FANUC 0i MC系统针对实际生产中常见的孔类特征,开发了专用的固定循环指令,详见1.7节相关内容。本节通过几个应用示例进行上机实训。
例5-8:图5-25所示为两例类似的固定循环指令应用示例,其中图5-25a所示为盖板,沉孔深度为13mm,本例采用三维图示表达。毛坯材料根据自身条件确定,可以是代木、硬铝或45钢。
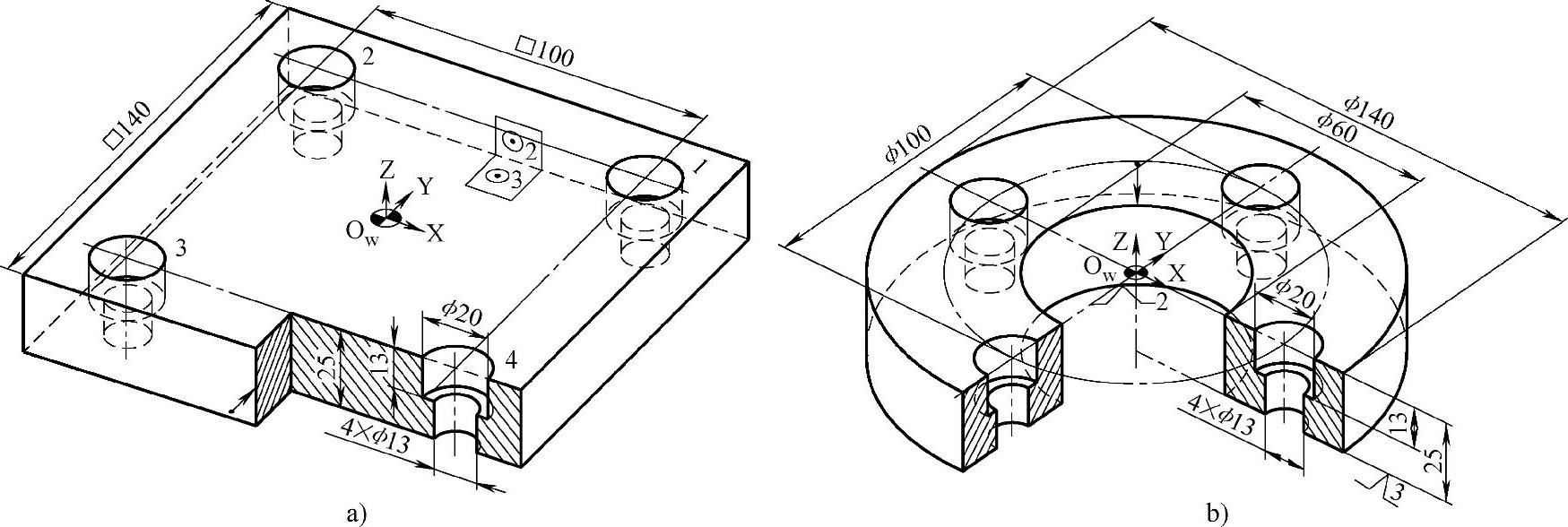
图5-25 固定循环指令应用示例
a)盖板 b)法兰
(1)工艺说明 图5-25a中四个孔均为4mm×ϕ13mm,沉头孔为ϕ20mm×13mm,可先用G81指令钻孔,然后用G82指令的孔底暂停加工沉头孔,保证孔底平整。采用台虎钳装夹,底面限制三个自由度,背面限制两个自由度,前面夹紧。图5-25b所示为圆形毛坯,中间孔定位限制两个自由度,底面限制三个自由度。工件坐标系均设置在毛坯上表面几何分中处。采用ϕ13mm麻花钻头钻孔,ϕ20mm锪钻(或键槽铣刀)加工沉孔。初始平面取工件表面30mm处,R点平面取工件表面3mm处。
(2)加工程序 图5-25a盖板的程序名取为O5081,图5-25b法兰加工的程序名取为O5082。
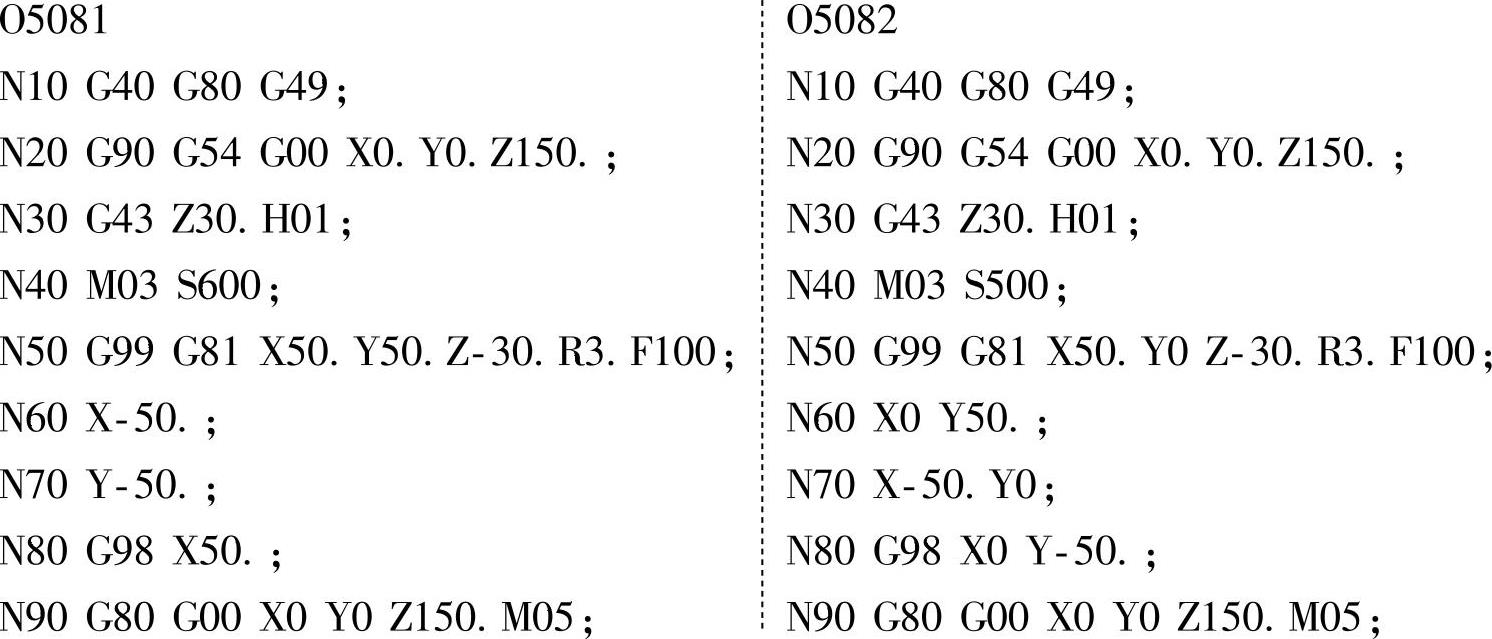
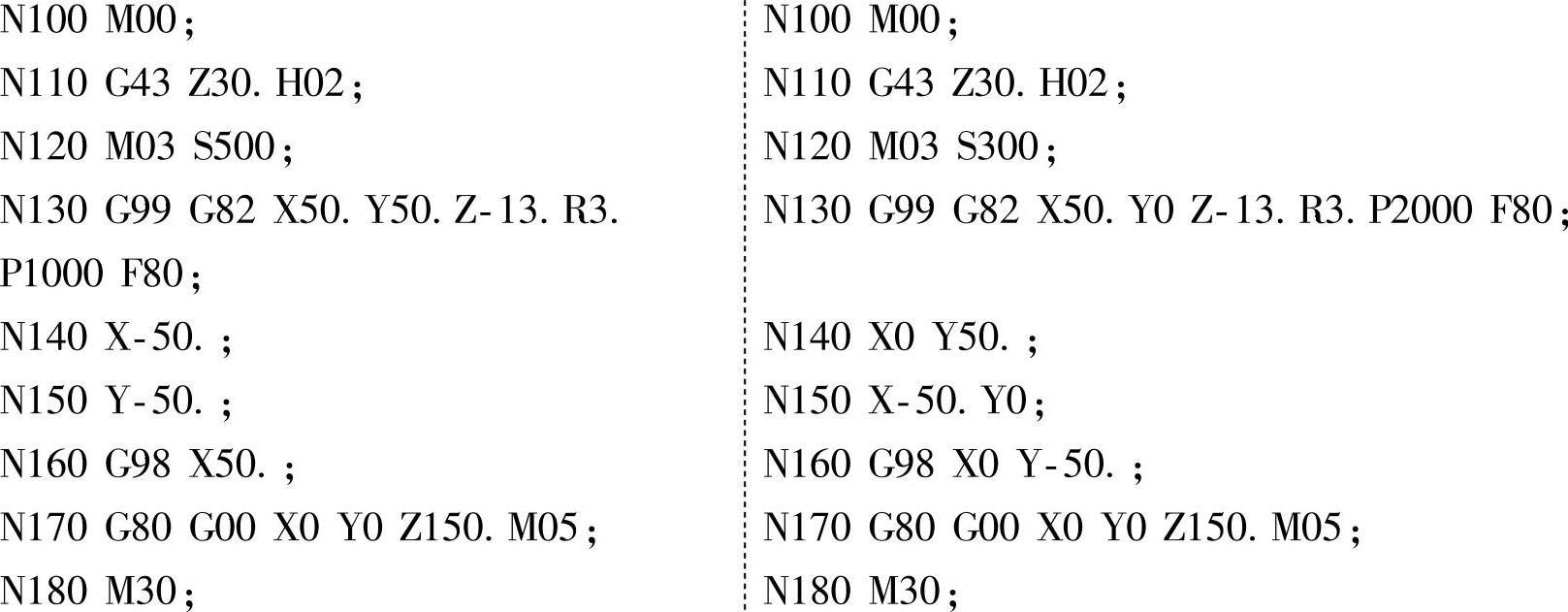
(3)程序分析 固定循环程序的程序结构基本相同,当工件表面较平整时,用G99返回参考平面变换孔位,最后一个孔用G98返回至初始平面。由于采用两把刀具,因此程序中使用了刀具长度偏置指令。该程序为数控铣床设计,故用暂停指令M00暂停程序进行手工换刀。注意这里有一个成对出现的指令G81/G80和G82/G80。
例5-9:图5-26所示为漏水孔板,试编写其加工程序。孔板材料为Q235,材料厚度为2mm。
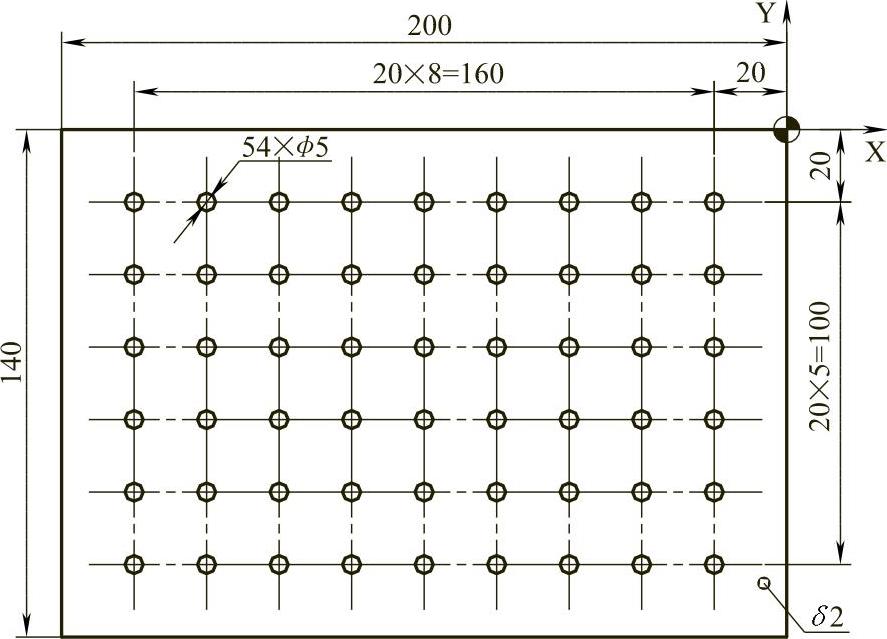
图5-26 漏水孔板
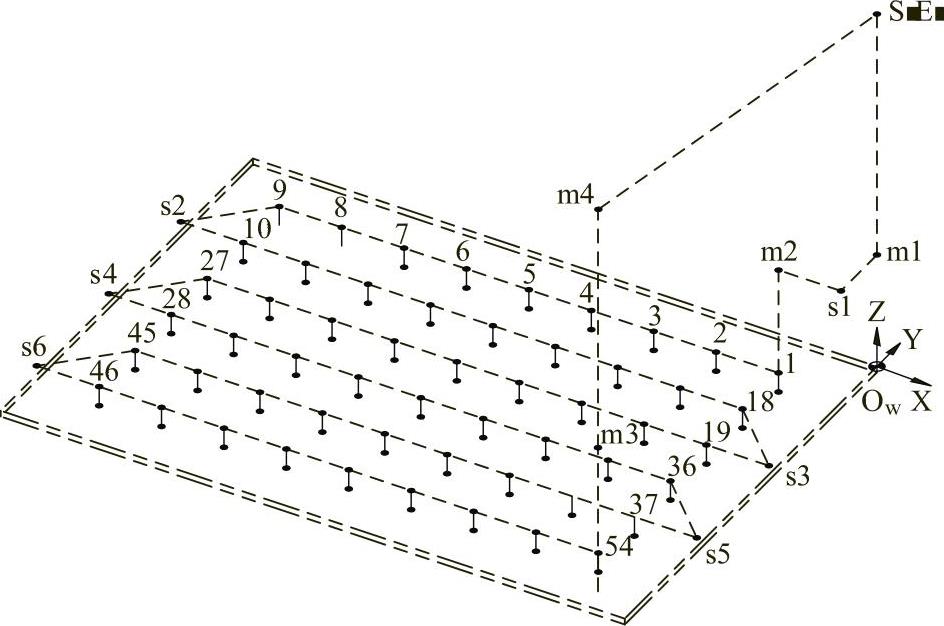
图5-27 刀具路径
(1)工艺性分析 该零件的特点是孔的数量较多,按一定规律分布,但孔的位置和尺寸精度要求并不高,故采用G81固定循环指令,利用指令中的参数K实现指令的重复执行来进行孔的加工,以简化编程。
装夹采用螺钉压板装夹,用两块(或多块)等高的平行垫铁支撑定位,长侧边与工作台梯形槽平行,用挡块或目测定位。
选用ϕ5mm麻花钻,主轴转速n=1000r/min,进给速度vf=40mm/min。考虑到零件的结构特点,工件坐标系定在工件上表面右上角,如图5-26所示。程序起刀点为S(0,0,150),退刀点E与起刀点S重合。安全平面高度为50mm,参考平面高度为3mm,钻孔顺序与刀具路径如图5-27所示。由于固定循环指令使用参数K循环加工多个孔时必须使用增量坐标编程,因此,每一排孔加工时刀具的起点必须位于第一个孔加工之前的位置上,如图5-27中的s1~s6点,而m1、m2和m3点为安全平面高度。
(2)参考程序 取程序名为O5091。
O5091 程序名
N10 G00 G017 G40 G49 G80 G90; 程序初始化
N20 G54 G00 X0 Y0 Z150.; 建立工件坐标系,刀具快速定位至起刀点S
N30 S600 M03 主轴正转(600r/min)
N40 G00 G43 Z50.H01M08; 快速下刀至m1点,刀具长度偏置,开切削液
N50 X0 Y-20. 快速定位至s1点
N60 G91 G99 G81 X-20.Z-6.5R- 固定循环顺序加工1~9孔47.F40 K9;
N70 X-20.Y-20.K0; 快速定位至s2点
N80 X20.K9; 固定循环顺序加工10~18孔
N90 X20.Y-20.K0; 快速定位至s3点
N100 X-20.K9; 固定循环顺序加工19~27孔
N110 X-20.Y-20.K0; 快速定位至s4点
N120 X20.K9; 固定循环顺序加工28~36孔
N130 X20.Y-20.K0; 快速定位至s5点
N140 X-20.K9; 固定循环顺序加工37~45孔(www.daowen.com)
N150 X-20.Y-20.K0; 快速定位至s6点
N160 X20.K9; 固定循环顺序加工46~54孔
N170 G80 G90 G49 G00 Z50.M09; 提刀至m3点,取消固定循环和长度偏置,关切削液
N180 G00 Z150.; 快速退刀至m4点
N190 X0 Y0; 快速返回退刀点E(与起刀点S重合)
N200 M30; 程序结束,返回程序头
以上程序虽然利用了固定循环指令中的重复次数K进行编程,简化了程序,但当孔的数量较多,特别是垂直方向孔的排数较多时,程序仍有改进空间。程序O5092即为改进后的程序。
O5092 程序名(主程序)
N10 G00 G17 G40 G49 G80 G90; 程序初始化
N20 G54 G00 X0 Y0 Z150.; 建立工件坐标系,刀具快速定位至起刀点S
N30 S600 M03; 主轴正转(600r/min)
N40 G00 G43 Z50.H01M08; 快速下刀至m1点,刀具长度偏置,开切削液
N50 X0 Y-20.; 快速定位至s1点
N60 M98 P35192; 调用子程序O5192三次加工54个孔
N70 G80 G90 G49 G00 Z50.M09; 提刀至m3点,取消固定循环和长度偏置,关切削液
N80 G00 Z150.; 快速退刀至m4点
N90 X0 Y0; 快速返回退刀点E(与起刀点S重合)
N100 M30; 程序结束,返回程序头
O5192 程序名(子程序)
N10 G91 G99 G81 X-20.Z-6.5 R-47. 向左方向加工9个孔F40 K9;
N20 X-20.Y-20.K0; 定位至下一排孔的左起点
N30 X20.K9; 向右方向加工9个孔
N40 X20.Y-20.K0; 定位至下一排孔的右起点
N50 M99; 子程序结束,返回主程序
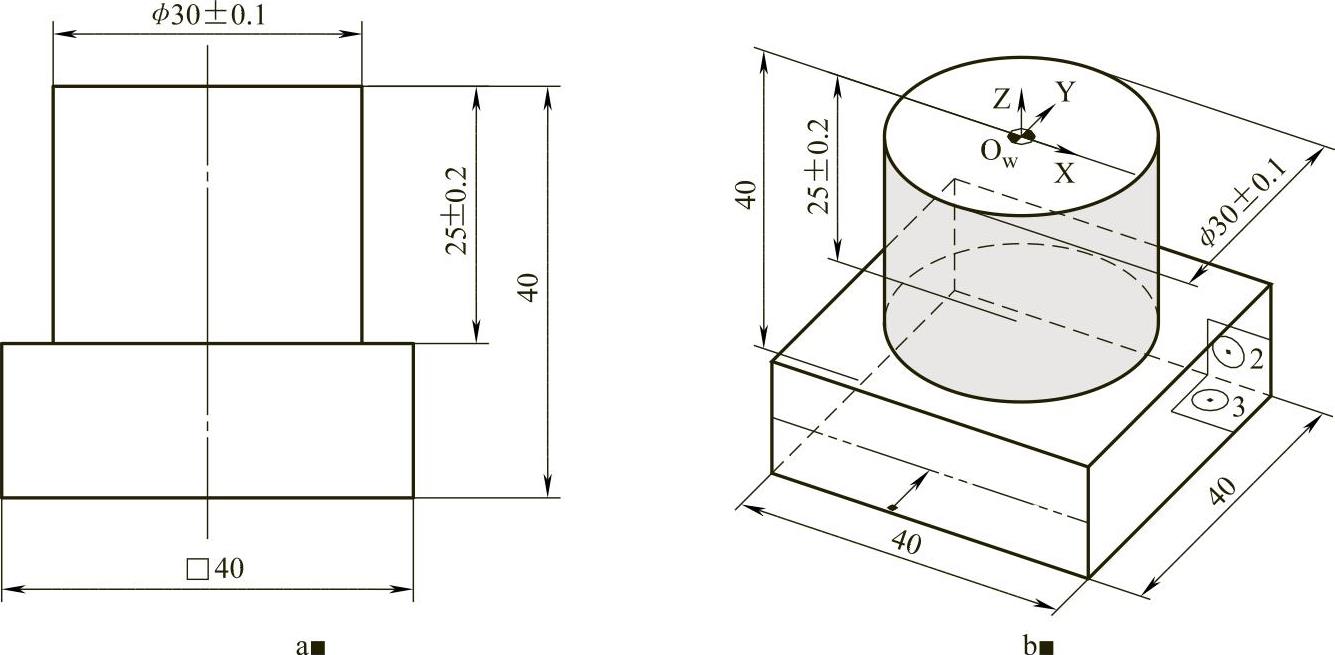
图5-28 外圆柱面铣削示例
a)主视图 b)三维图及工艺规划
(3)程序分析
1)利用固定循环指令中的重复次数K编程,必须使用增量坐标编程。
2)在孔的排数较多的情况下,采用子程序可以进一步简化程序。
3)程序中用到的成对出现的指令包括M08/M09、G43/G49、M03/M30中隐含的M05、M98/M99、G81/G80等。
4)注意最后结束的刀具轨迹m3、m4点的X和Y坐标与图5-27略有差异。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





