(一)程序指令准备
G74为左旋螺纹攻螺纹循环,当刀具以反转方式切削螺纹至孔底后,主轴正转返回R点平面或初始平面,最终加工出左旋的螺纹孔,如图5-22所示。
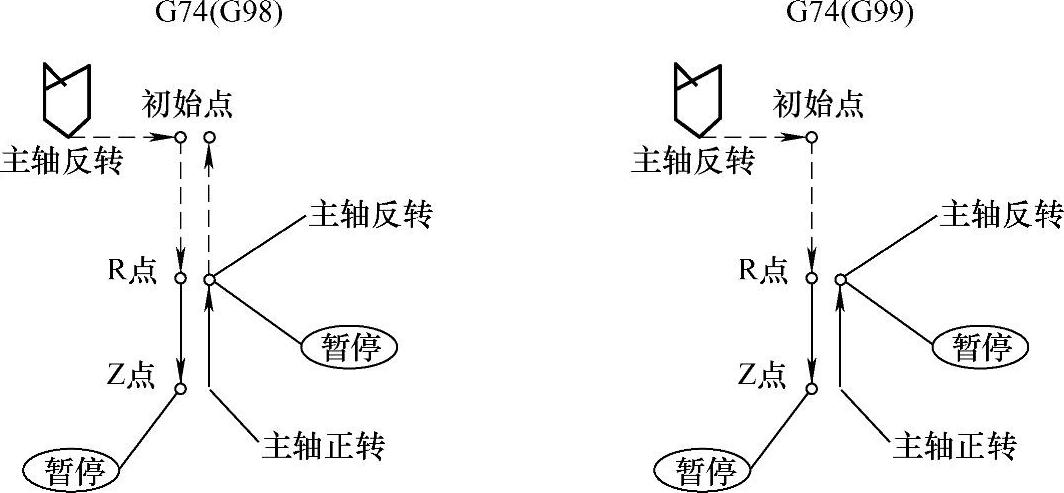
图5-22 G74左旋螺纹攻螺纹循环
G84为右旋螺纹攻螺纹循环,当刀具以正转方式切削螺纹至孔底后,主轴反转返回R点平面或初始平面,最终加工出右旋的螺纹孔,如图5-23所示。
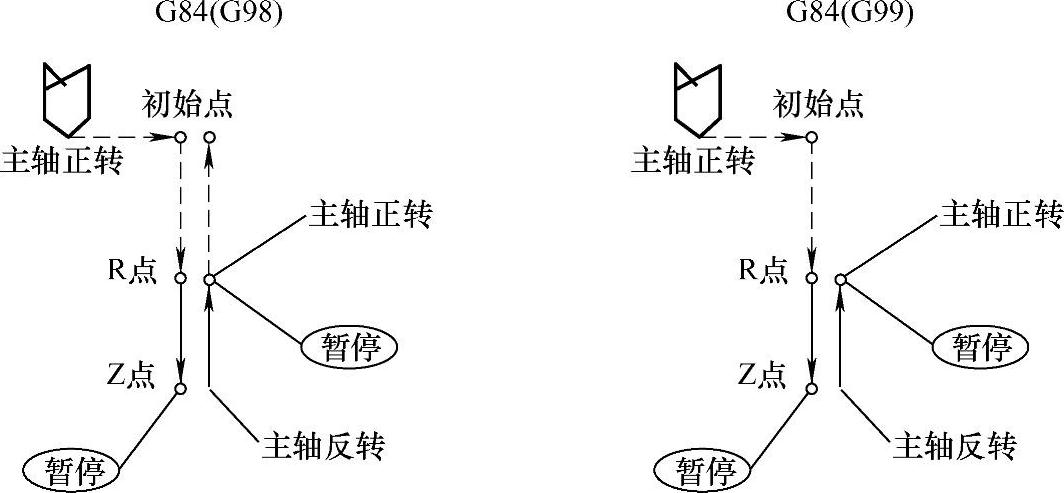
图5-23 G84右旋螺纹攻螺纹循环
指令格式:G74/G84 X____Y____Z____R____P____K____F____
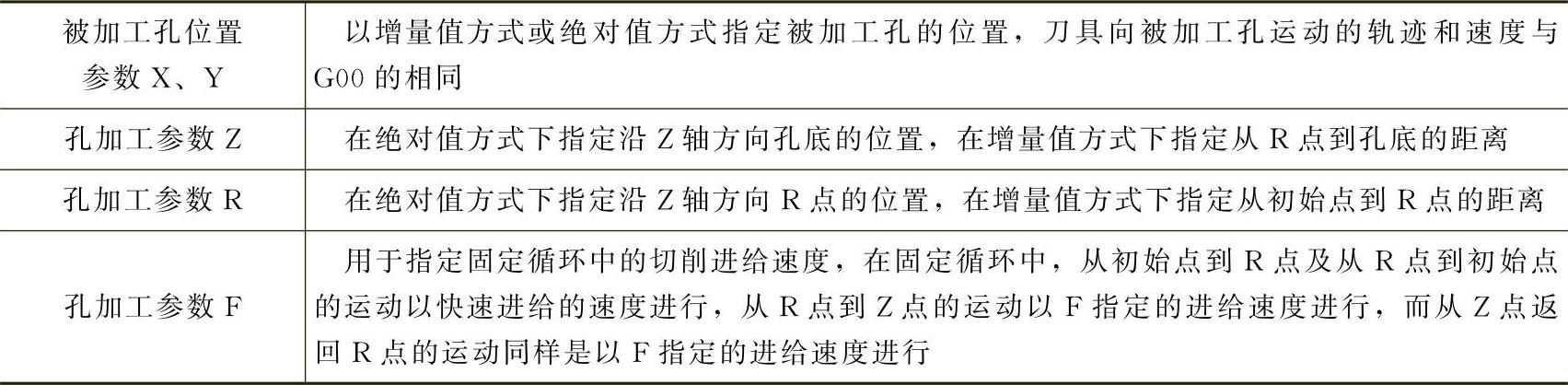
其中:P为刀具在孔底暂停时间,单位为ms,K为固定循环次数,其他参数意义见表5-13。
表5-13 攻螺纹循环指令参数意义
1)当主轴旋转状态由M03/M04/M05指定时,此时的攻螺纹为柔性攻螺纹,下列程序执行时即为柔性攻螺纹:


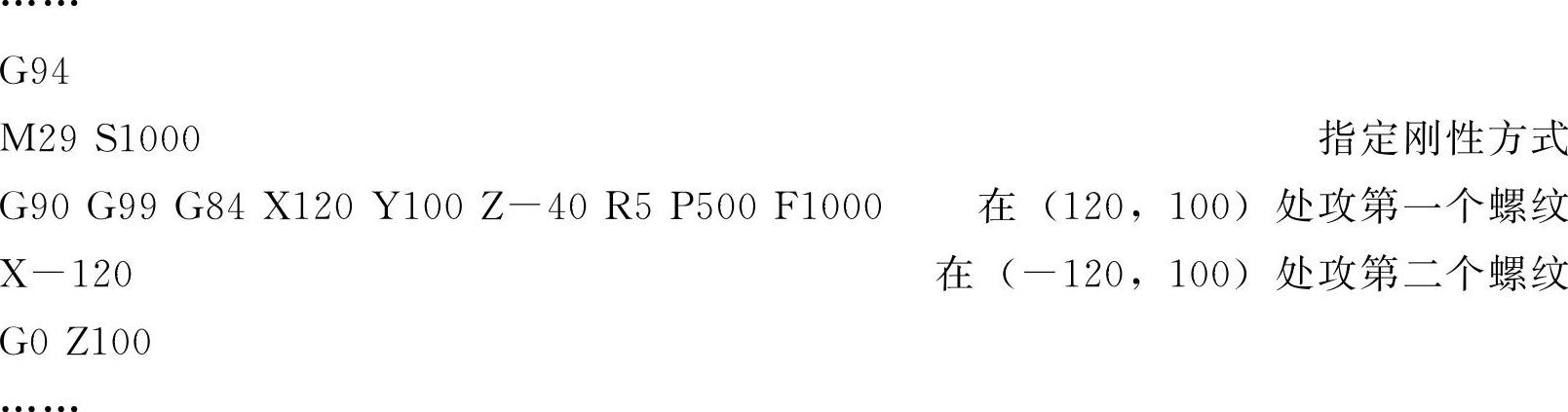
2)当主轴旋转状态用M29指定时,此时的攻螺纹为刚性攻螺纹。下列程序执行时即为刚性攻螺纹:
3)若增加Q参数项,即指令格式为
G74/G84 X____Y____Z____R____P____Q____K____F____,同时主轴旋转状态用M29指定,此时的攻螺纹为排屑式刚性攻螺纹,系统以间歇方式攻螺纹。
(二)螺纹孔的加工方法
在数控铣床上加工螺纹孔,通常采用两种加工方法,即攻螺纹和铣螺纹。在生产实践中,对于公称直径在M24以下的螺纹孔,一般采用攻螺纹方式完成螺孔加工;而对于公称直径在M24以上的螺纹孔,则通常采用铣螺纹方式完成螺孔加工。
1.攻螺纹
攻螺纹就是用丝锥在孔壁上切削出内螺纹,如图5-24所示。
(1)刚性攻螺纹从理论上讲,攻螺纹时机床主轴转一圈,丝锥在Z轴的进给量应等于它的螺距。如果数控铣床/加工中心的主轴转速与其Z轴的进给量总能保持这种同步成比例运动的关系,那么这种攻螺纹方法称为“刚性攻螺纹”。
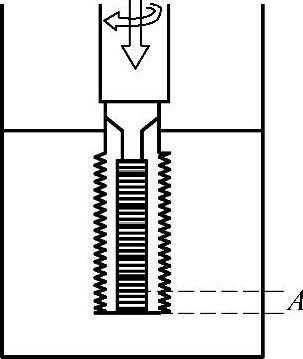
图5-24 用丝锥攻螺纹
(2)柔性攻螺纹 当主轴转速与丝锥进给量没有严格的同步成比例运动关系,而是用可伸缩的攻螺纹夹头、可伸缩攻螺纹刀柄,靠装在攻螺纹夹头内部的弹簧对进给量进行补偿,以改善攻螺纹的精度,这种攻螺纹方法称为“柔性攻螺纹”,如图5-25所示。
对于主轴没有安装螺纹编码器的数控铣床/加工中心,此时主轴的转速和Z轴的进给量是独立控制的,可采用柔性攻螺纹方式加工螺纹孔,但加工精度较刚性攻螺纹低。

图5-25 可伸缩攻螺纹刀柄
为了提高生产率,通常选择耐磨性较好的丝锥(如硬质合金丝锥),在加工中心机床上一次完成螺孔加工。
2.铣螺纹
铣螺纹就是用螺纹铣刀在孔壁上切削内螺纹。其工作原理是:应用G03/G02螺旋插补指令,刀具沿工件表面切削,螺旋插补一周,刀具沿Z轴负向走一个螺距量。
随着数控加工技术的发展,尤其是三轴联动数控加工系统的出现,使更先进的螺纹加工方式———螺纹的数控铣削得以实现。螺纹铣削加工与传统螺纹加工方式相比,在加工精度、加工效率方面具有极大优势,且加工时不受螺纹结构和螺纹旋向的限制,如一把螺纹铣刀可加工多种不同旋向的内、外螺纹。对于不允许有过渡扣或退刀槽结构的螺纹,采用传统的车削方法或丝锥、板牙很难加工,但采用数控铣削却十分容易实现。而且在数控铣削螺纹过程中,对螺纹直径尺寸的调整极为方便,这是采用丝锥、板牙难以做到的。例如,加工M40×2、M45×2、M48×2三种相同螺距的螺纹孔,一般情况下必须使用3个不同的刀柄、丝锥夹套、丝锥才能实现连续加工,而使用螺纹铣刀只用一把刀即可完成全部加工。此外,螺纹铣刀寿命是丝锥的十多倍甚至数十倍。由于螺纹铣削加工的上述优势,目前发达国家的大批量螺纹生产已广泛地采用了铣削工艺。(www.daowen.com)
铣螺纹刀具路径如图5-26所示。
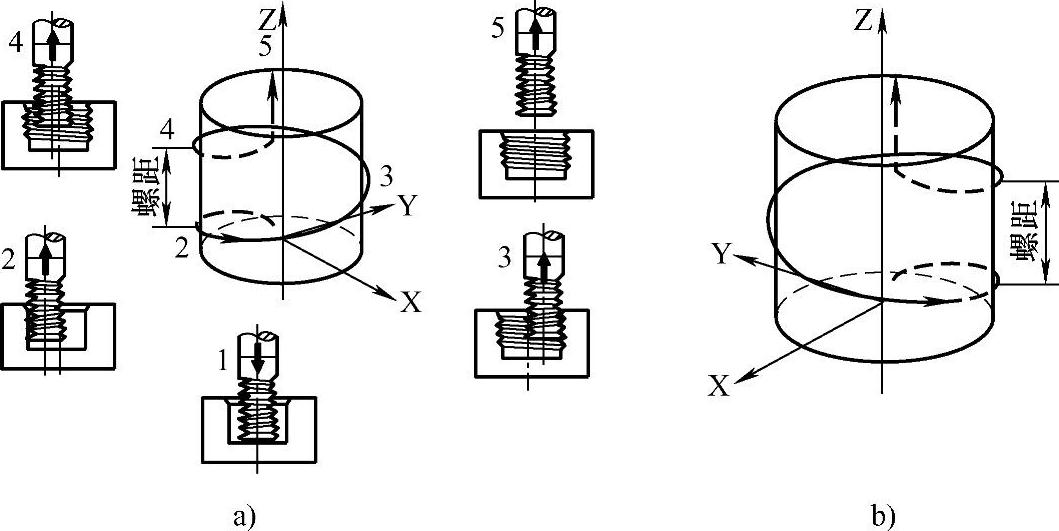
图5-26 螺纹铣削刀具路径示意图
a)右旋螺纹 b)左旋螺纹
1)螺纹铣刀运动至孔深尺寸。
2)螺纹铣刀快速提升到螺纹深度尺寸,以90°或180°圆弧切入螺纹起始点。
3)螺纹铣刀绕螺纹轴线作X、Y方向圆弧插补运动,同时作平行于轴线的+Z向运动,即每绕螺纹轴线运动360°,沿+Z方向上升一个螺距,三轴联动的运行轨迹为一个螺旋线。
4)螺纹铣刀以圆弧从起始点(也是结束点)退刀。
5)螺纹铣刀快速退至工件安全平面,准备加工下一孔。
该加工过程包括内螺纹铣削和螺纹清根铣削,采用一把刀具一次完成,加工效率很高。
从图5-26中还可以看出,右旋内螺纹的加工是从里往外切削,左旋内螺纹的加工是从外向里切削,这主要是为了保证铣削时为顺铣、提高螺纹质量而设计的。
(三)螺纹孔的加工刀具
在生产实践中,加工螺纹孔常用以下几种刀具。
1.丝锥
丝锥是具有特殊槽,带有一定螺距的螺纹圆形刀具。加工中常用的丝锥有直槽和螺旋槽两大类,如图5-27所示。直槽丝锥容易加工、精度略低、产量较大,一般用于普通钻床及攻螺纹机的螺纹加工,切削速度较慢。螺旋槽丝锥多用于数控加工中心钻盲孔用,加工速度较快、精度高、排屑较好、对中性好。常用的丝锥材料有高速钢和硬质合金,现在工具厂提供的丝锥大都是涂层丝锥,较未涂层丝锥的使用寿命和切削性能都有很大的提高。

图5-27 丝锥
a)直槽丝锥 b)螺旋槽丝锥
2.整体式螺纹铣刀
从外形看,整体式螺纹铣刀很像是圆柱立铣刀与螺纹丝锥的结合体,如图5-28所示,但它的螺纹切削刃与丝锥不同,刀具上无螺旋升程,加工中的螺旋升程靠机床运动实现。由于这种特殊结构,使该刀具既可加工右旋螺纹,也可加工左旋螺纹,但不适于加工较大螺距的螺纹。

图5-28 整体式螺纹铣刀
常用的整体式螺纹铣刀可分为粗牙和细牙两种。出于对加工效率和刀具寿命的考虑,螺纹铣刀都采用硬质合金材料制造,并可涂覆各种涂层以适应特殊材料的加工需要。整体式螺纹铣刀适用于钢、铸铁和非金属材料的中小直径螺纹铣削,切削平稳,寿命长。其缺点是刀具制造成本较高,结构复杂,价格昂贵。
3.机夹螺纹铣刀
机夹螺纹铣刀的结构如图5-29所示,适用于加工较大直径(如D>26mm)的螺纹,这种刀具的特点是刀片易于制造,价格较低。有的螺纹刀片可双面切削,但抗冲击性能较整体式螺纹铣刀稍差。因此,这类刀具常推荐用于加工铝合金材料。

图5-29 机夹螺纹铣刀
4.螺纹钻铣刀
螺纹钻铣刀由头部的钻削部分、中间的螺纹铣削部分及切削刃根部的倒角刃三部分组成,如图5-30所示,钻削部分的直径就是刀具所能加工螺纹的底径。这类刀具通常用整体硬质合金制成,是一种加工中小直径内螺纹的高效加工刀具。螺纹钻铣刀可以一次完成钻螺纹底孔、孔口倒角和内螺纹的加工,减少了刀具使用数量,如图5-31所示。
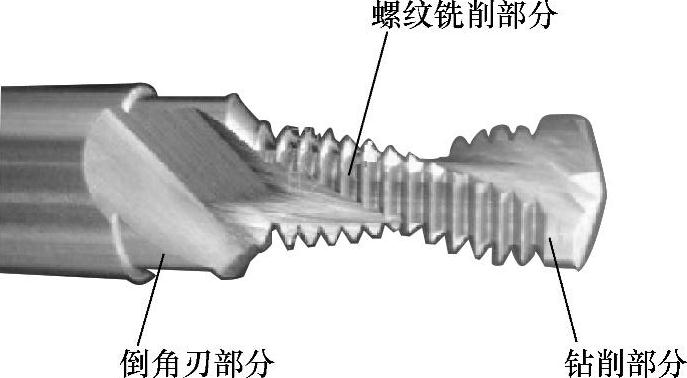
图5-30 螺纹钻铣刀
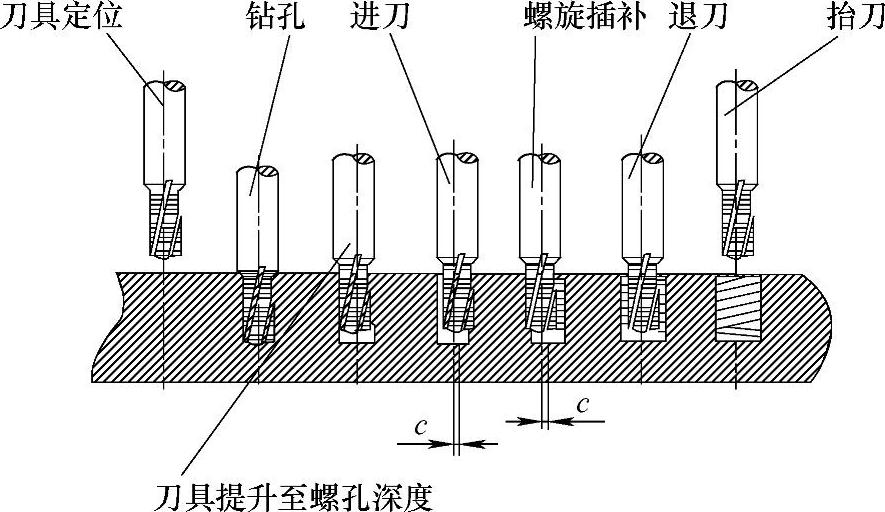
图5-31 螺纹钻铣刀工作示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





