数控系统与外部数据交换的常见接口有:CF卡接口和RS232通信接口等。
1.CF卡程序传输与DNC知识
1)在LCD显示器左侧有一个小门,拨开后可看到CF卡插槽。CF卡通过PCMCIA转接卡与数控系统实现数据交换。
2)必须准备一张CF卡(建议512MB以下)和一个PCMCIA转接卡,参见图3-3。
3)CF卡与系统交换数据,系统的I/O通道必须设置为4,参见图3-94。
4)CF卡进行DNC加工必须设置系统参数0138#7的MDN=1,参见图3-25和3.11.1的内容。
5)CF卡程序传输的操作参见3.6.8的相关内容。
6)CF卡DNC加工操作参见3.4.4的相关内容。
2.RS232通信接口程序传输与DNC知识
1)在图3-1所示LCD显示器右上部机床操作面板上有一小盖,打开后可以看到一个长梯形25孔插口,这就是RS232通信接口。注意,RS232通信接口布局位置由机床厂家确定,不同机床略有差异。
2)必须准备好一台PC及一款程序传输软件,一根能满足FANUC0iMC系统程序传输的RS232C传输线,参见图3-3。
3)用RS232通信接口实现PC与数控机床通信,系统的I/O通道必须设置为1。
4)RS232通信接口程序传输的操作参见3.6.7的相关内容。其中程序传输可采用参考文献[10]中介绍的利用MasterCAM软件的通信功能进行,也可以用下面介绍的CIMCO Edit软件进行。
5)利用RS232通信接口交换数据进行DNC加工时,程序的执行与传输是实时同步的,因此,还必须进行通信参数的设置,如图5-30所示,具体操作如下:
①按下手动输入键,进入MDI工作方式。按下OFS/SET键,进入设定画面。
②设置或确认I/O通道为1,使得RS232通信接口有效。
③按下SYSTEM键,进入参数设置画面。
④按两次继续菜单键,找到出现[ALLIO]软键的画面。
⑤按下[ALLIO]软键,进入读入/传出(程序)设置画面,在其中设置通信参数。
⑥移动光标至待修改位置,如图5-30中波特率处,在输入缓冲区键入待修改值(9600),按下INPUT键可修改光标处的参数。注意,输入缓冲区键入数值或按下[(操作)]软键,下部的软键会发生变化。

图5-30 RS232通信接口DNC设置画面的进入与修改
FANUC数控系统的通信参数设置如下:(www.daowen.com)
①数据传输格式:选ASCII。
②端口:其设置应与计算机物理端口相对应,如COM1。
③奇偶效验位(同位检查):FANUC数控系统只支持EVEN(偶)或者NONE(无)。
④数据位,FANUC数控系统只支持7位。
⑤停止位,FANUC数控系统支持2或者1。
⑥传输协议:选择软件或无。
⑦波特率:选择4800,其与计算机侧必须相等。
说明:RS232通信接口DNC加工时,机床侧与PC侧参数必须保持一致。波特率是程序传输的速度,设置得太大则传输快,但容易出错,对于程序传输,一般设置为4800即可。在线加工可根据需要选择得大一点。
6)RS232通信接口DNC加工时,PC侧必须要有一款通信传输软件,这里以CIMCO Edit软件为例进行介绍。
①通信参数的设置如图5-31所示。
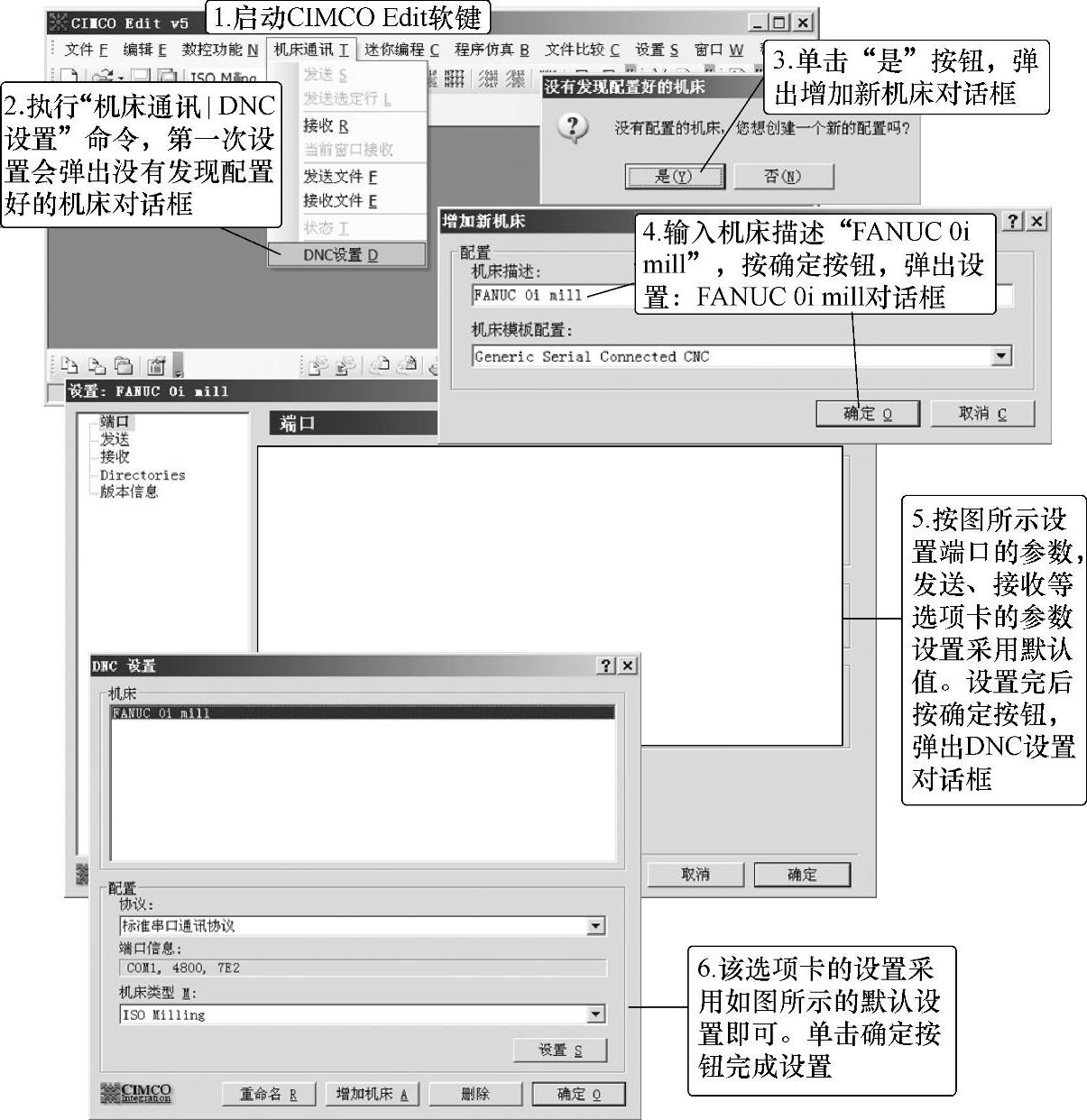
图5-31 CIMCO Edit软件通信参数的设置图解
②DNC加工的操作步骤如图5-32所示。仍以第3章的程序O0301为例。
说明:在程序执行之初安排单段执行加工程序比较安全。若不按下单段键就执行程序,则机床立即进入连续的自动执行程序状态,直至程序结束。
CIMCO Edit软件同样可用于RS232通信接口的程序传输,PC侧的操作步骤可参见图5-32b,只是发送状态对话框中的程序是连续滚动,进程条连续进行,直至程序传输结束。
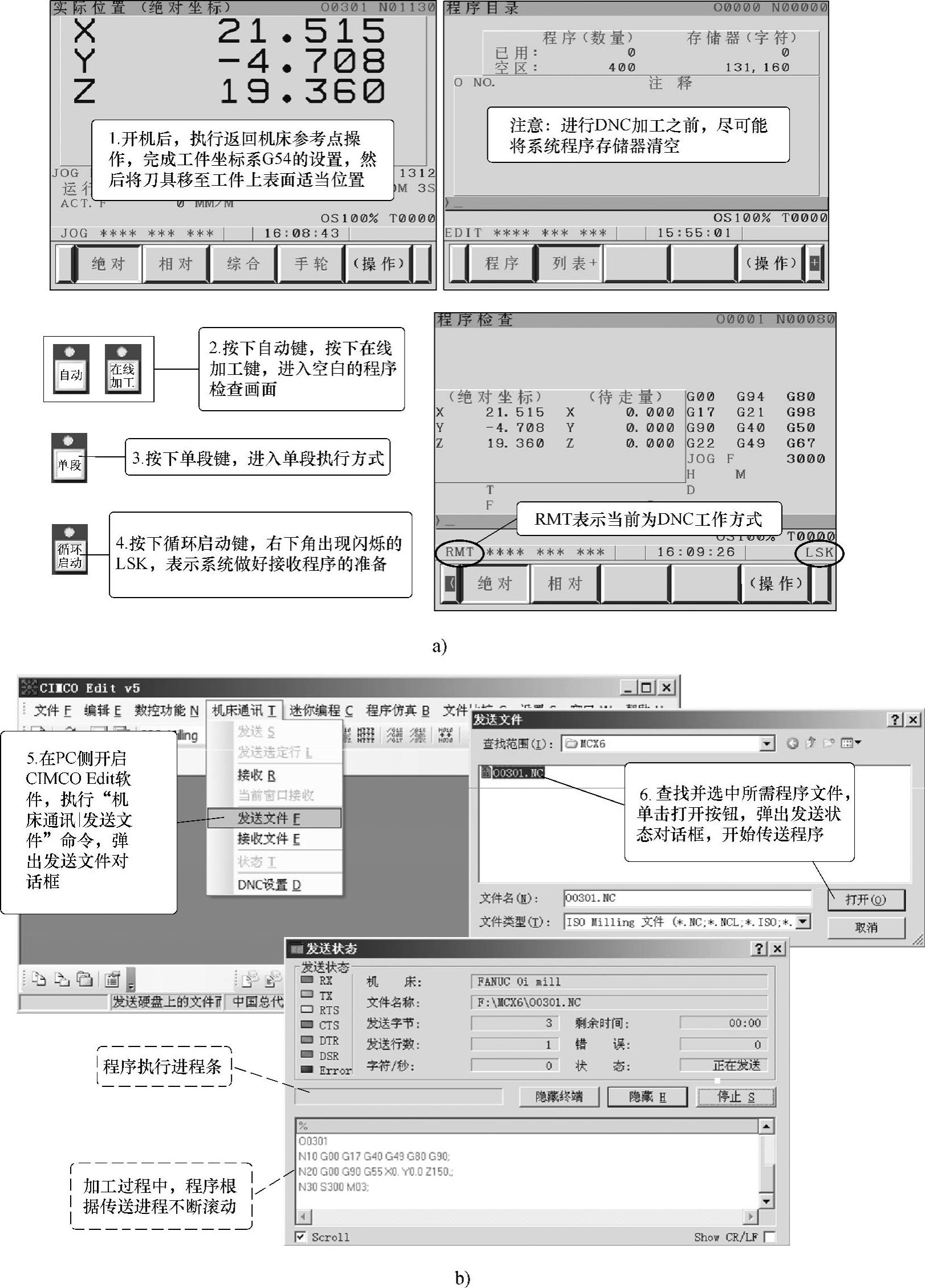
图5-32 RS232通信接口DNC加工操作步骤
a)机床侧接收程序 b)PC侧发送程序
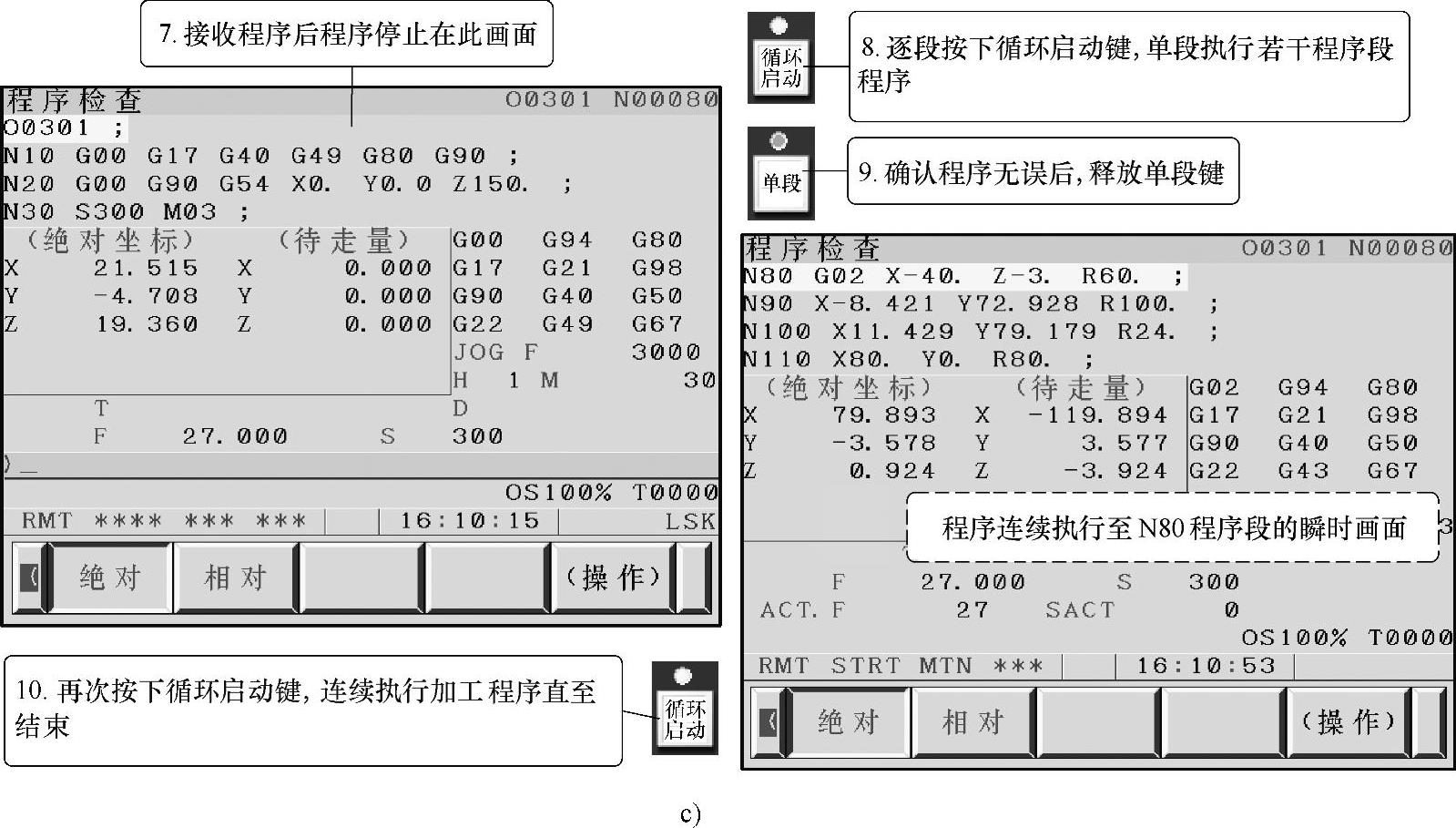
图5-32 RS232通信接口DNC加工操作步骤(续)
c)机床侧执行程序
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







