通过识读装配图应了解装配体的名称、用途和工作原理;各零件间的相对位置及装配关系,其调整方法和拆装顺序;主要零件的形状、结构以及在装配体中的作用。现以图8-5为例,说明识读冲压模具装配图的一般方法和步骤。
一、基于模具典型结构进行初步了解
在识读模具装配图前,必须对该模具的工作原理、结构特点,以及装配体中零件间的装配关系等有一个全面、充分的了解和认识。这一部分的内容,需要学生结合所学的模具结构知识进行分析。
首先,从图8-5右上角的冲压零件图和排样图可知,该图表达的是一套单工序的落料冷冲压模具;从主视图中可知,该模具采用橡胶垫、卸料螺栓和弹压卸料板组合而成,所以这是一套单工序弹压卸料落料的冲压模。此外,从俯视图可知,采用的是后置导柱导套配合的标准模架。
这类模具的典型结构如图8-6所示,模具整体分为上模部分和下模部分。
1)上模部分由模柄、上模座、凸模垫板、凸模固定板、凸模、导套、弹性元件和卸料板等零件组成。
2)下模部分由凹模、下模座和导柱等零件组成。其固定方式采用螺栓固定,定位方式采用销定位。
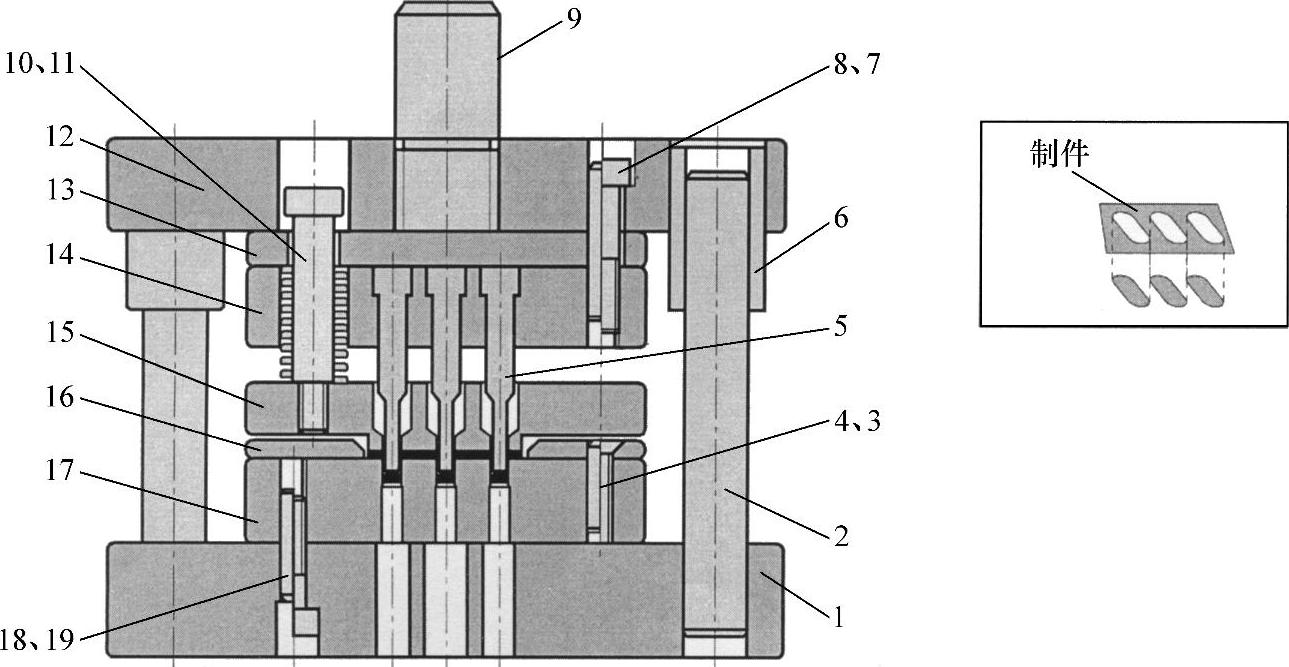
图8-6 典型单工序弹压卸料落料模结构图
1—下模座 2—导柱 3、7、18—销 4、8、19—螺钉 5—凸模 6—导套 9—模柄 10—卸料螺钉 11—弹簧 12—上模座 13—凸模垫板 14—凸模固定板 15—弹压卸料板 16—导料板 17—凹模
二、识读标题栏、明细栏和零件序号等信息
从标题栏中了解装配体名称;按照图上序号对照明细栏,了解组成该装配体的各零件的名称、材料和数量信息;同时结合图形的简要信息和模具知识,对模具装配图所表达的模具结构、零件间的关系作进一步的理解。
三、分析视图
绘图时要根据装配体的装配关系、工作原理等来选择视图表达的方案,反之,在识读装配图时,也要通过分析装配图的表达方案,分析所选用的视图、剖视图等表达形式来确定其侧重表达的内容。
和其他装配图不同,模具装配图有自己的表达特点和惯用模式。一般情况下,冷冲压模具图有两个图组,一组是冲压件零件图和排样图,另一组是模具结构图;一般采用两个视图,即主视图和俯视图。
如图8-5中的零件图和排样图,能使我们初步确定该模具的基本类型和送料方向为单工序落料冲压模。
模具装配图的主视图一般清楚地显示了该模具的形状、结构特征,以及大部分零件间的相对位置和装配关系,我们从中可以确定该模具的类型,例如是正装还是倒装,是单工序还是多工序,是弹压卸料还是固定卸料等,这些内容的确定可以帮助我们更快地识读模具结构。
如图8-5中的主视图就能反映出该模具为单工序落料和弹压卸料的模具类型;由于凸模在上模部分,凹模在下模部分,所以本套模具还是属于正装式冲压模,从而确定了该模具的基本结构组成和工作原理。
另外,在主视图的表达中一般采用阶梯剖的全剖视图,来体现零件间的固定及定位方式。如图8-5中,主视图所展示的各零件间的装配关系如下。
1.配合关系
凸模与凸模固定板有配合关系。上模座、凸模固定板和销有配合关系,凸模垫板与销无配合关系。下模座、凹模板和销有配合关系。
2.固定形式
凸模采用单边挂台形式进行固定。上模座、凸模垫板、凸模固定板采用螺栓固定,销定位。下模座、凹模板采用螺栓固定,销定位。卸料螺栓则穿过上模座、凸模垫板和凸模固定板及橡胶垫,与弹压卸料板采用螺纹固定连接,达到弹压卸料的作用。
装配图中的每一个视图,都应有其要表达的侧重内容。在冲压模具图中,俯视图采用拆卸画法,只表达下模部分的投影。从俯视图中可以得到以下信息。
(1)模架的类型和尺寸 从图8-5的主视图中我们只能知道模架采用导柱、导套的导向定位,只有在俯视图中才能确定其模架为后置式,而且还从标注的尺寸中确定了该套模架的尺寸大小。
(2)凹模板的形状和尺寸 在模具设计中,凹模板的形状与其他模板的形状应该是一致的,所以从俯视图中得到该模具所有模板的形状都是矩形,周界尺寸也与凹模一致。
(3)送料的方向和定距方式等 从图8-5俯视图中可以看出,当模具在工作中,料带从右向左进行送料时,使用挡料销和导料销进行定位。
综上所述,该冷冲模装配图选用主、俯两个视图,配合冲压件零件图和排样图,已经可以清晰表达出该装配体的结构、原理、零件之间的装配关系等,因此,增选左视图的意义不大。所以,一般结构难度的冷冲压模具装配图不再增设左视图。(https://www.daowen.com)
四、读懂零件形状
识读模具装配图的目的,除了理解模具的工作原理和装配关系等,还有一个重要的目的就是要将组成装配体的各个零件进行拆解,绘制成零件图后进行加工生产。所以在分析清楚各视图所表达的内容后,要对照明细栏和图中的序号,按照先简单后复杂的顺序,逐一了解各零件的结构形状。
在识图时,除了利用冲压模具本身的组成特点(如模板零件都是板类零件),还可以根据剖视图中的剖面线方向、间隔等信息来确定各个零件在视图中的投影范围,即零件轮廓。在明确零件轮廓后,就可以按照形体分析法、线面分析法来读懂该装配图所表达的零件图形。
在分析零件时,我们首先要“拆除”标准件,再“去掉”简单件,最后分析复杂结构件。对于冲压模具图其分解基本步骤如下。
1)根据主视图,确定模板的名称、数量和装配关系。
2)根据俯视图中的凹模周界尺寸,确定其他模板的周界尺寸和形状。
3)根据明细栏中的信息,对照主视图确定标准件,如螺栓、销、卸料螺栓等的位置和数量,然后将这些零件从图中“分离”出去。
4)根据“分离”出的标准件尺寸和数量,初步确定各个模板上的孔位和直径大小,并绘制零件图草图。
5)根据装配关系补充凸模的固定孔位和尺寸。
6)根据加工要求、装配要求等补全零件图的技术要求,并填写标题栏。
如图8-5所示,从俯视图中读出凹模的俯视图投影形状是矩形,所以这套模具中的其他模板(如凸模垫板、固定板、卸料板等)的形状也是矩形;凹模的周界尺寸是100mm×80mm,根据投影规律,从主视图可以读出各个模板的周界尺寸是一样的,所以各个模板的周界尺寸都是100mm×80mm,厚度尺寸可以从主视图中逐一量取。
从主视图中确定各个模板间的装配关系,通过这个步骤不仅读出螺栓固定和销定位,还要确认螺栓安装的方向,继而确定哪个模板上是通孔,哪个模板上是台阶孔,哪个模板上是配合销孔和螺纹孔等。如图8-5所示的主视图中,上模部分的固定螺栓从上向下固定,所以在上模座中有台阶孔、凸模垫板的同样位置是通孔(即尺寸比螺纹公称直径大)、凸模固定板上则是螺纹孔;同样的方法可以分析出销穿过上模座、垫板和固定板,则在垫板上的孔位是过孔(即尺寸比销的公称直径略大),其余两个模板上都是配合销孔。
根据凸模的固定形式,确定卸料板中间有一个凸模过孔,固定板上有凸模固定孔和侧面挂台孔。
虽然从图样中已确定了以上结构信息,但是并不能清楚确定孔的位置,如螺栓过孔是在模板的四角布置还是中线布置。此时就需要依据模具结构合理性的原则对孔位进行权衡,最终可以得到凸模垫板(图8-7)、凸模固定板(图8-8)和卸料板(图8-9)的零件图。
用同样的方法可以分解下模部分的零件,如图8-4所示,从主视图可以读出下模部分的固定螺栓是从凹模面往下模座旋入的,所以在凹模四角应有与螺栓(零件17)头部配合的台阶孔,下模座的同样位置应有4个螺纹孔;凹模的零件图如图8-10所示。
在完成上述各步骤的基础上,再将所有信息加以归纳及综合,从而该套模具的工作原理、装配关系、拆装顺序、使用和维护的注意事项等信息将更明确,于是我们就能更清晰地想象出这套模具的整体形象(图8-11),从而全面地读懂这张装配图。
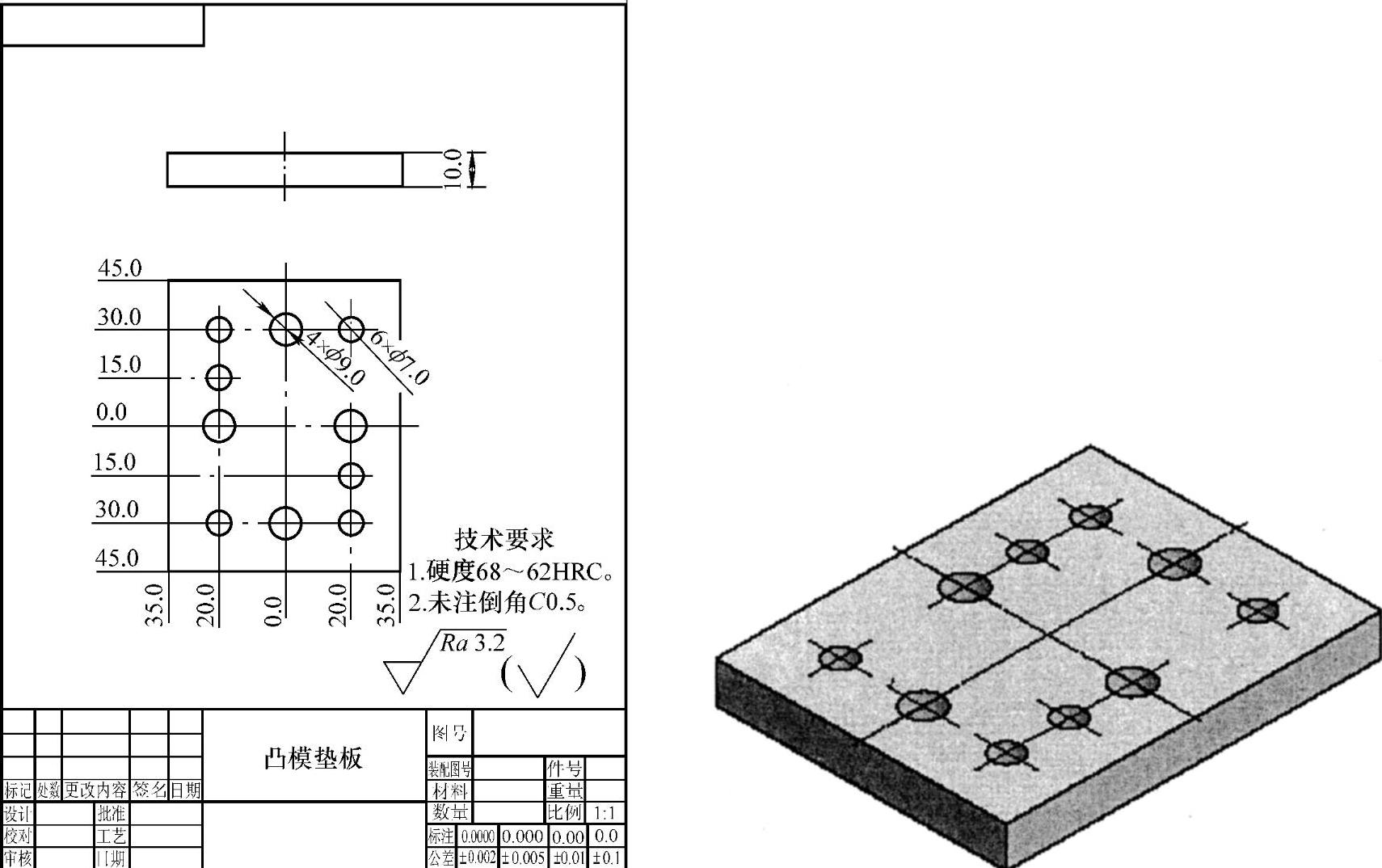
图8-7 凸模垫板
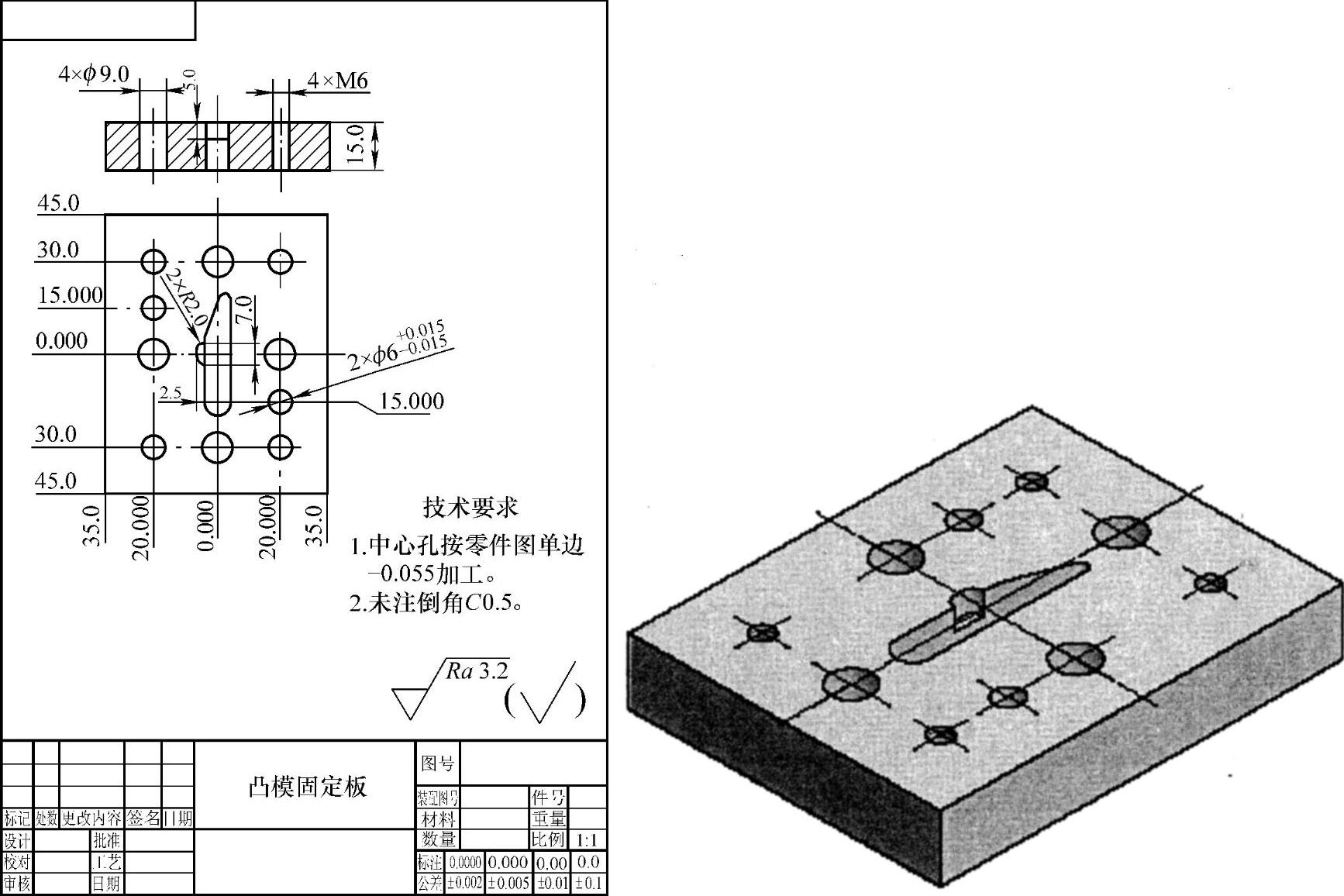
图8-8 凸模固定板
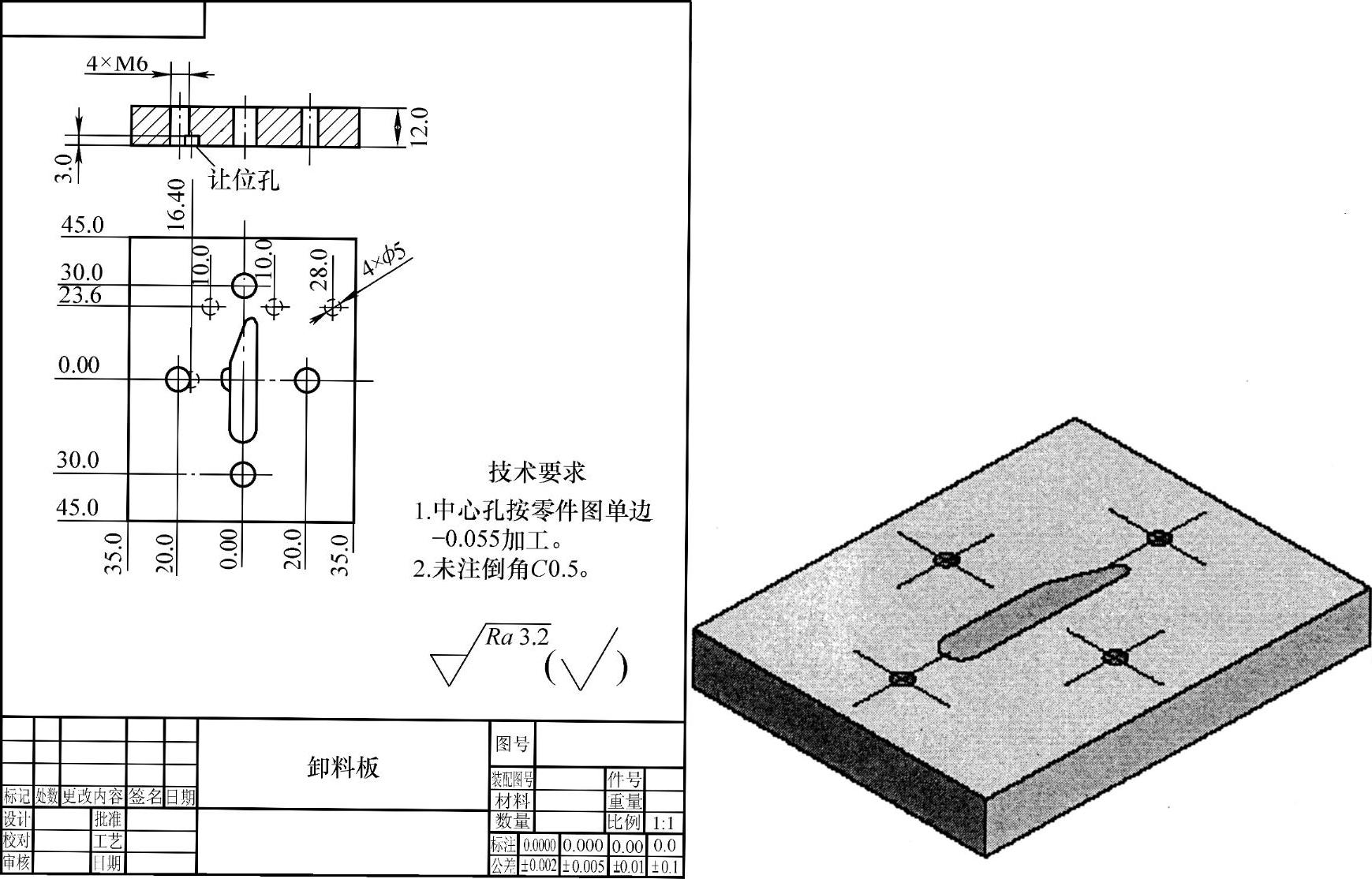
图8-9 卸料板
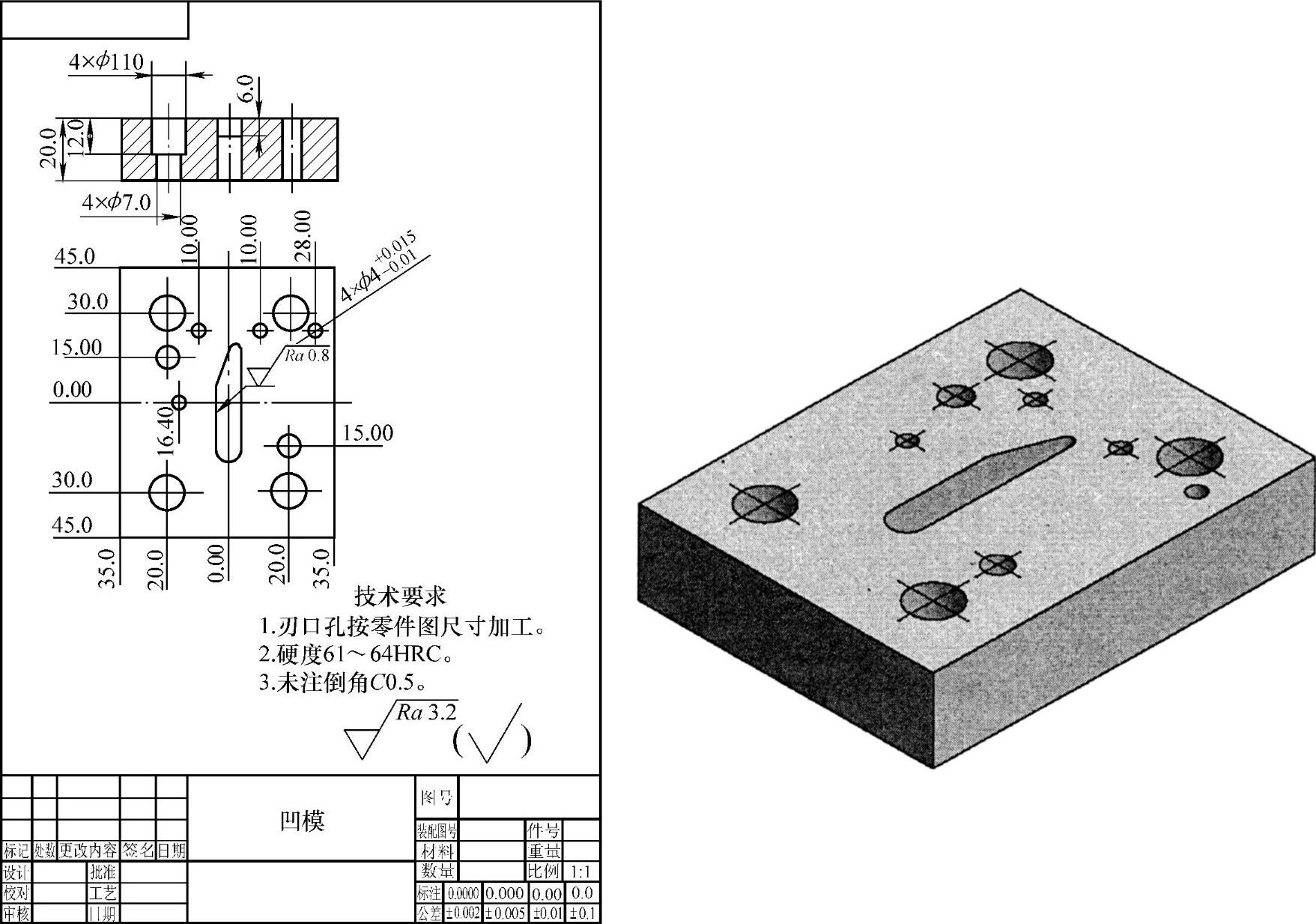
图8-10 凹模
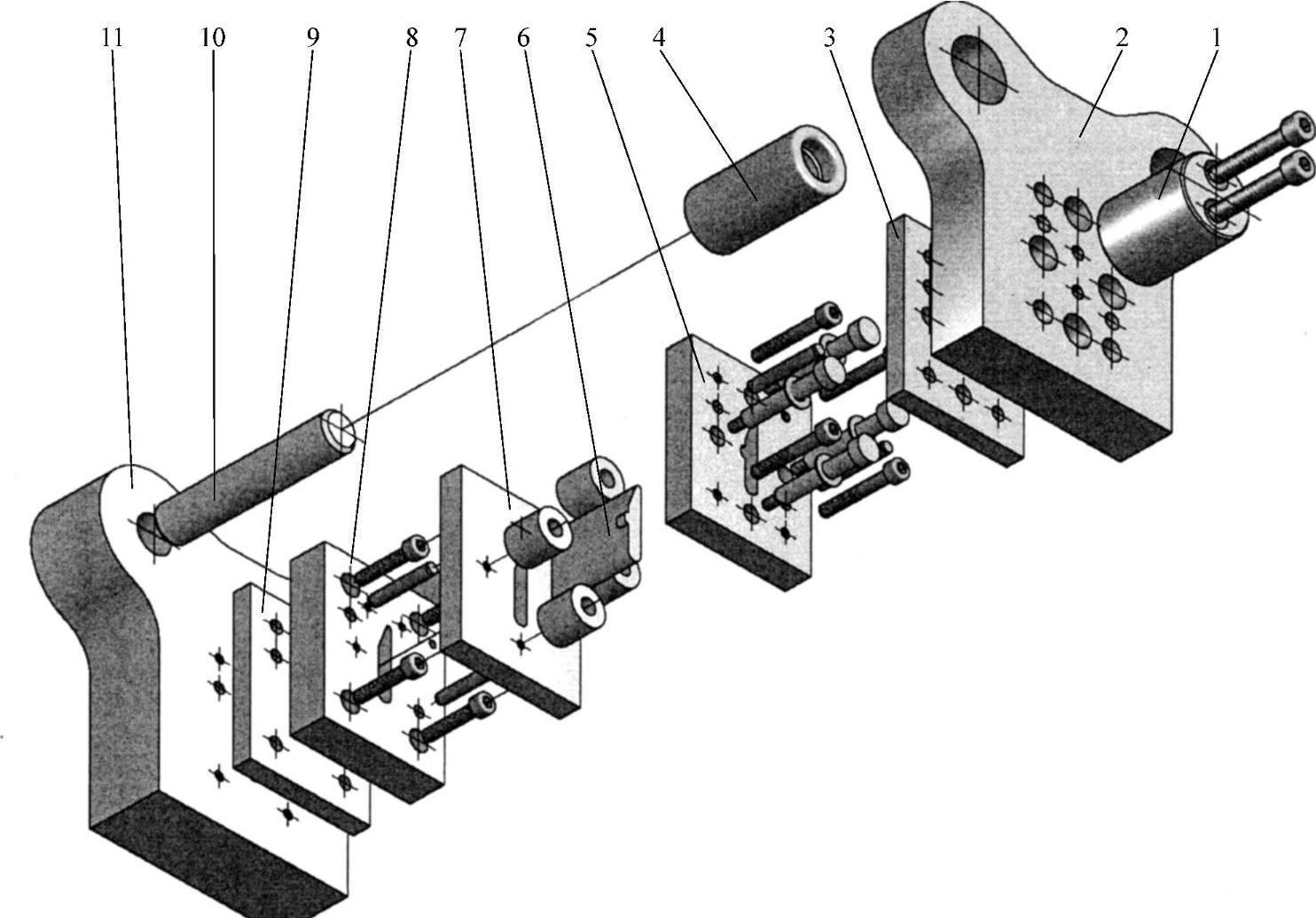
图8-11 冷冲模立体展开图
1—模柄 2—上模座 3—凸模垫板 4—导套 5—凸模固定板 6—凸模 7—弹压卸料板 8—凹模 9—凹模垫板 10—导柱 11—下模座
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




