一、尺寸基准的选择
零件图上的尺寸标注要达到正确、完整、清晰和合理的要求。为了保证以上要求,必须要确定尺寸标注的基准。
尺寸基准可以确定该零件的安装位置,及测量的起点位置,在图形上的表现就是标注尺寸的起点。
尺寸基准主要包括设计基准和工艺基准,工艺基准又包括定位基准和测量基准。
1.设计基准
在零件设计时,根据零件的结构和设计要求而选定标注尺寸的起点称为设计基准。
2.工艺基准
零件在加工时用以加工定位和检验而选定的基准称为工艺基准,包括定位基准和测量基准。
(1)定位基准 在加工过程中零件装夹定位时所用的基准称为定位基准。
(2)测量基准 在测量、检验零件已加工面的尺寸时所用的基准称为测量基准。
在零件图上常以零件的底面、端面、对称平面和回转体的轴线为基准面。如图7-1所示,高度基准即刃口所在的下底面,该基准与其工艺基准重合,也是其设计基准。这种标注形式可以减少加工误差,更能保证模具的整体精度。
二、尺寸标注的注意事项
1.避免标注成封闭尺寸链
图7-3是一个轴类零件,图7-3a中长度方向的尺寸组成了一个封闭的尺寸链条关系,这样的标注看起来是使每个长度尺寸都得到了具体的指定,但是在实际加工中,如果保证了A、B、C这三段长度尺寸,由于积累误差的关系,则必不能保证总长L的尺寸。所以在标注尺寸时,要避免封闭尺寸链的标注形式,必须要在尺寸链上选择一个尺寸不作标注(该尺寸被称为开口环),如图7-3b所示,没有标注C段的尺寸,则该尺寸不用检验,或其尺寸公差要求等级较低,从而保证全长和其他所标注的轴段尺寸。如果必须标注开口环的尺寸,则要标记成参考尺寸样式(如图7-4所示的尺寸数值外加括号的形式)。
2.按加工要求标注尺寸
标注尺寸不仅要考虑开口环的问题,还要考虑加工顺序,如图7-5所示的轴,其长度方向尺寸基准为左端面,而将累积误差放在右端ϕ18的轴段,此尺寸标注符合加工顺序,方便加工和测量,能保证工艺要求。
3.按测量要求标注尺寸
测量一个尺寸时,首先要选择合适的量具。在满足设计要求的前提下,应尽量选择普通量具,所以在标注尺寸时要考虑测量的方便性和简单性。图7-6中如果按照E的尺寸标注,则很难检测,一般都按照F的尺寸标注样式进行键槽的深度标注。(https://www.daowen.com)
如图7-7所示的孔的长度尺寸标注样式,其中图7-7b标注的G和H两个尺寸不方便测量,所以标注成图7-7a的样式较好。
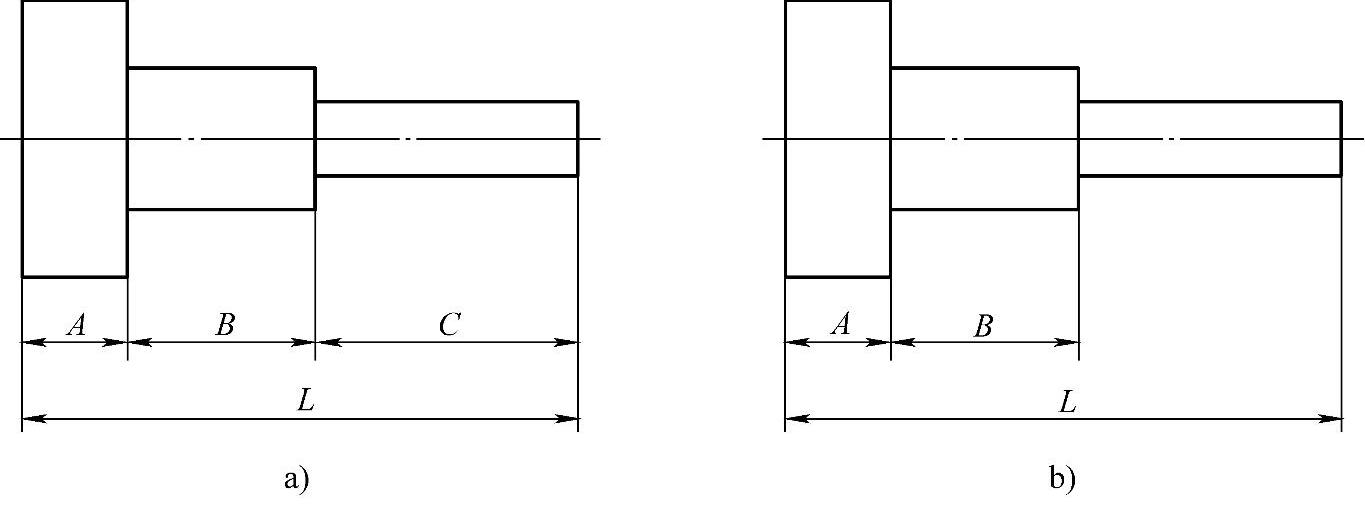
图7-3 尺寸链
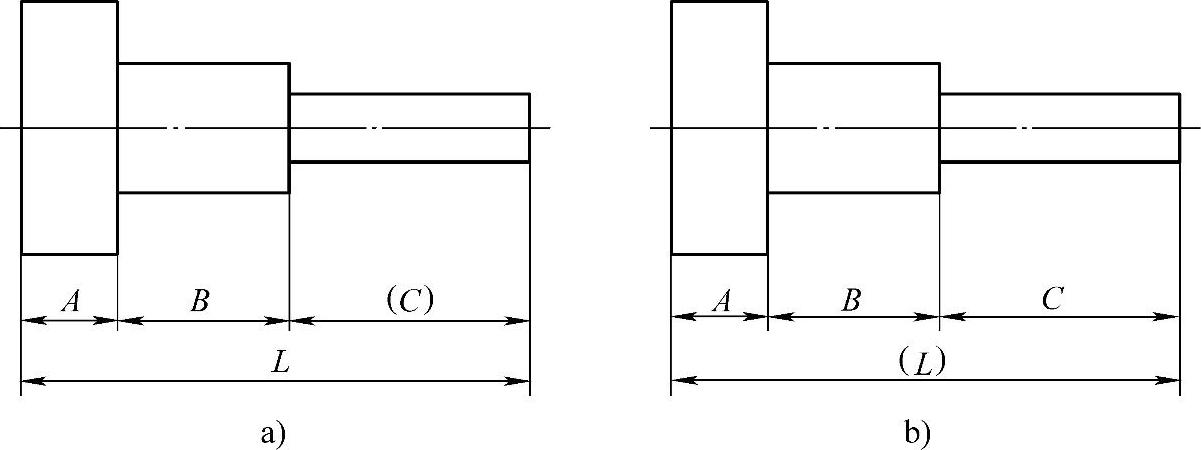
图7-4 参考尺寸的开口环标记
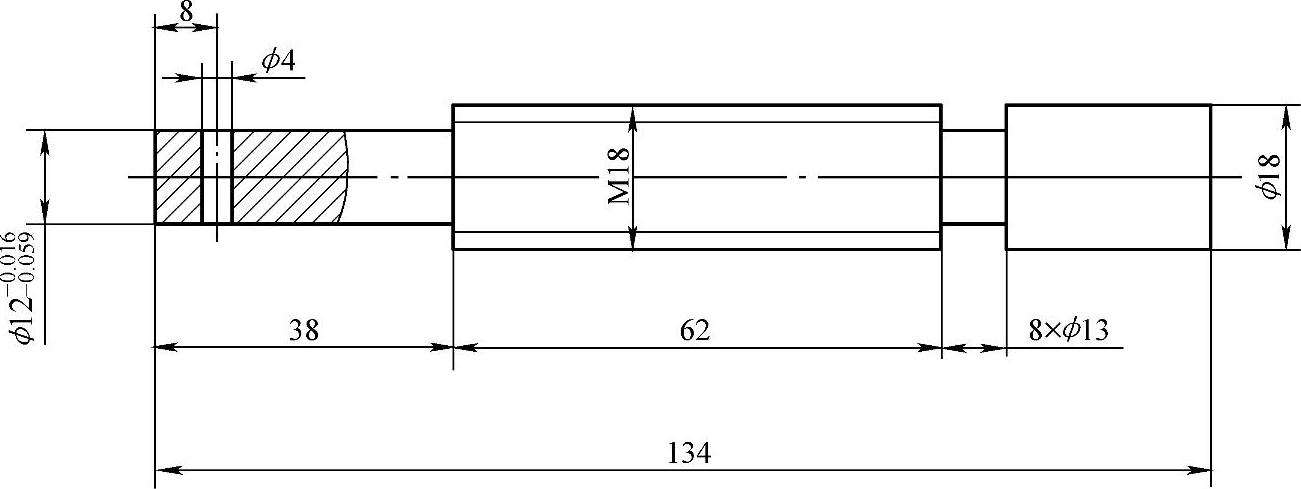
图7-5 按照加工顺序进行尺寸标注
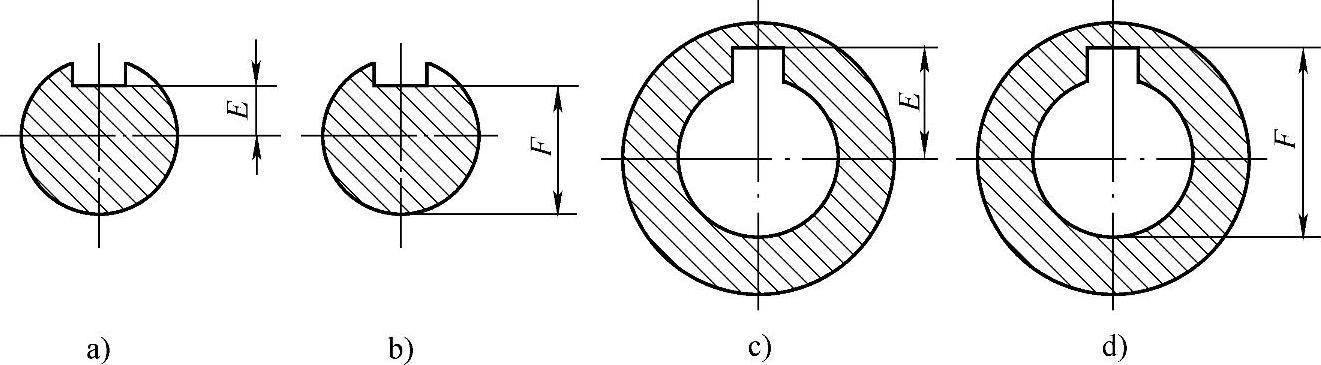
图7-6 键槽深度的尺寸标注
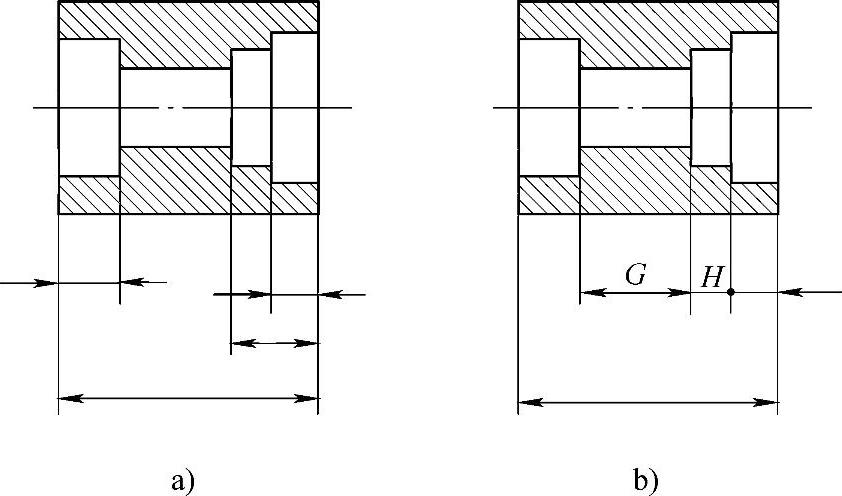
图7-7 按测量要求标注尺寸示例
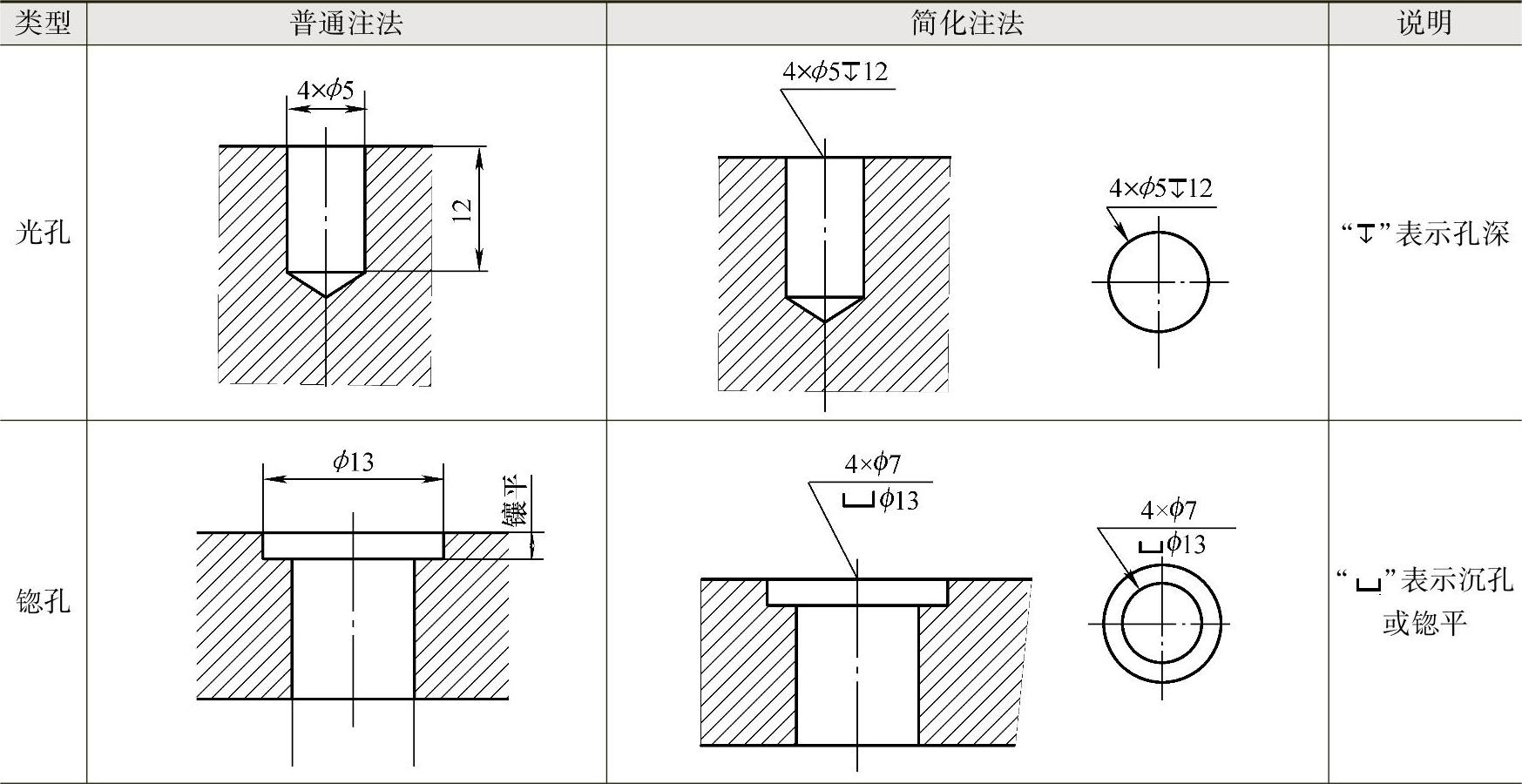
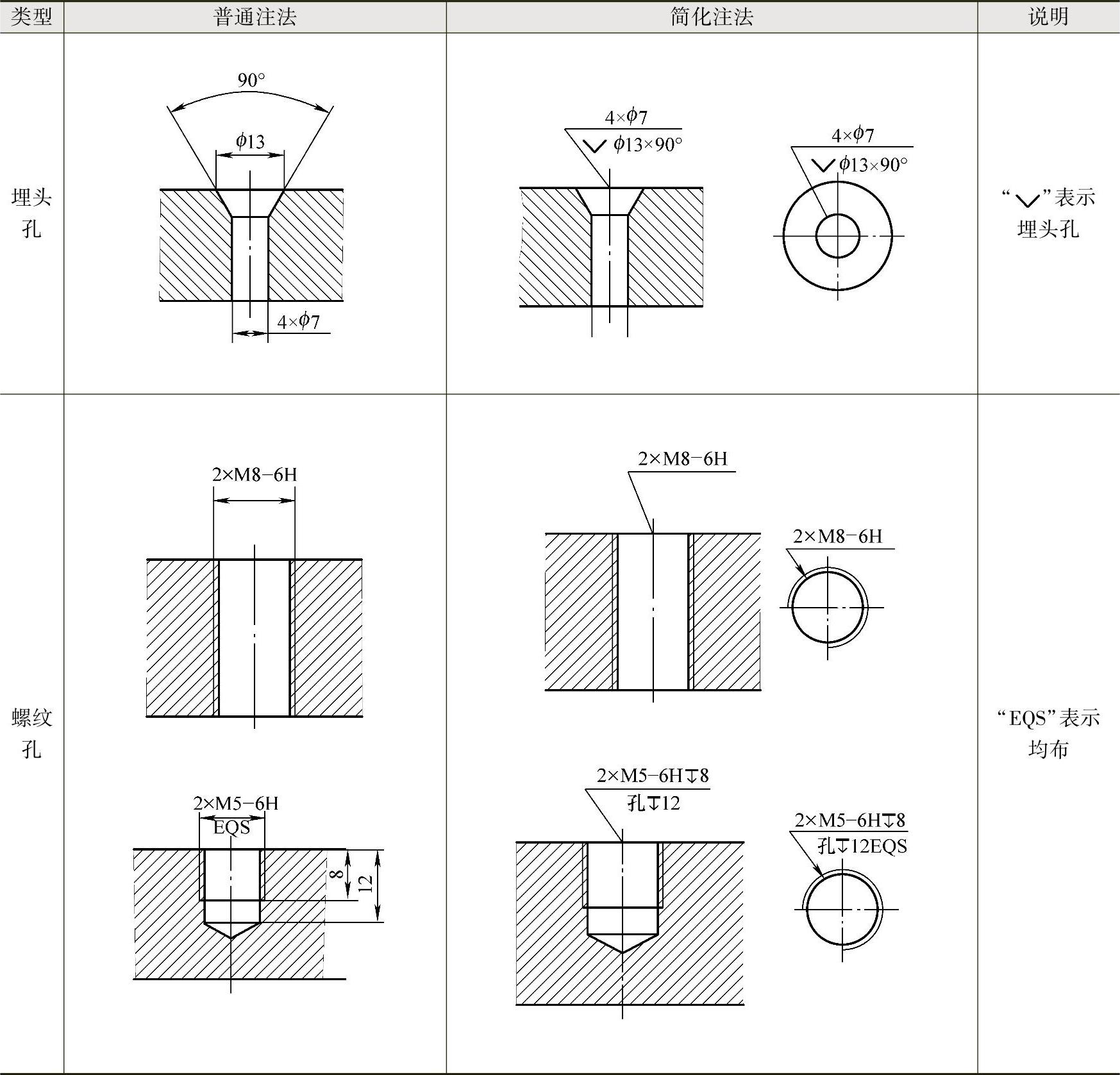
4.常见孔的标注方法
模具零件上常有一些孔的结构,如光孔、螺纹孔、沉孔等,这些结构的标注包括普通注法和简化注法(旁注法)两种。具体标注见表7-1。
表7-1 常见孔的标注方法
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。



