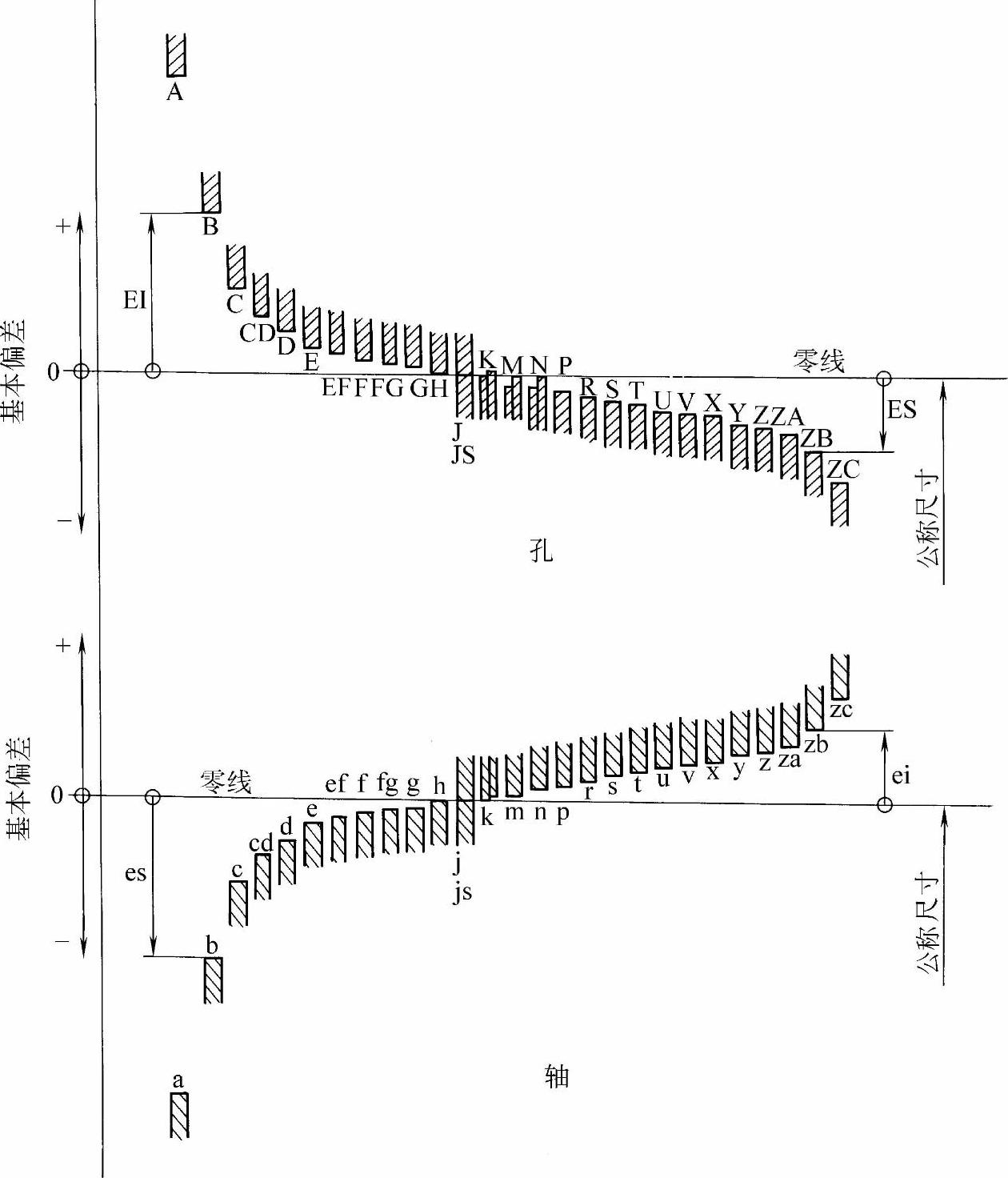
图1-8 基本偏差系列示意图
注:J/j、K/k、M/m和N/n的基本偏差详示见图1-9。
2.公称尺寸至500mm的基本偏差
轴的基本偏差“~h和k~zc及其“+”或“-”号,如图1-10所示。轴的另一个偏差(下极限偏差ei或上极限偏差es)由轴的基本偏差和标准公差IT来确定,其确定方法如图1-10所示。
公称尺寸至500mm轴的基本偏差数值见表1-3。基本偏差js是标准公差(IT)带对称分布于零线的两侧,对js:上极限偏差 ,下极限偏差
,下极限偏差 ,如图1-12所示。
,如图1-12所示。
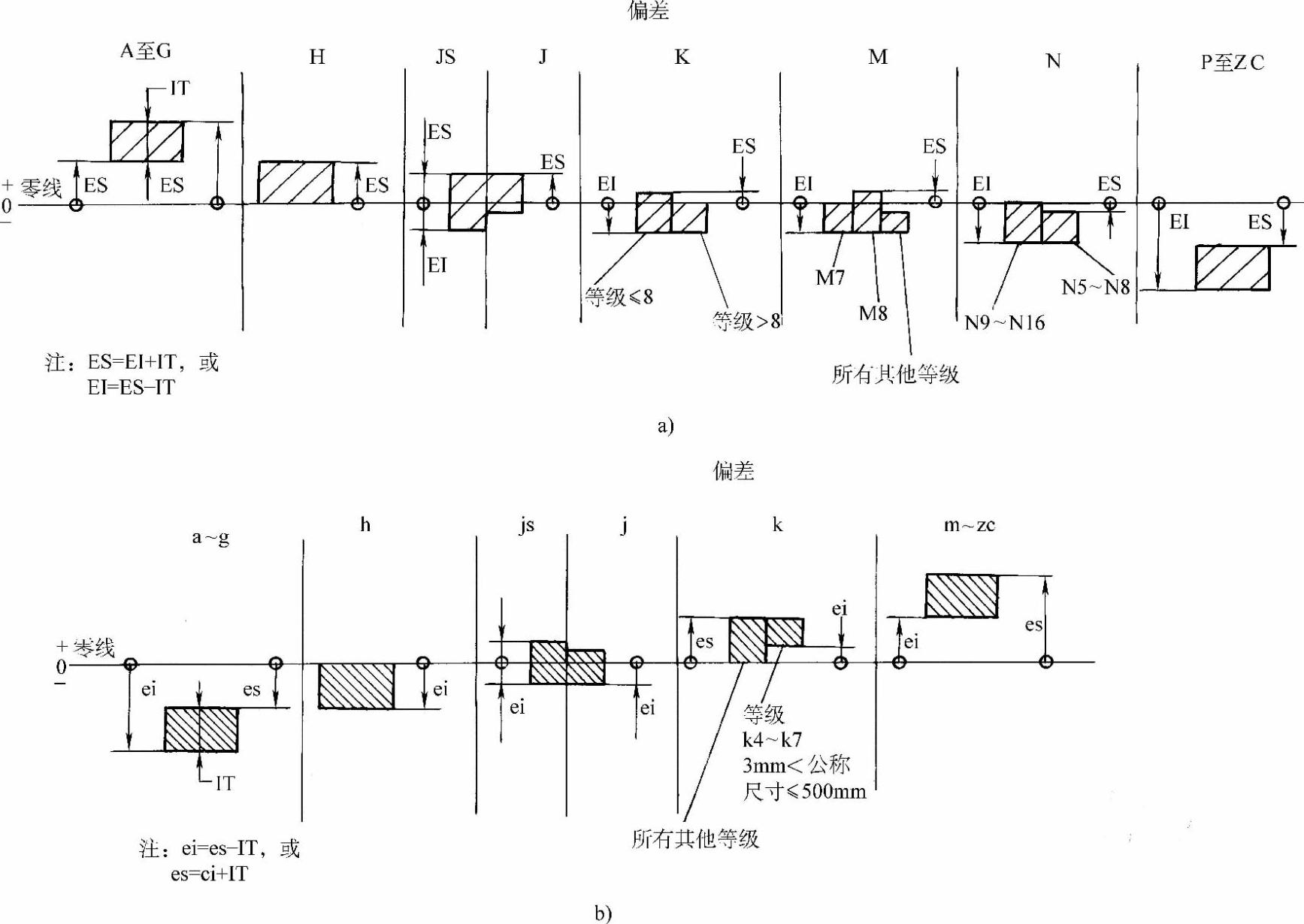
图1-9 孔和轴的偏差
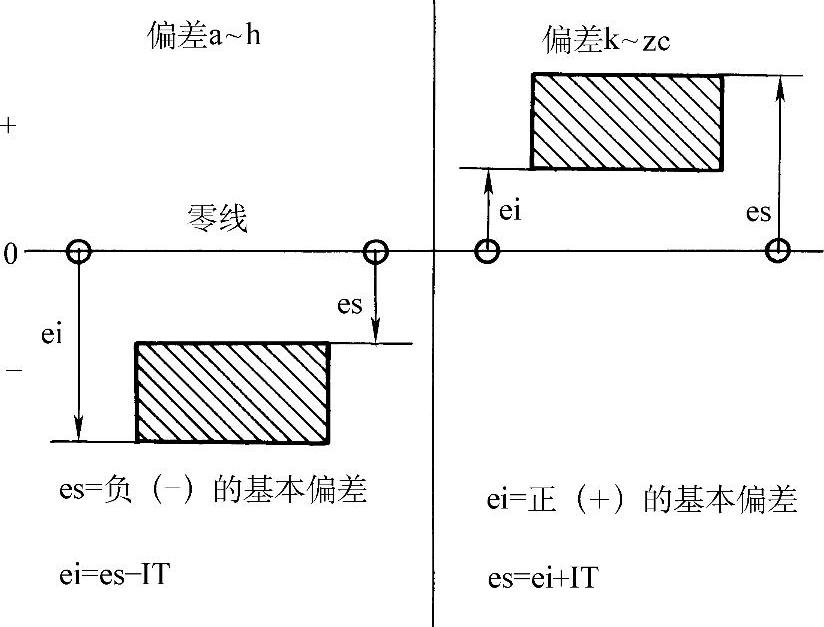
图1-10 轴的偏差
孔的基本偏差A~H和K~ZC及其“+”或“-”号如图1-11所示。孔的另一个偏差(上极限偏差ES或下极限偏差EI)由孔的基本偏差和标准公差(IT)来确定,其确定方法如图1-11所示。
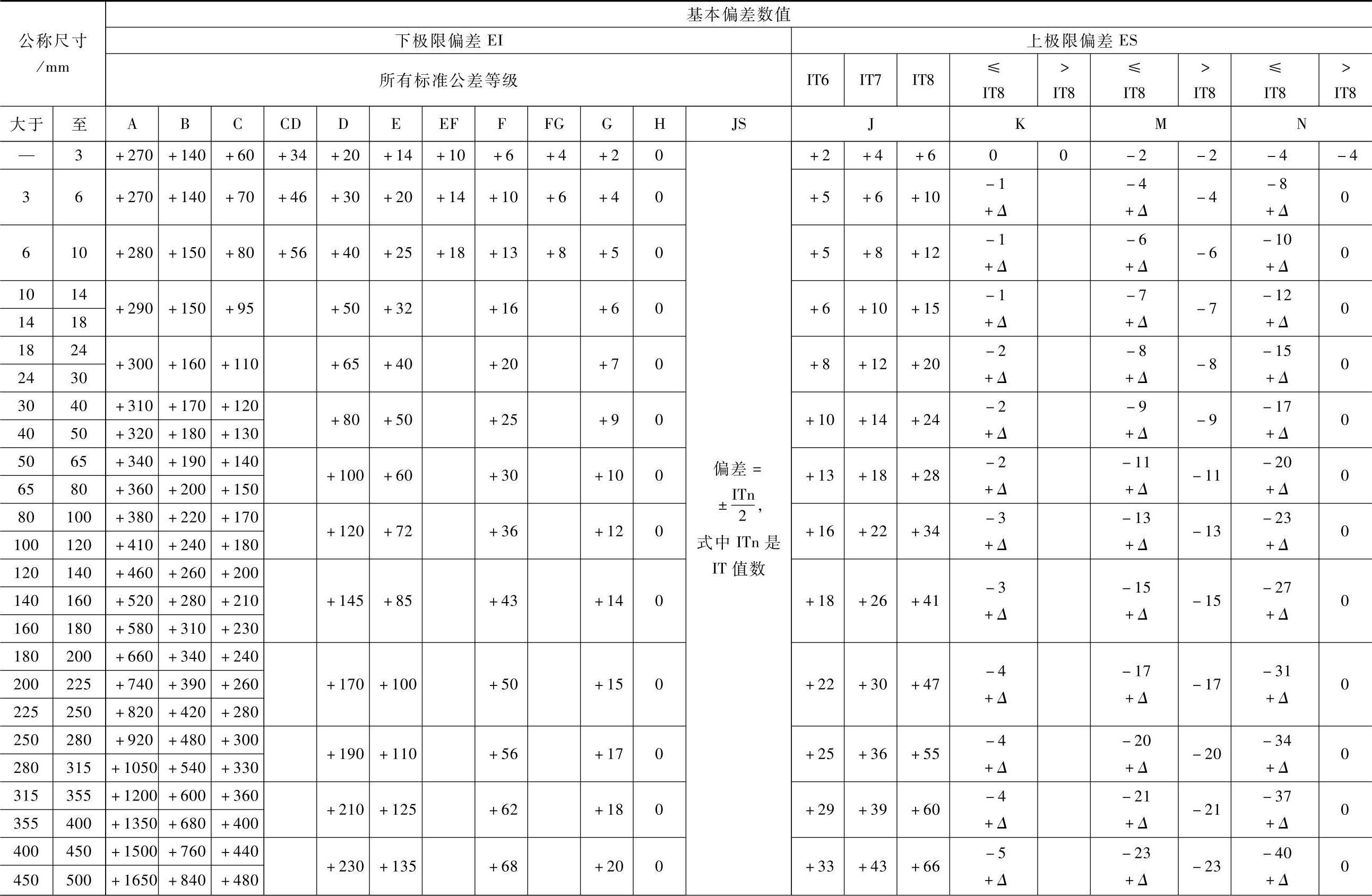
公称尺寸至500mm孔的基本偏差数值见表1-4。基本偏差JS是标准公差(IT)带对称分布于零线的两侧,对JS:上极限偏差 ,下极限偏差
,下极限偏差 ,如图1-12所示。
,如图1-12所示。
根据标准规定的轴、孔的基本偏差,只确定了轴、孔公差带的一个极限偏差(上极限偏差或下极限偏差),轴、孔公差带的另一个极限偏差由轴、孔的基本偏差和标准公差IT来确定。按上述方法,用轴、孔的基本偏差和轴、孔的标准公差(IT)组合成轴、孔的一系列公差带。
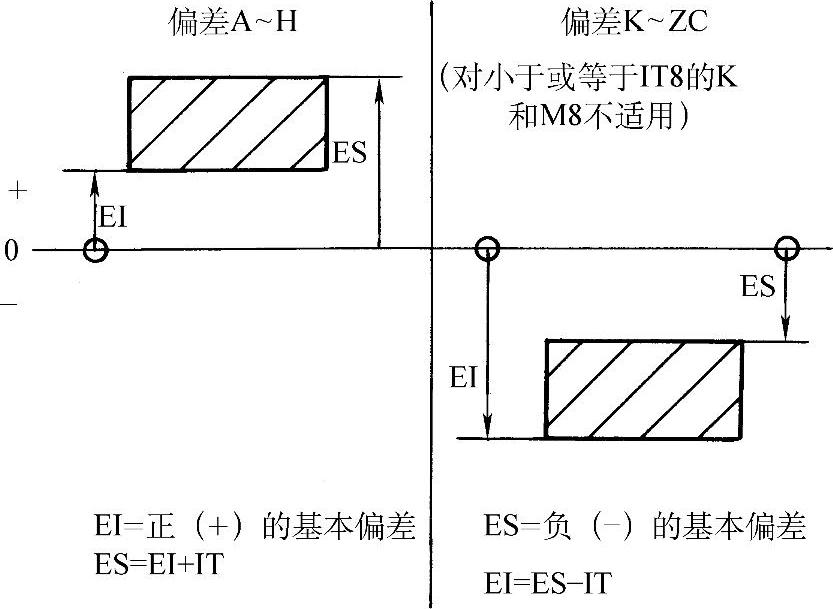
图1-11 孔的偏差
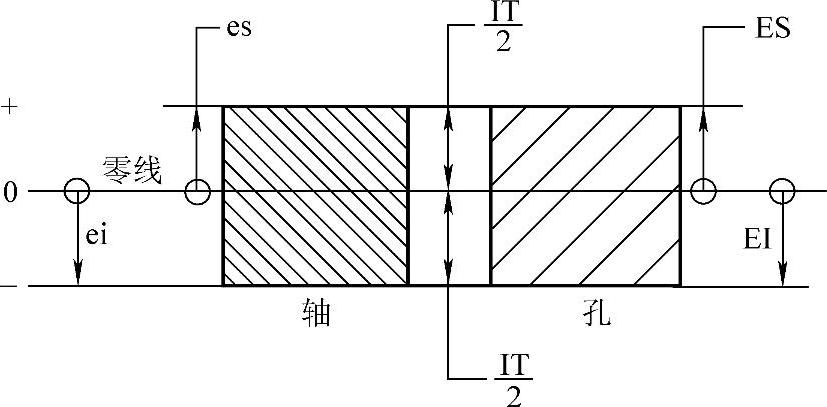
图1-12 偏差js和JS
3.公差带的极限偏差及极限尺寸计算方法
极限与配合中所有的孔、轴公差带,都是由基本偏差和标准公差构成的。利用标准公差数值(见表1-2)和孔、轴的基本偏差数值(见表1-3和表1-4),可以计算确定各种孔、轴公差带的孔、轴的极限偏差和极限尺寸。
表1-3 公称尺寸至500mm轴的基本偏差数值(摘自GB/T 1800.1—2009) (单位:μm)
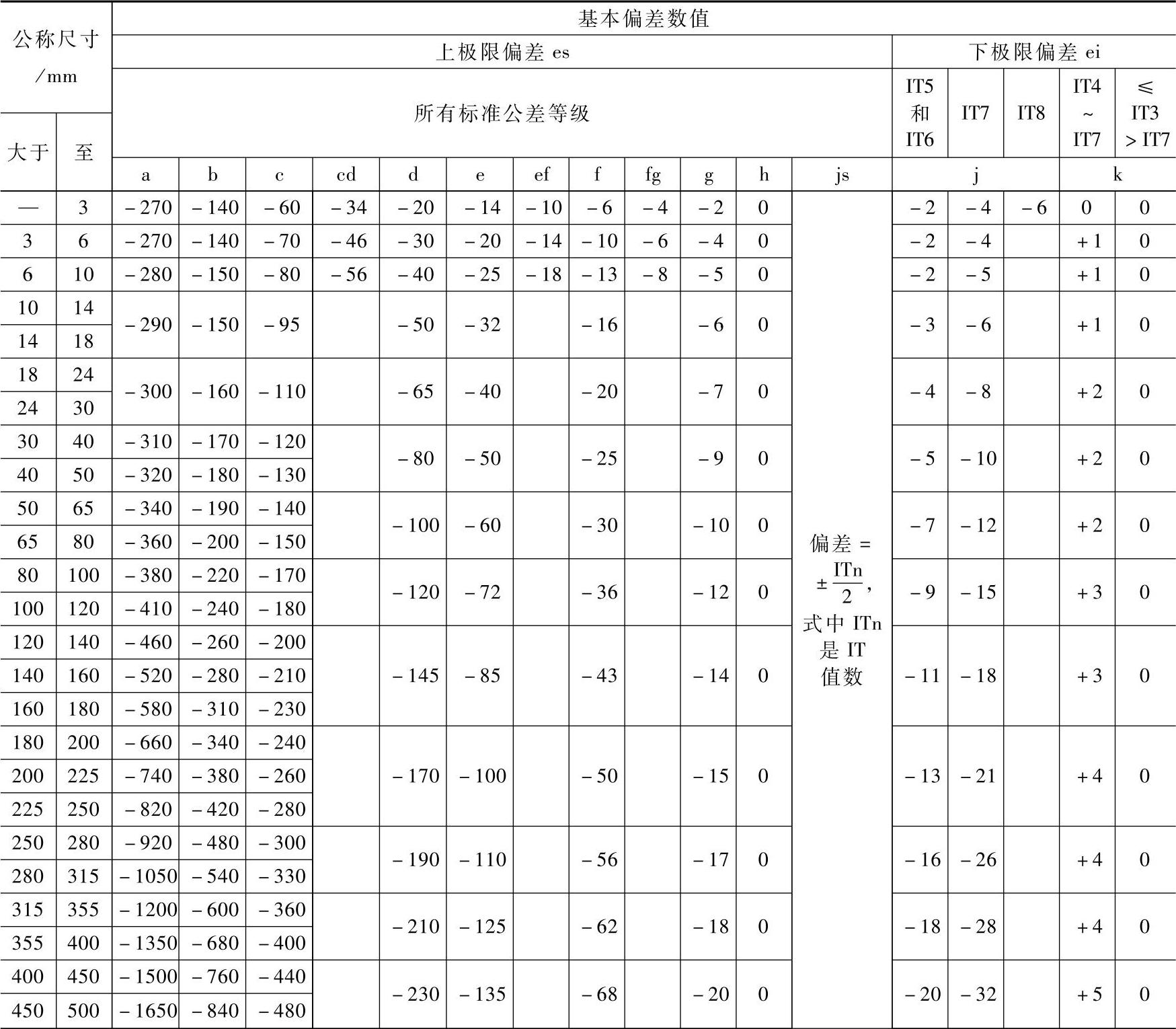
(续)
注:1.公称尺寸小于或等于1mm时,基本偏差“和b均不采用。(www.daowen.com)
2.公差带js7~js11,若ITn值数是奇数,则取偏差= 。
。
计算举例1 确定轴φ40g11的极限偏差和极限尺寸。
公称尺寸段为30~50mm;
标准公差=160μm(由表1-2查得);
基本偏差=-9μm(由表1-3查得)
上极限偏差=基本偏差=-9μm;
下极限偏差=基本偏差-标准公差=-9μm-160μm=-169μm;
极限尺寸:上极限尺寸=40mm-0.009mm=39.991mm;
下极限尺寸=40mm-0.169mm=39.831mm。
计算举例2 确定孔φ130N4的极限偏差和极限尺寸。
公称尺寸段为120~180mm;
标准公差=12μm(由表1-2查得);
基本偏差=-27+Δ=-27+4=-23μm(由表1-4查得);
上极限偏差=基本偏差=-23μm;
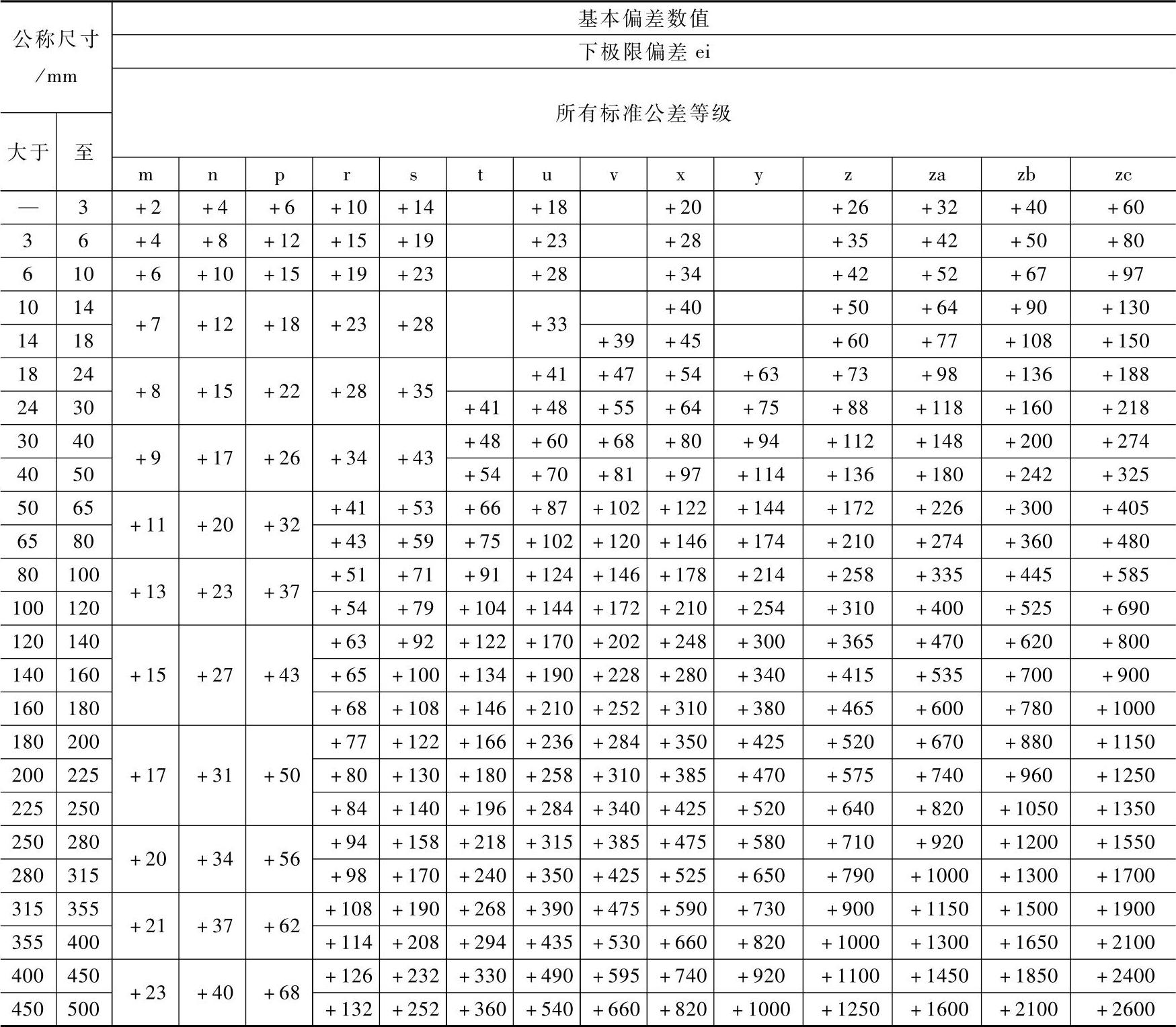
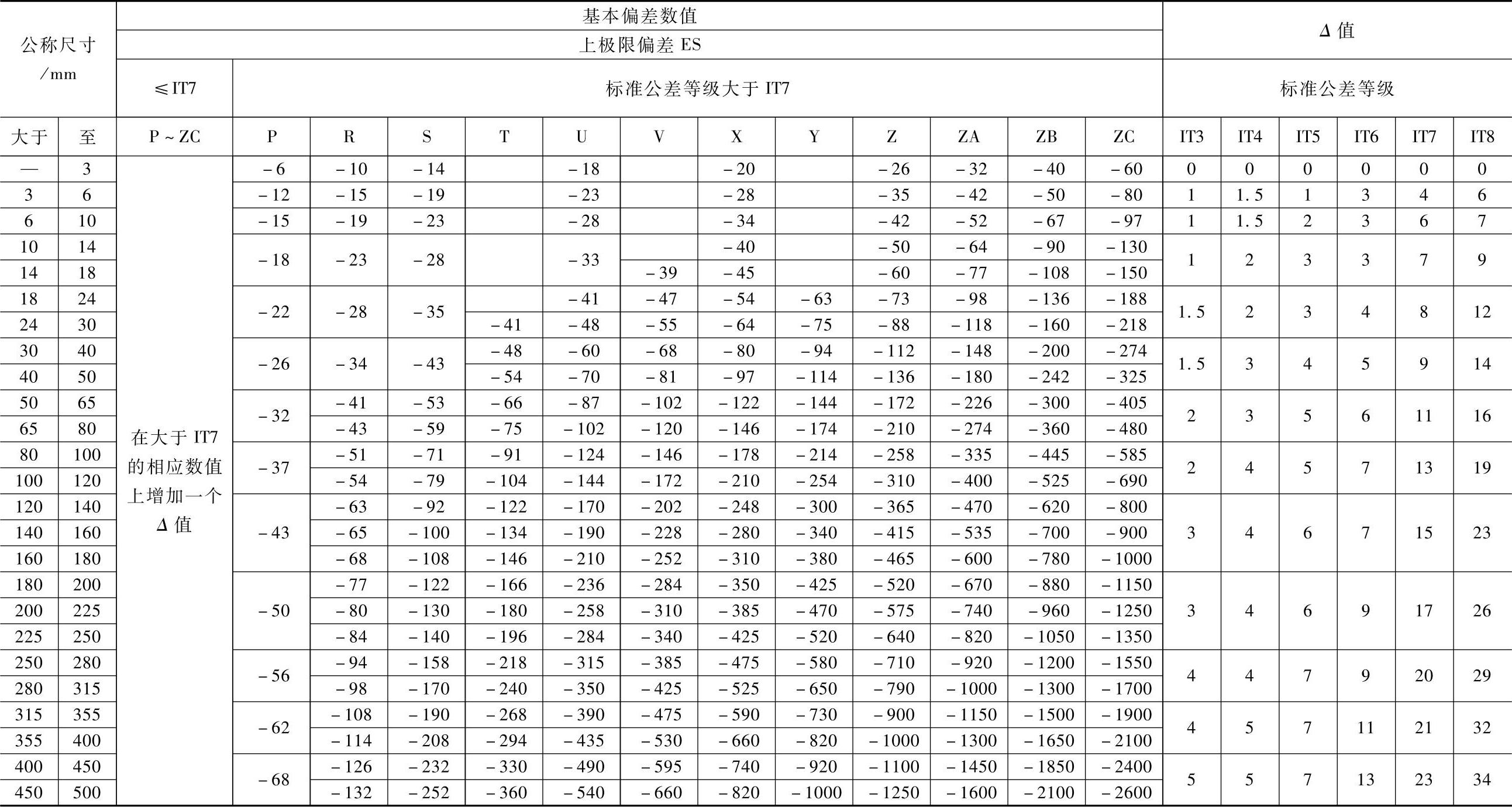
表1-4 公称尺寸至500mm孔的基本偏差数值(摘自GB/T 1800.1—2009) (单位:μm)
(续)
注:1.公称尺寸小于或等于1mm时,基本偏差A和B及大于IT8的N均不采用。
2.公差带JS7至JS11,若ITn值数是奇数,则取偏差= 。
。
3.对小于或等于IT8的K、M、N和小于或等于IT7的P~ZC,所需Δ值从表内右侧选取。
例如:18~30mm段的K7:Δ=8μm,所以ES=(-2+8)μm=+6μm
18~30mm段的S6:Δ=4μm,所以ES=(-35+4)μm=-31μm
4.特殊情况:250~315mm段的M6,ES=-9μm(代替-11μm)。
下极限偏差=基本偏差-标准公差=-23μm-12μm=-35μm;
极限尺寸:上极限尺寸=130mm-0.023mm=129.977mm;
下极限尺寸=130mm-0.035mm=129.965mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





