1.选择、编辑程序
1)在软件主操作界面下,按<F2>键进入编辑功能子菜单,如图1-9所示。
2)在编辑功能子菜单下按<F2>键,弹出如图1-10所示的选择编辑程序菜单。

图1-10 选择编辑程序菜单
3)移动光标,选择“磁盘程序”(或按<F1>键),再按<Enter>键,弹出如图1-11所示对话框。
用Tab键,▲、▼、▶、◀键,<Enter>键选中想要编辑的磁盘程序的路径和名称,就可以打开原有文件。
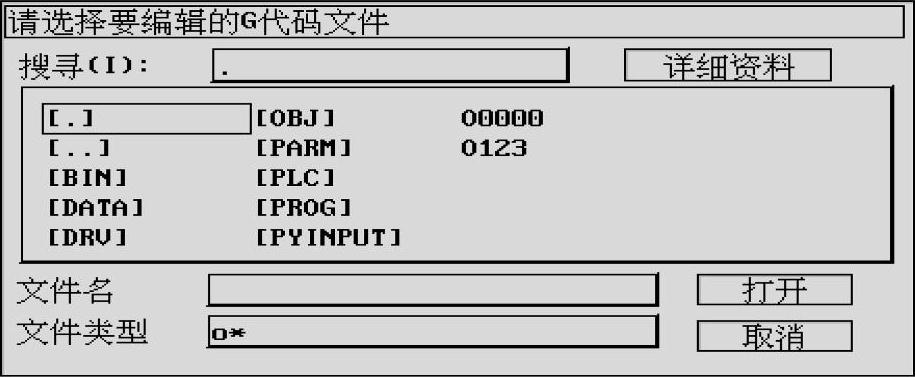
图1-11 选择程序对话框
若在“文件名”栏中输入新文件名,将建立一个0字节的程序。
注意:
1)文件名一般由字母“O”或“%”开头,后面跟4个(或多个)数字组成。
2)HNC-21M数控系统扩展了标识零件程序文件的方法,可以使用任意DOS文件名(如Mypart.001、O1234等)。
3)新建或打开程序后,就可以输入、编辑当前程序了。
2.程序输出方法
当完成程序编辑后,可以将程序保存在磁盘中或通过RS232串口传送到上位计算机中。
3.选择运行程序
1)在主菜单下按<F1>键进入程序运行子菜单,如图1-12所示。
2)在程序运行子菜单下按<F1>键,将弹出如图1-13所示的选择运行程序子菜单(按<Esc>键可取消该菜单),并选择运行程序。

图1-12 程序运行子菜单
图1-13 选择运行程序子菜单
4.程序校验
程序校验用于对调入加工缓冲区的零件程序进行校验,并提示可能出现的错误。以前未在机床上运行的新程序在调入后最好先进行校验运行,检验正确无误后再启动自动运行。程序校验运行的操作步骤如下。
1)选择要校验的加工程序。(www.daowen.com)
2)按下机床控制面板上的“自动”按键 ,进入程序运行方式。
,进入程序运行方式。
3)在程序运行子菜单下按<F3>键,此时软件操作界面的工作方式显示为“校验运行”。
4)选择“自动”或“单段”运行方式。
5)按机床控制面板上的“循环启动”按键 ,程序校验开始。
,程序校验开始。
6)若程序正确,在校验完后光标将返回到程序头,且软件操作界面的工作方式显示改回为“自动”;若程序有错,命令行将提示程序的哪一行有错。
注意:
1)校验运行时机床不动作。
2)为确保加工程序正确无误,请选择不同的图形显示方式来观察校验运行的结果。
在一般情况下(除编辑功能子菜单外),按<F9>键将弹出如图1-14所示的显示方式菜单。按<F6>键,弹出8种显示模式,如图1-15所示。
图1-14 显示方式菜单
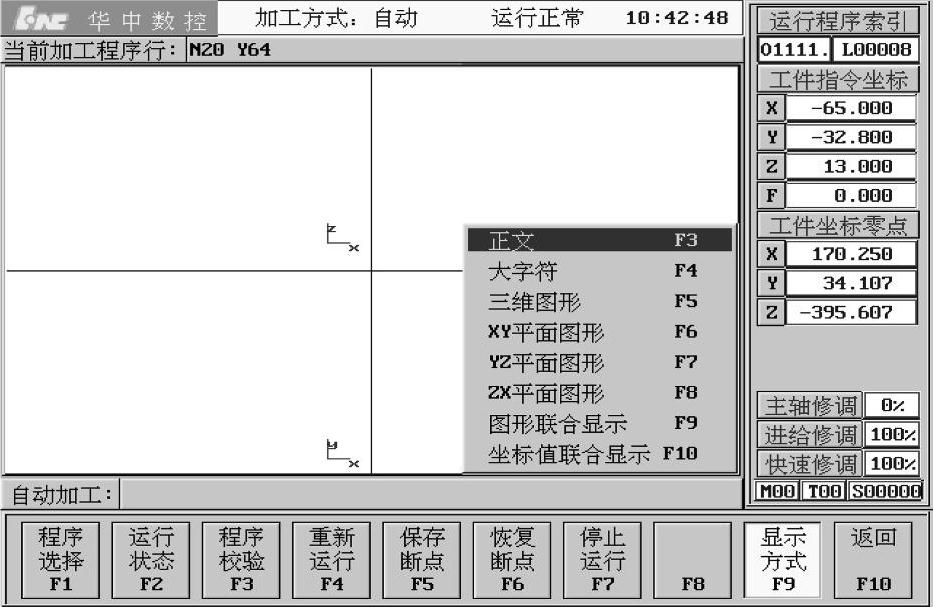
图1-15 华中HNC-22M数控系统的8种显示模式
【正文】:当前加工的G代码程序。
【大字符】:由“显示值”菜单所选显示值的大字符。
【三维图形】:当前刀具轨迹的三维图形。
【XY平面图形】:刀具轨迹在XY平面上的投影(俯视图)。
【YZ平面图形】:刀具轨迹在YZ平面上的投影(左视图)。
【ZX平面图形】:刀具轨迹在ZX平面上的投影(主视图)。
【图形联合显示】:刀具轨迹的三视图及其轴测图。
【坐标值联合显示】:指令坐标、实际坐标及剩余进给。
5.自动加工
系统调入零件加工程序,经校验无误后,可正式启动运行。
1)选择运行程序。
2)按一下机床控制面板上的“自动”按键 ,指示灯亮,进入程序运行方式。
,指示灯亮,进入程序运行方式。
3)按一下机床控制面板上的“循环启动”按键 ,指示灯亮,机床开始自动运行调入的零件加工程序。
,指示灯亮,机床开始自动运行调入的零件加工程序。
自动加工过程中,根据需要可以进行暂停、终止、重新运行等控制。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




