1.刀柄
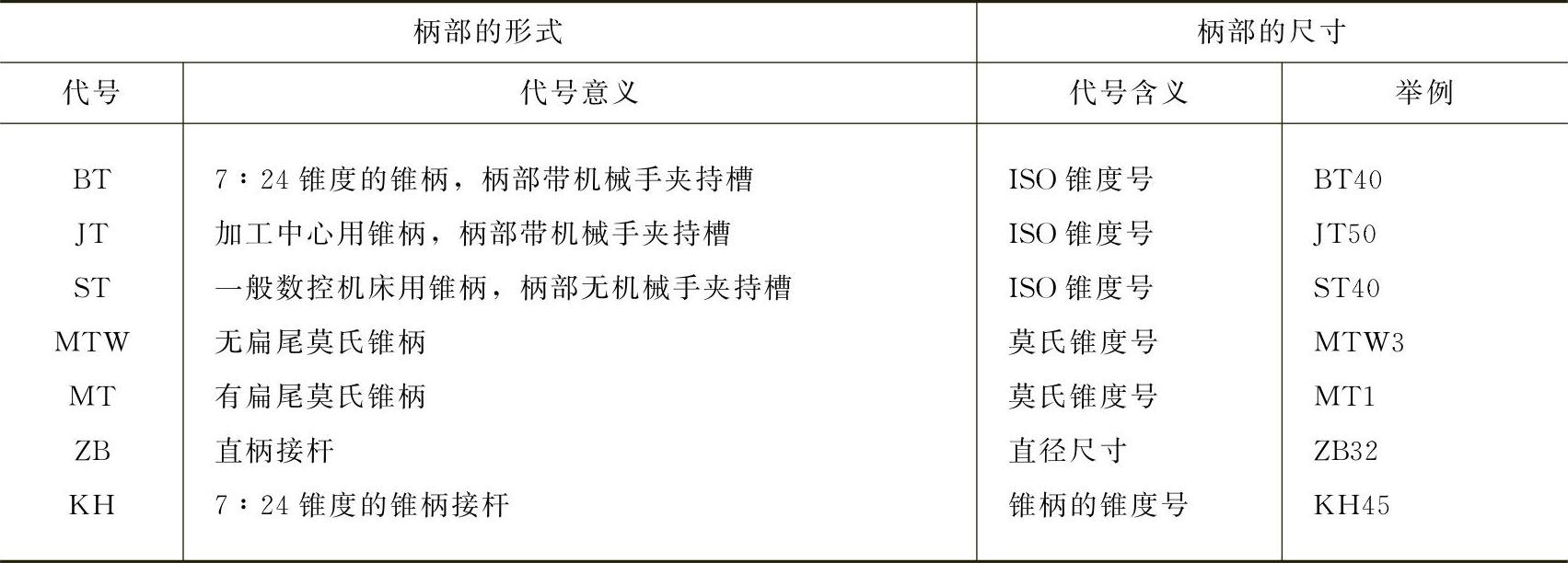
数控铣床和加工中心使用的刀具通过刀柄与主轴相连,刀柄通过拉钉和主轴内的拉刀装置固定在轴上,由刀柄夹持传递速度和转矩。数控铣床刀柄一般采用7∶24锥面与主轴锥孔配合定位,这种锥柄不自锁,换刀方便,与直柄相比有较高的定心精度和刚度。数控铣床的通用刀柄分为整体式和组合式两种。为了保证刀柄与主轴的配合与连接,刀柄与拉钉的结构和尺寸均已标准化和系列化,尤其是加工中心所用刀柄,如美国的代号CAT、日本的代号BT和我国的代号JT等。TSG工具系统刀具柄部的形式和尺寸代号见表1-3。
表1-3 TSG工具系统刀具柄部的形式和尺寸代号
常用的刀柄和夹簧如图1-16所示,常用的拉钉如图1-17所示。

图1-16 刀柄和夹簧

图1-17 拉钉
2.数控铣削刀具
与普通铣床的刀具相比较,数控铣床和加工中心用的刀具制造精度更高,要求高速、高效率加工,刀具使用寿命更长。其刀具的材质选用高强韧性高速钢、硬质合金、立方氮化硼、人造金刚石等,高速钢、硬质合金采用TiC和TiN涂层及TiC-TiN复合涂层来提高刀具使用寿命。在结构形式上,采用整体硬质合金或使用可转位刀具技术。
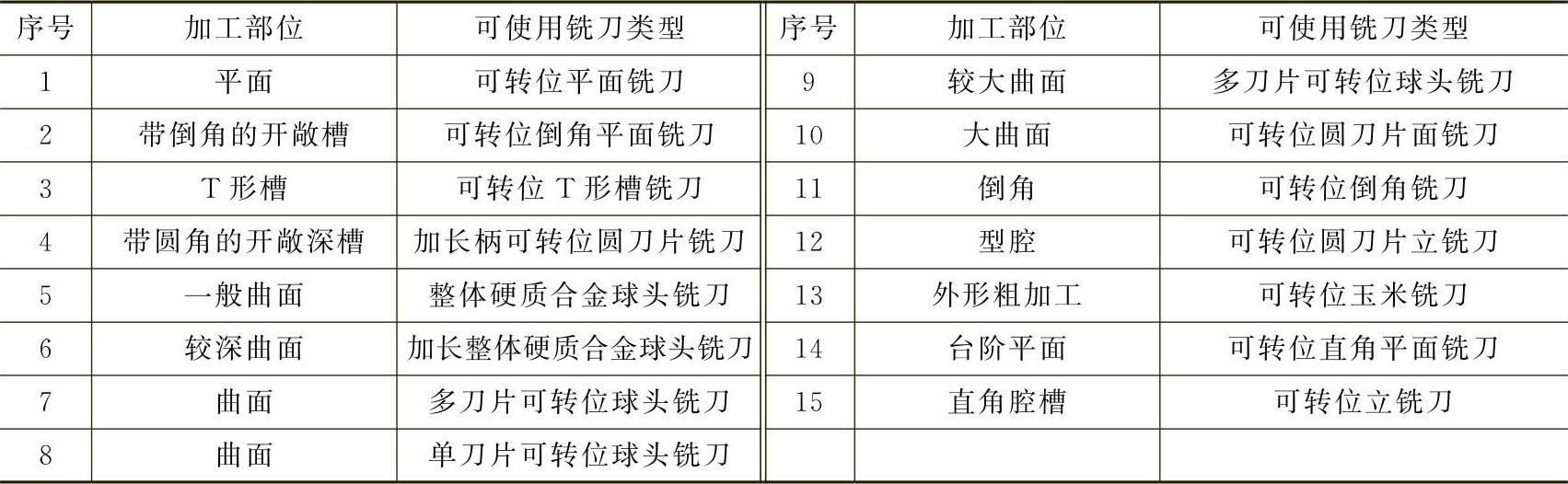
常见的数控铣削刀具如图1-18所示。数控铣刀种类和尺寸一般根据加工表面的形状特点和尺寸来选择,具体见表1-4。
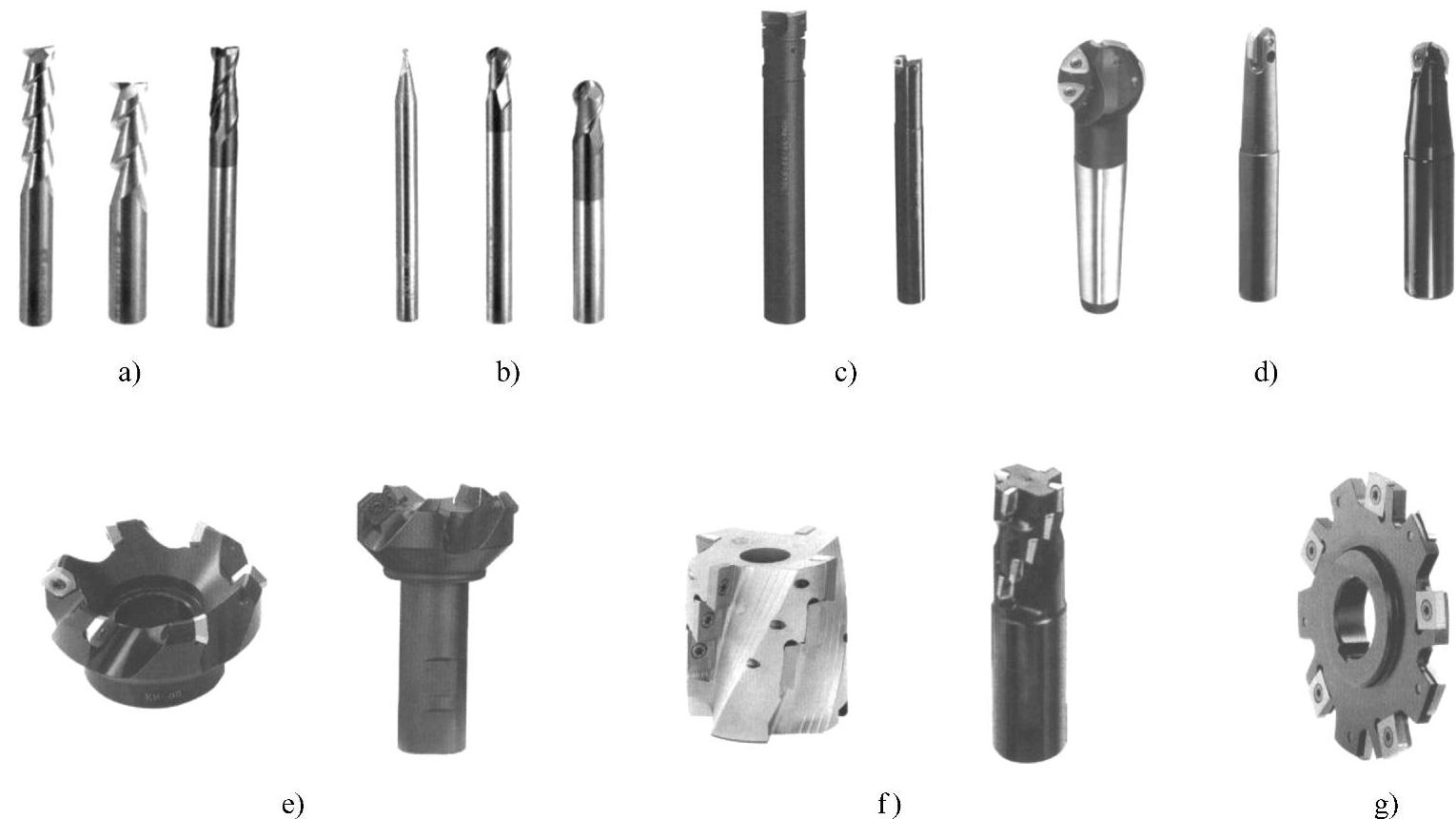
图1-18 数控铣削刀具
a)整体直立铣刀 b)整体球头铣刀 c)可转位直立铣刀 d)可转位球头铣刀 e)面铣刀 f)可转位螺旋立铣刀 g)可转位侧刃铣刀
表1-4 铣削加工部位及所使用铣刀的类型
在数控铣削加工中,由于加工对象复杂多变,刀具的结构、形式和尺寸也是多种多样的,常用的铣刀类型如图1-19所示。
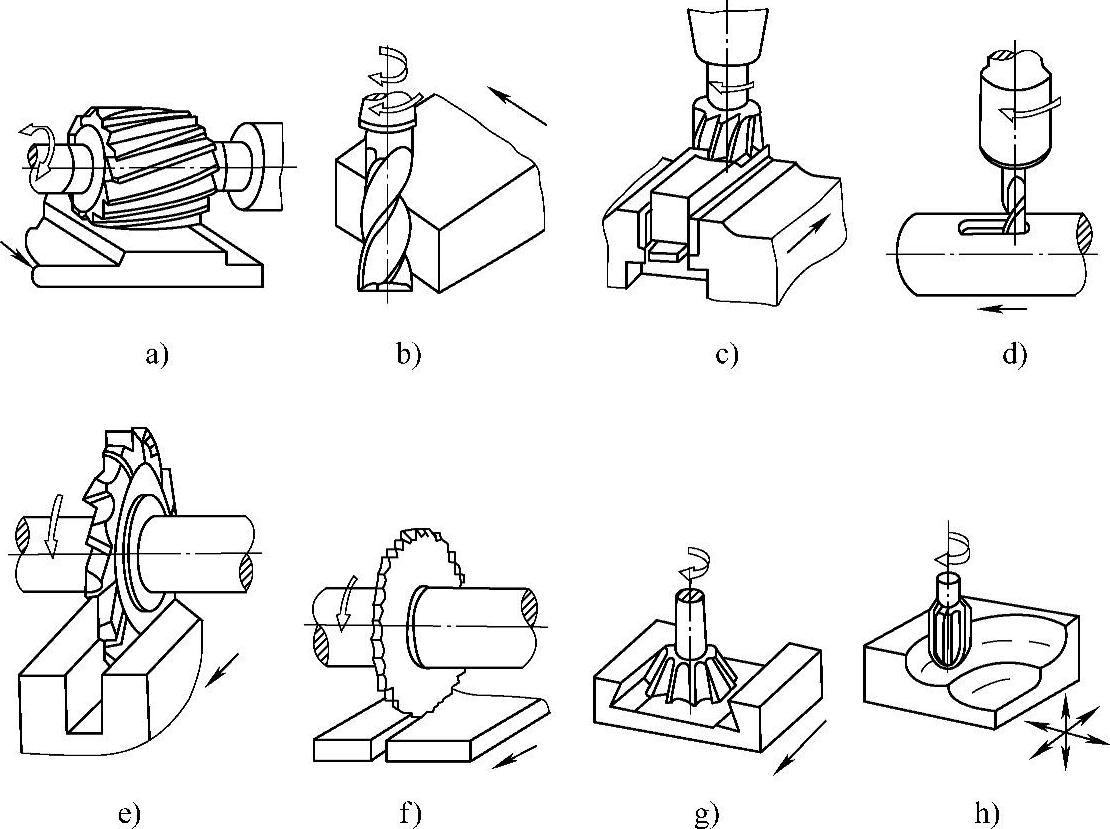
图1-19 常用的铣刀类型(www.daowen.com)
a)圆柱铣刀 b)立铣刀 c)硬质合金面铣刀 d)键槽铣刀 e)三面刃铣刀 f)锯片铣刀 g)角度铣刀 h)球头铣刀
铣削平面的铣刀有面铣刀、立铣刀、三面刃铣刀和圆柱铣刀等。面铣刀的刀齿通常由硬质合金制成,圆柱铣刀、三面刃铣刀等一般用高速钢制成,立铣刀多用高速钢,也有镶焊硬质合金的立铣刀。
(1)面铣刀 面铣刀有盘式面铣刀和套式面铣刀,如图1-20a、b所示。盘式面铣刀刀头为硬质合金,分为焊接式和机夹式,机夹式面铣刀现在多采用可转位不重磨刀片,如图1-20c所示,通常采用直角面铣刀杆,如图1-20d所示。
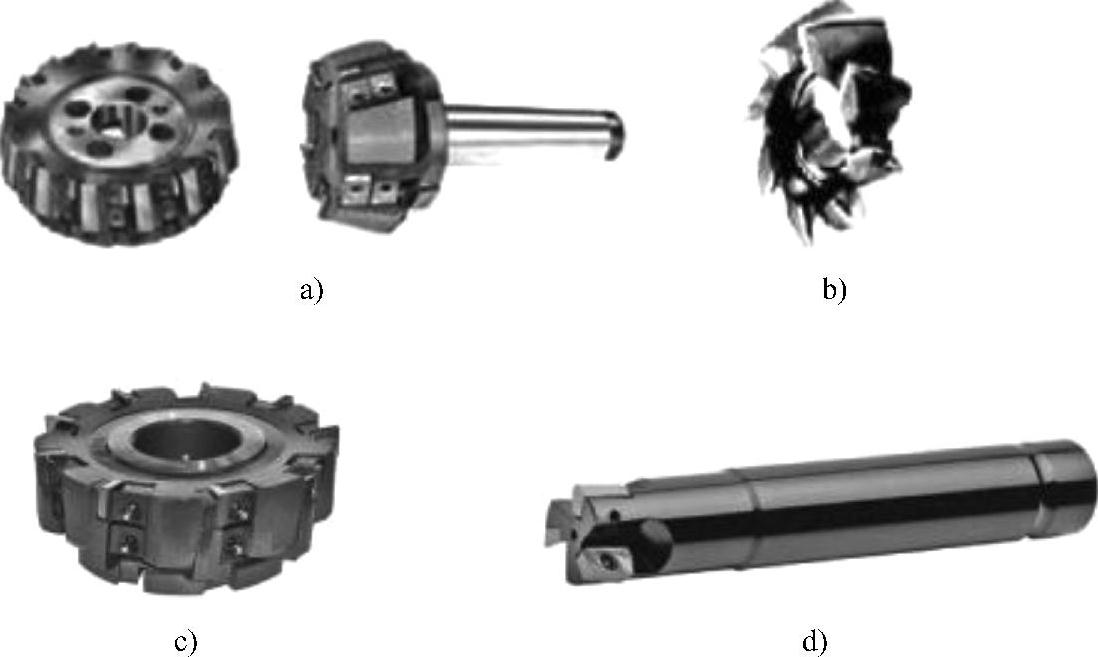
图1-20 面铣刀
a)盘式面铣刀 b)套式面铣刀 c)机夹式面铣刀片 d)直角面铣刀杆
面铣刀可直接安装在立式铣床与卧式铣床主轴孔上进行铣削,其安装刚性好,刀盘上有很多个刀头,切削厚度相对较小,且加工时刀齿以主切削刃切削,所以切削力较小,适于强力切削和高速切削,生产率较高。
面铣刀刀头分为焊接式与不重磨式,不重磨式铣刀头刀片的几何角度由刀盘与刀片在制造时确定,焊接式铣刀头需要操作者刃磨。
(2)立铣刀 立铣刀有直柄立铣刀和锥柄立铣刀两种,如图1-21所示。直柄立铣刀直径较小,一般在ϕ16mm以下。立铣刀材料有高速钢和硬质合金两种。立铣刀的刚性较差,加工的切削用量不宜选得过大,否则会产生振动或崩刃,甚至断刀。
新的立铣刀角度已成形,不用刃磨,经过使用磨损后,才要进行修磨,主要刃磨端头的几个主切削刃,刃磨时应注意各主切削刃的高低及后角大小一致。
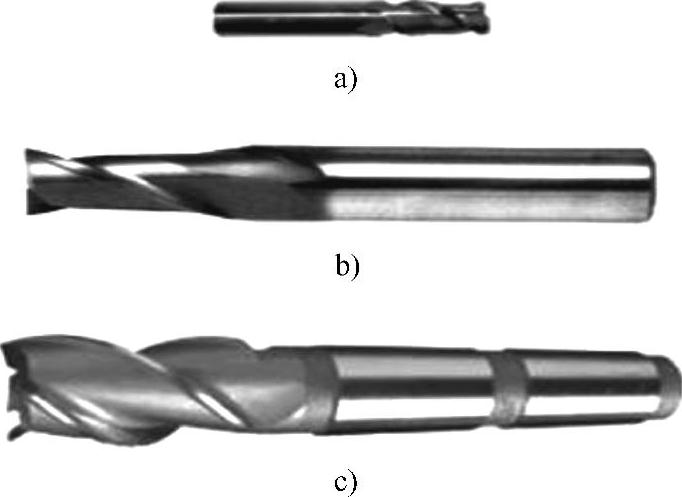
图1-21 立铣刀
a)高速钢直柄立铣刀 b)硬质合金三刃直柄立铣刀 c)锥柄立铣刀
(3)三面刃铣刀 三面刃铣刀一般用高速钢制成,有的镶焊硬质合金刀片,图1-22所示为镶硬质合金的三面刃铣刀。硬质合金三面刃铣刀耐磨性较好,故得到了广泛使用。
(4)圆柱铣刀 圆柱铣刀如图1-23所示,刀体全部由高速钢制成,加工时不宜选择太高的切削速度,所以效率较低,应用不广泛。

图1-22 三面刃铣刀

图1-23 圆柱铣刀
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。



