1.实训三
实训名称:刀具半径补偿原理与方法加工实训。
实训目的:了解刀具半径补偿存储器的设置画面与构成,熟悉刀具半径补偿值的输入与编制方法。复习刀具半径补偿的工作原理、指令格式特点与使用注意事项。阅读具有刀具半径补偿功能的数控加工程序,通过LCD/MDI面板手工输入例5-4的加工程序O5041(也可采用其他具有刀具半径补偿指令的加工程序),并应用数控机床的锁住运行、单段运行、空运行和图形显示与模拟功能调试加工程序。阅读图5-11所示的刀具轨迹,初步熟悉程序运行时刀具的运动轨迹,观察刀具半径补偿对刀具轨迹与加工尺寸的影响。
实训条件:FUNAC 0i MC或MateMC数控系统的数控铣床,代木、硬铝或碳钢材料,外形尺寸为60mm×60mm,有效切削高度大于10mm,可直接借用例5-1的加工毛坯,甚至借用其设定的工件坐标系Ow1XYZ。ϕ12mm平底圆柱铣刀或键槽铣刀,平口钳装夹工件。
练习程序:例5-4中的程序(O5041)或其他具有刀具半径补偿功能的数控程序。
实训要求与步骤:
1)分析加工模型、毛坯,确定装夹方法,并在机床上完成装夹与毛坯加工,完成实训前期准备工作。
2)阅读待加工的图形与程序,手工输入加工程序并检查,确认程序输入无误。
3)设置程序所需的工件坐标系。首先将刀具半径补偿值设置为全零,并通过机床的锁住运行、单段运行、空运行和图形显示与模拟功能调试加工程序。
4)分别设置刀具半径补偿外形(D)值为0、6、12,机床锁住运行(或配合单段运行)方式下图形模拟并显示加工轨迹,观察轨迹的形状与变化。
5)将前述设置的工件坐标系中Z轴偏置值增加+10mm,释放机床锁住功能,自动(存储器)运行、单段运行、空运行加工程序,以待加工毛坯为参照观察程序运行情况,初步观察刀具与毛坯边界的位置关系。将刀具补偿值设置为负值后再次运行同样程序观察轨迹的变化。
6)将工件坐标系恢复到原设置位置,以刀具半径补偿外形(D)值设置为6进行试切加工,测量加工后的宽度值,并做好记录。将刀具半径补偿磨损(D)值设置为-1,再次执行加工程序,测量同一位置的尺寸,做好记录,并进行比较。
7)将刀具半径补偿值的外形(D)值与磨损(D)值全部清零,执行加工程序,测量同一位置尺寸,做好记录,并进行比较。
8)修改加工程序,将其存储器地址设置为D00,执行加工程序,观察刀具运行轨迹,测量同一位置尺寸,做好记录,并进行比较。
9)再一次修改加工程序,将其中的有关刀具半径补偿指令的信息全部删除,包括G41/G42、G40\Dxx等,执行加工程序,观察刀具运行轨迹,测量同一位置尺寸,做好记录,并进行比较。
10)实训延伸:将程序O5041改造为G92指令建立工件坐标系,并按第5)步刀具在工件表面运行的方式,分别执行取消指令G40的程序与原程序多次执行的轨迹变化,分析为什么刀具半径补偿指令一般为成对使用。
实训小结:简述实训过程。叙述刀具半径补偿的工作原理,其对编程方式有何影响。叙述与分析刀具半径补偿存储器的构成以及外形(D)值与磨损(D)值的应用特点和相互关系。分析刀具半径补偿外形(D)值变化对工件尺寸的影响;分析刀具半径补偿磨损(D)值变化对工件尺寸的影响;分析补偿代码D00、无刀具半径补偿功能以及补偿值Dxx=0时的刀具轨迹特点与加工尺寸;分析刀具半径补偿正、负值的变化与指令G41/G42的关系。
2.实训四
实训名称:刀具长度偏置原理实训。
实训目的:了解刀具长度偏置存储器的设置画面与构成,熟悉刀具长度偏置值的输入与编辑方法,特别是[INP.C.]软键的应用。复习刀具长度偏置的工作原理、指令格式特点与使用习惯及注意事项。观察刀具长度偏置值外形(H)与磨损(H)设置值的大小、正负对刀具轨迹的影响;观察刀具指令G43/G44对刀具轨迹的影响;观察有无刀具长度偏置取消指令对程序运行与刀具返回点的影响。修改工件坐标系零点偏置值对刀具轨迹的影响。理解为什么实际中习惯用一个刀具长度偏置指令G43实现刀具长度的正、负向补偿。讨论工件零点偏移是否可以替代刀具长度偏置指令。
实训条件:FUNAC0iMC或MateMC数控系统的数控铣床,代木、硬铝或碳钢材料,外形尺寸为60mm×60mm,有效切削高度大于10mm,可直接借用实训三的加工毛坯,ϕ12mm键槽铣刀,平口钳装夹工件。
练习程序:将例5-1中的程序O5011改造为如下所示的具有长度偏置功能的练习程序O0521。
O0521 程序名
N10 G00 G54 X0 Y0 Z120.; 选择G54工件坐标系,快速定位至起刀点S
N20 S300 M03; 主轴正转(300r/min)
N30 G00 G43 Z10.H01; 快速下刀,启动刀具长度偏置,定位至1点
N40 G01 Z5.F50; 以50mm/min速度下刀进给至2点
/N50 Z-1.; 下刀切削至3点,若程序段跳跃键有效,则跳过
N60 Z10.; 提刀至1点
N70 G00 G40 Z120.; 快速提刀至E点(与S点重合)
N80 M30; 程序结束,返回程序头
实训要求与步骤:
1)手工输入程序O0521,并以工件上表面右下角Ow1为原点建立工件坐标系G54。
2)将刀具长度偏置存储器H01的外形(H)与磨损(H)全部清零,按下机床操作面板上的程序段跳跃键,跳过程序段N50执行程序,观察每个程序段刀具端面距工件上表面的距离。此时的刀具位置为图5-21中的No.1刀具轨迹。
3)保持程序段跳跃键有效,设H01外形=10[即H01的外形(H)补偿值设置为10,下同],执行以上程序,此时的刀具位置为图5-21中的No.2刀具轨迹。
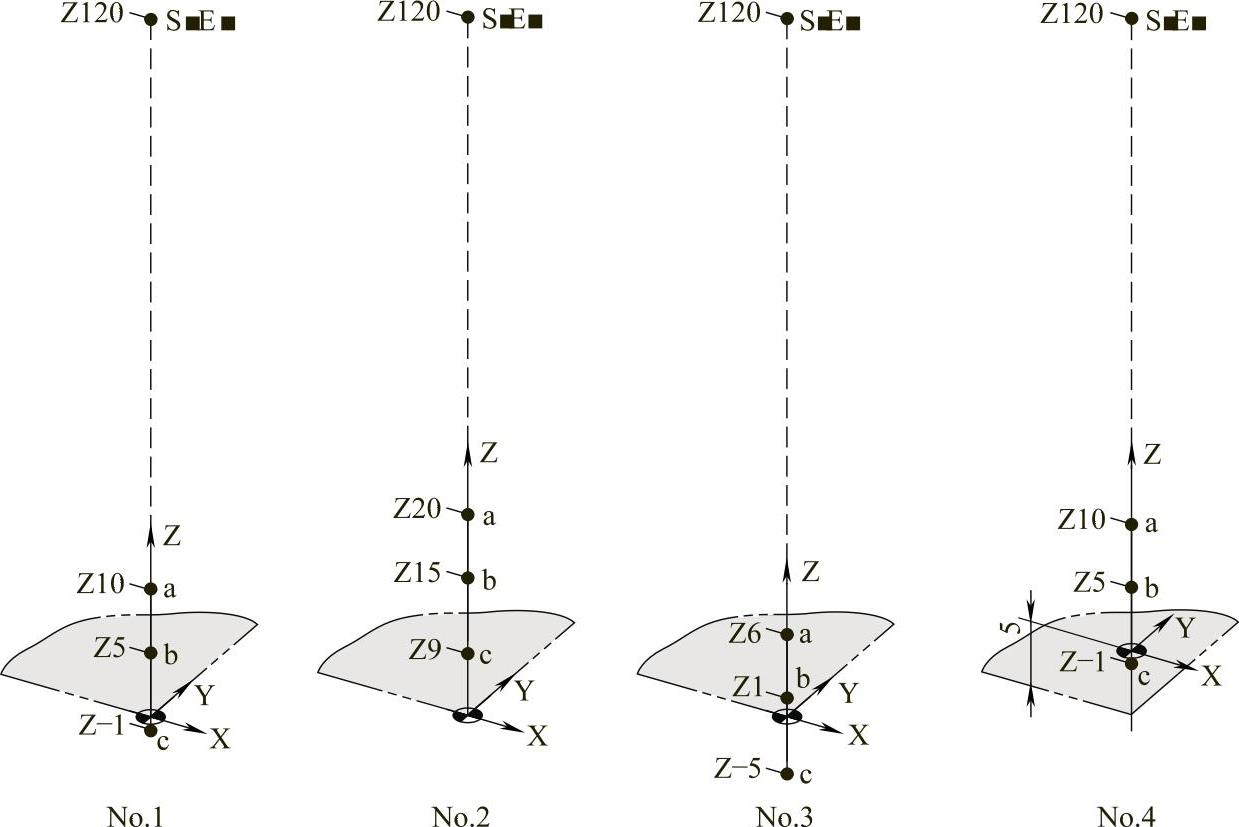
图5-21 刀具长度偏置刀具轨迹分析
4)保持程序段跳跃键有效,设H01外形=-4,执行以上程序,此时的刀具位置为图5-21中的No.3刀具轨迹。
5)保持程序段跳跃键有效,设H01外形=4,并将程序中的G43改为G44,执行以上程序,此时可看出刀具位置仍与图5-21中的No.3刀具轨迹相同。
6)释放程序段跳跃键,以便执行程序段N50。设H01外形=0,执行程序,测量刀具切入工件的深度,并做好记录。然后继续设H01磨损=0.5,执行程序,测量刀具切入工件的深度,并做好记录,注意其深度值的变化。
7)保持程序段跳跃键释放状态,设H01外形=-4和H01磨损=0,执行程序,测量刀具切入工件的深度,并做好记录,注意其深度值的变化。设H01磨损=-0.5,再次加工,测量深度,并做好记录。
8)保持程序段跳跃键释放状态,维持H01外形=-4和H01磨损=-0.5,将程序中的H01改为H00,执行程序,观察刀具位置的变化,其刀具轨迹为图5-21中的No.1刀具轨迹。
9)保持程序段跳跃键释放状态,设H01外形=H01磨损=0,执行程序。进入工件坐标系操作画面(见图5-2),光标定位至Z轴偏置文本框,在输入缓冲区键入5,按[+输入]软键,将工件坐标系原点向上偏移5mm,然后执行程序,观察刀具位置,其刀具轨迹如图5-21中的No.4所示,其中a、b、c三点距工件表面的实际距离分别为15mm、10mm、4mm。
实训小结:简述实训过程。叙述刀具长度偏置的工作原理,其对程序结构有何影响。叙述与分析刀具长度偏置存储器的构成以及外形(H)值与磨损(H)值的应用特点及相互关系;仅用指令G43,用正、负补偿值实现刀具长度的正、负补偿;用正补偿值,分别用G43与G44指令实现刀具长度的正、负补偿。分析刀具长度存储器的磨损(H)值对刀具长度偏置的影响。分析工件零点偏移对刀位点的影响。讨论为什么实际应用中刀具长度偏置习惯于仅用一个指令G43实现刀具长度的正、负补偿。工件坐标系零点偏移是否可以完全或部分替代刀具长度偏置指令。为什么刀具长度偏置值全部清零与H00的刀具轨迹会相同。
实训内容的扩展训练:以上程序中刀具高度方向的变化观察不甚明显。为此,将程序改造为以下的O0522程序,增加了水平方向的整圆加工程序刀具路径。有兴趣的读者可参照O0522程序,对照以上的实训要求与步骤进行训练,其刀具轨迹如图5-22所示。
O0522 程序名
N10 G00 G54 X0 Y0 Z120.; 选择G54工件坐标系,快速定位至起刀点S
N20 S300 M03; 主轴正转(300r/min)
N30 G00 G43 Z10.H01; 快速下刀,启动刀具长度偏置,定位至a点
N40 G01 Z5.F50; 以50mm/min速度下刀进给至b点
/N50 Z-1.; 下刀切削至c点,若程序段跳跃键有效,则跳过
N60 X10. 横向切削至d(d′)点
N70 G02 I-10. 顺时针切削整圆回到d(d′)点
N80 G01 X0 横向切削至c点
N90 Z10.; 提刀至a点
N100 G00 G40 Z120.; 快速提刀至E点(与S点重合)
N110 M30; 程序结束,返回程序头
注意图5-22中上面一个双点画线所示的圆为跳过程序段N50的刀具轨迹,下面的细实线所示的圆为执行了程序段N50的刀具轨迹。
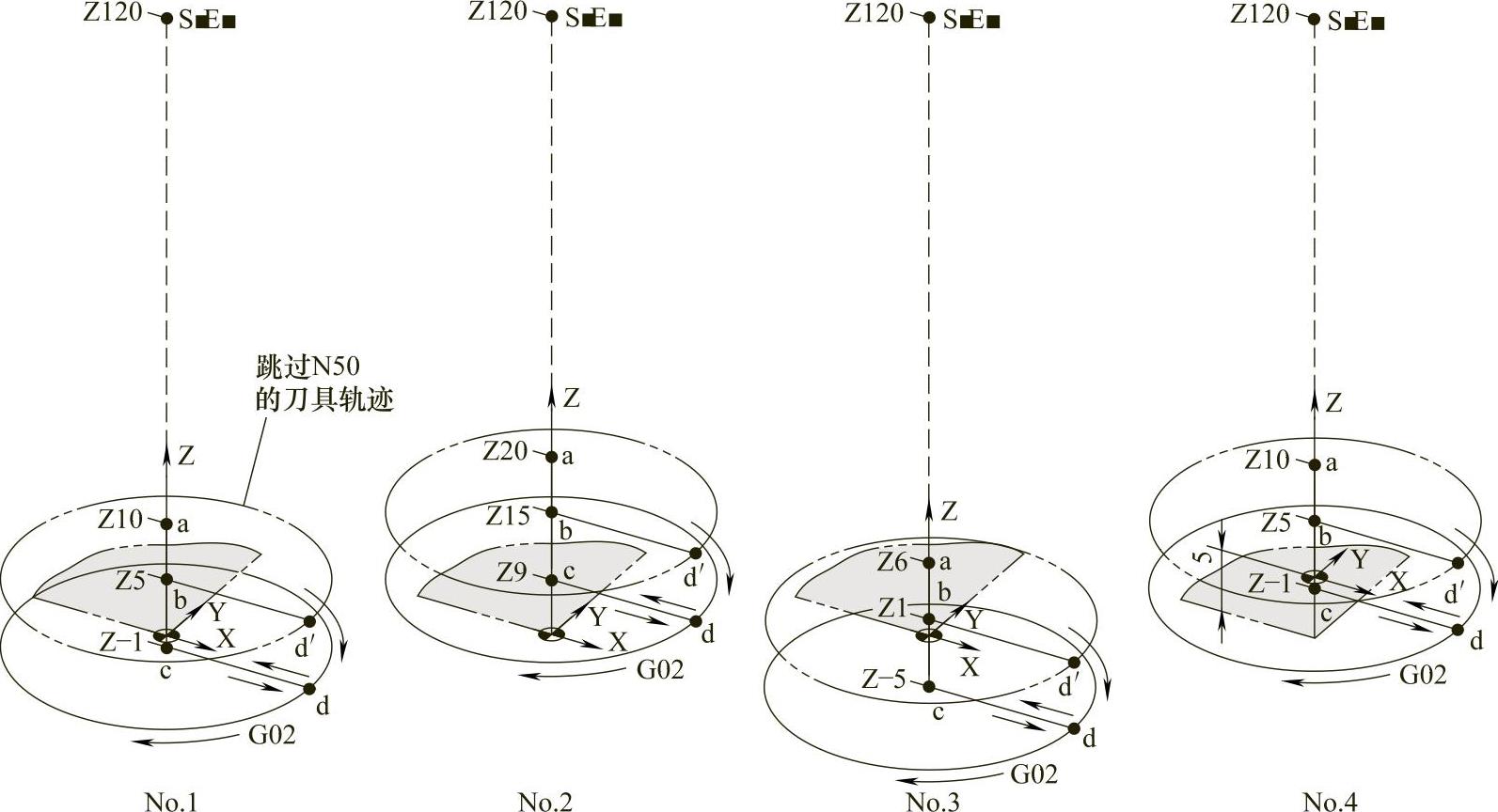
图5-22 改进后的刀具长度偏置刀具轨迹分析
3.实训五
实训名称:刀具长度偏置编程与设置方法实训。
实训目的:了解刀具长度偏置指令在程序中出现的部位及使用方法,熟悉刀具长度偏置值设置对刀位点深度位置的影响。
实训条件:FUNAC0iMC或MateMC数控系统的数控铣床,代木、硬铝或碳钢材料,外形尺寸为60mm×60mm,有效切削高度大于10mm,可直接借用例5-1的加工毛坯,ϕ12mm键槽铣刀,平口钳装夹工件。
练习程序与要求:要求将例5-4的外轮廓加工程序(O5041)与例5-2的整圆槽加工程序(O5021)改造为具有长度偏置功能的数控加工程序,并要求用两把刀具分别加工外轮廓与整圆槽,保证深度均为3mm±0.05mm,然后程序不加改动,仅修改刀具长度偏置值加工外轮廓深度为4mm、整圆槽深度为3.5mm的模型。加工要求如图5-23所示,工件坐标系均取在上表面几何分中处Ow点。
外轮廓加工改造后的程序(O5441)如下所示,增加了刀具长度偏置指令,变换了工件坐标系,修改了切削深度。读者可对照例5-4中的程序O5041进行比较阅读,有兴趣的读者可以在程序的右侧写出注释。
O5441
N10 G00 G90 G54 X0.Y0.Z80.;
N20 S800 M03;
N30 X28.Y-48.;
N40 G43 H01 Z5.; 快速下刀,启动刀具长度偏置
N50 G01 Z-3.F40.; 进给下刀至-3mm深度
N60 G42 D01 Y-36.F80.;
N70 Y20.;
N80 X13.Y28.;
N90 X-18.;
N100 G03 X-28.Y18.R10.;
N110 G01 Y-18.;
N120 G02 X-18.Y-28.R10.;
N130 G01 X18.;
N140 X33.Y-13.;
N150 G40 X40.Y-6;
N160 Z3.F200.;
N170 G49 Z80.; 快速提刀,取消刀具长度偏置(www.daowen.com)
N180 X0.Y0.;
N190 M30;
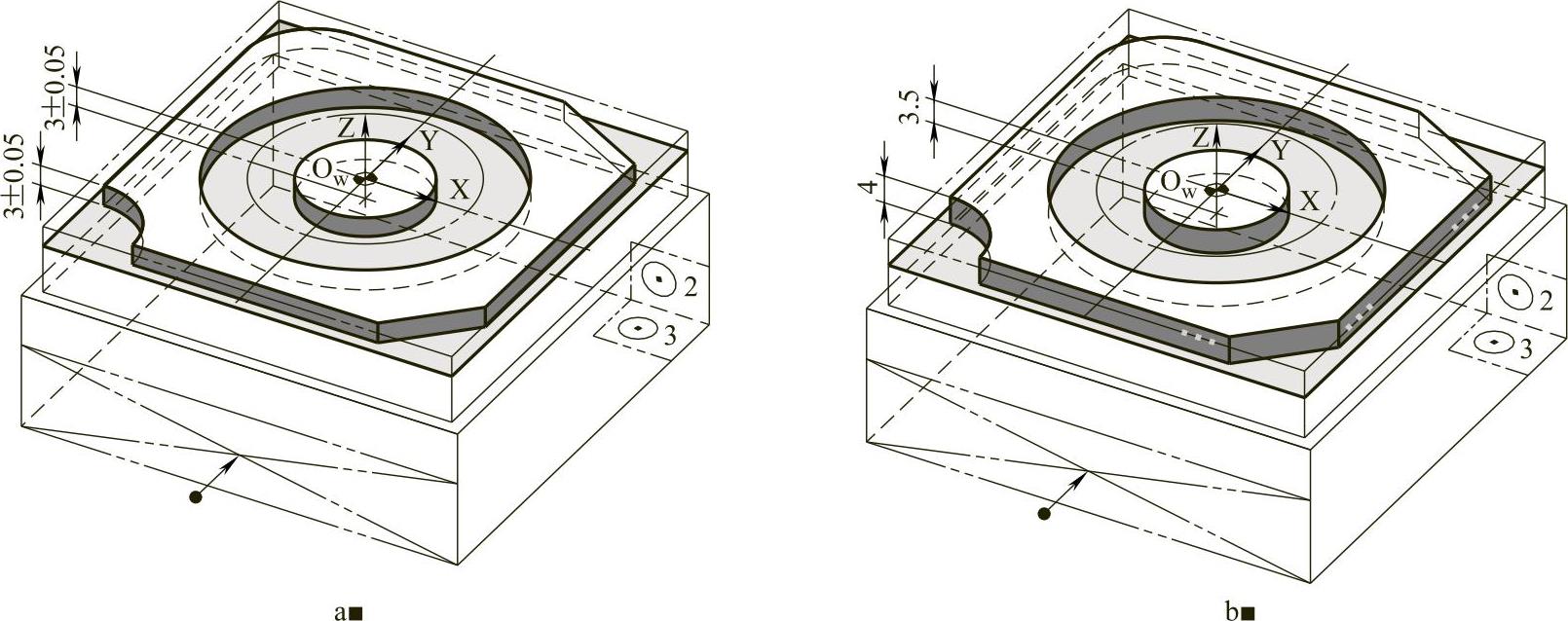
图5-23 长度偏置练习图例
a)内、外深度相等 b)内、外深度不等
整圆槽加工改造后的程序(O5421)如下所示,增加了刀具长度偏置指令,修改了切削深度。读者可对照例5-2中的程序O5021进行比较阅读,有兴趣的读者可以在程序的右侧写出注释。
O5421
N10 G00 G90 G54 X0 Y0 Z120.;
N20 S800 M03;
N30 X15.;
N40 G43 Z10.H02; 启动刀具长度偏置
N50 G01 Z-3.F80; 进给下刀至-3mm深度
N60 G03 I-15.;
N70 G01 Z10.;
N80 G49 G00 Z120.; 取消刀具长度偏置
N90 X0;
N100 M30;
实训要求与步骤:
1)分析加工模型、毛坯,确定装夹方法,并在机床上完成装夹与毛坯加工,完成实训前期准备工作。
2)阅读并理解待加工的程序,手工输入加工程序并检查,确认程序输入无误。
3)先进行两把刀具分别加工外轮廓与整圆槽的实训。假设外轮廓加工用ϕ12mm的键槽铣刀,并设定为基准刀,整圆槽加工用ϕ10mm的键槽铣刀。操作步骤如下:
①将外轮廓加工铣刀(ϕ12mm键槽铣刀)装上主轴,并对刀设定工件坐标系G54。
②进入刀具偏置画面(见图5-10),设置偏置参数:H01外形=0,H01磨损=0;D01外形=6,D01磨损=0。
③执行外轮廓加工程序O5441。测量外轮廓加工深度(假设为H),并做好记录。
④启动主轴旋转,将外轮廓加工刀具端面与工件上表面试切接触,切换至相对坐标位置画面,将Z轴的相对坐标值“归零”。
⑤将刀具移至适当位置,更换整圆槽加工铣刀(ϕ10mm键槽铣刀)。
⑥启动主轴旋转,将刀具端面与工件上同一表面试切接触,画面上的相对坐标便是整圆槽加工铣刀与外轮廓加工铣刀的长度差。切换至刀具偏置画面,光标移至H02外形处,在输入缓冲区键入Z,按下[INP.C.]软键,将相对坐标值输入光标所在位置H02外形处,即设置了H02外形值。同时设置H02磨损=0.5。
⑦执行整圆槽加工程序O5421。
⑧测量整圆槽加工的深度(假设为h),重新计算并设置刀具长度的补偿值H02磨损=-H-h。
⑨再次执行整圆槽加工程序O5421。测量整圆槽加工深度,并做好记录。
4)再进行一把刀具分别加工外轮廓与整圆槽的实训,要求深度不等,如图5-23b所示。仍然将外轮廓X02用ϕ12mm键槽铣刀装在主轴上,若刀具在刀柄上未重新装夹,则不需对刀设定工件坐标系,否则,设定G54工件坐标系。操作步骤如下:
①设定刀具长度偏置值,H01外形=-1,H01磨损=0;D01外形=6,D01磨损=0;H02外形=-0.5,H02磨损=0。
②执行外轮廓加工程序O5441。测量外轮廓加工深度,并做好记录。
③执行整圆槽加工程序O5421。测量外轮廓加工深度,并做好记录。
实训小结:简述实训过程。叙述刀具长度偏置的工作原理与设置方法。简述为什么仅用长度偏置指令G43实现刀具长度的(负)补偿。如何利用刀具长度偏置存储器外形(H)与磨损(H)分开管理的特点,通过磨损(H)精确控制深度尺寸。如何应用刀具长度偏置来调整二维轮廓铣削深度。
实训内容的扩展训练:
1)扩展训练一:有兴趣的读者可以思考用“机上刀具长度测量补偿法”完成图5-23a的加工实训。
2)扩展训练二:有条件的读者可完成例5-6所示零件数控加工部分的练习。
4.实训六
实训名称:刀具半径补偿功能控制二维轮廓尺寸的原理与方法实训。
实训目的:进一步了解刀具半径补偿原理,熟悉刀具半径补偿存储器的构造与设置,通过改变刀具半径补偿值,将粗、精加工共用一个加工程序,并通过合理地使用刀具半径补偿原理控制二维数控加工零件的尺寸值。
实训条件:FUNAC0iMC或MateMC数控系统的数控铣床,代木、硬铝或碳钢材料,外形尺寸为60mm×60mm,有效切削高度大于10mm,可直接借用实训二加工后的零件为毛坯。ϕ12mm键槽铣刀,平口钳装夹工件。
练习程序:例5-5中的整圆加工程序(O5051与O5052)和例5-7的配合件加工程序(O5071)。整圆加工的直径公差控制在±0.04mm范围内。
实训要求与步骤:
(1)例5-5中的整圆加工程序(O5051与O5052)的实训要求与步骤如下:
1)分析加工模型、毛坯,确定装夹方法,并在机床上完成装夹与毛坯加工,完成实训前期准备工作。
2)阅读待加工的图形与程序,手工输入加工程序,设定G54工件坐标系,检查、调试、通过加工程序。
3)进行外圆加工。设置刀具半径补偿值的D03外形=6.5[即将No.003行的外形(D)设置为6.5mm,下同],设置D03磨损=0[即清空磨损(D)的值],执行外圆加工程序O5051。
4)测量外圆值(假设为D),并做好记录。精确计算与确定下一步的磨损补偿值,其等于-(D-55)/2,将补偿值输入刀具半径补偿值的No.003行磨损(D)处。
5)再次执行加工程序,测量外圆值,并做好记录。注意加工尺寸是否超差,若超差,必须分析超差原因。
6)进行内圆加工。设置刀具半径补偿值的D04外形=6.5,清空刀具半径补偿值的磨损(D)值(即D04外形=0),调用并执行内圆加工程序O5052。
7)测量内圆值(假设为d),并做好记录。精确计算与确定下一步的补偿值,其等于-(44-d)/2,将补偿值输入刀具半径补偿值的No.004行磨损(D)处。
8)再次执行加工程序,测量内圆值,并做好记录。注意加工尺寸是否超差,若超差,必须分析超差原因。
(2)例5-7的配合件加工程序(O5071)的实训要求与步骤如下(本例最好用硬铝或碳钢材料训练):
1)分析加工模型、毛坯,初步确定装夹方法为平口钳装夹,并在机床上完成装夹与毛坯加工,完成实训前期准备工作。
2)阅读待加工的图形与程序,手工输入加工程序,设定G54工件坐标系,检查、调试、通过加工程序。
3)加工凸件。设置刀具半径补偿值的D01外形=D02外形=6.5[即将No.001和No.002行的外形(D)均设置为6.5mm,下同],设置D01磨损=D02磨损=0[即清空磨损(D)的值],按下程序段跳跃键,执行凸件加工程序O5071。
4)测量ϕ30mm外圆的值(假设为D),并做好记录。精确计算与确定D01磨损的补偿值,其等于-(D-29.954)/2(按中值尺寸计算),将补偿值输入刀具半径补偿值的D02磨损处。
5)再次执行加工程序O5071,测量外圆值,并做好记录。注意加工尺寸是否超差,若超差,必须分析超差原因。
6)加工凹件。设置刀具半径补偿值的D01外形=D02外形=-6.5,设置D01磨损=D02磨损=0[即清空刀具半径补偿值的磨损(D)值],调用内圆加工程序O5071,释放程序段跳跃键,执行程序。
7)测量ϕ30mm内圆的值(假设为d),并做好记录。精确计算与确定下一步的补偿值,其等于(30.026-d)/2(按中值尺寸计算),将补偿值输入刀具半径补偿值的D02磨损处。
8)再次执行加工程序O5071,测量内圆值,并做好记录。注意加工尺寸是否超差,若超差,必须分析超差原因。
注意:试思考例5-7中谈到的加工方法与这里介绍的方法的差异性。提示:例5-7中介绍的方法未用到磨损补偿存储器,同时,精铣时的刀具半径补偿值是利用N130程序段的M00暂停机床进行测量然后确定的。
实训小结:简述实训过程。叙述刀具半径补偿的工作原理,以及刀具半径补偿值对刀具轨迹的影响。叙述与分析刀具半径补偿存储器的构成以及外形(D)值与磨损(D)值的应用特点及相互关系,重点分析实训中是如何合理利用刀具半径补偿存储器的外形(D)值与磨损(D)值来分别控制粗、精加工尺寸的,加工过程中的精加工余量如何计算,为什么?为什么精加工的补偿值必须在测量粗加工的尺寸后计算确定。
5.实训七
实训名称:工件坐标系零点偏移变化对刀位点高度的影响实训。
实训目的:进一步复习工件坐标系设置原理与操作画面(见图5-2),深入理解工件坐标系操作画面中[测量]软键、输入缓冲区键入值与光标所在位置的设置值(工件坐标系零点偏移值)三者的关系,熟悉[+输入]与[输入]软键操作的差异性,通过调整工件零点偏移值,观察其对刀具轨迹的影响。
实训条件:FUNAC 0i MC或MateMC数控系统的数控铣床,代木材料,外形尺寸为60mm×60mm,有效切削高度大于10mm,可直接借用实训四或实训五的加工毛坯,ϕ12mm平底圆柱铣刀或键槽铣刀,平口钳装夹工件。
练习程序:例5-4的外轮廓加工程序(O5041)与例5-2的整圆槽加工程序(O5021)。要求用这两个程序,通过控制工件坐标系原点的Z轴偏移量,实现外轮廓加工深度为5mm、整圆槽加工深度为4mm的要求。
实训要求与步骤:
1)根据要求,需要用工件坐标系原点偏移值控制刀具切入深度,阅读程序后发现原来的程序均用了一个工件坐标系存储器G54,不方便,故将整圆槽加工程序段调整为G55工件坐标系,如下所示:
2)参照例5-4的要求,以Ow1为原点建立G54工件坐标系。此时工件坐标系原点为工件上表面,执行程序加工后的深度仅为2mm。为此,必须将工件坐标系Z轴方向向材料内部偏移3mm,方法是:进入图5-2所示的工件坐标系操作画面,光标定位至G54存储器的Z轴偏移值文本框处,在输入缓冲区键入-3,按下[+输入]软键即可。
也可在设置G54工件坐标系Z轴偏移值时直接设定,具体为:设定刀具端面与工件上表面试切接触,输入缓冲区键入3,按下[测量]软键即可。
3)按例5-2的方法以工件几何分中处Ow点建立工件坐标系G55。
4)调用并执行整圆加工程序O5021(注意程序中的G54已改为G55),测量加工深度,并做好记录。
5)参照第2)步所述方法,将工件坐标系向材料内部偏移2mm。再次执行程序O5021,然后测量加工深度,并做好记录。
实训小结:简述实训过程。叙述数控铣削加工工件坐标系的设定方法。分析工件坐标系中存储的数值与机床参考点之间的关系。理解本例通过工件坐标系零点偏移实现类似于刀具长度偏置功能的原理。讨论是否可以用工件坐标系零点偏移部分或全部替代刀具长度偏置功能。
通过本例的实训后,已基本理解工件坐标系操作画面(见图5-2)中,[测量]软键可以通过数控系统自动计算工件坐标系零点偏移值,[+输入]软键可以对已存在的工件坐标系进行编辑,调整工件坐标系零点位置。那么,还有一个[输入]软键是干什么用的呢?查阅3.10.2内容可知,该软键可将输入缓冲区的键入值直接替换并输入光标所在位置的值。那怎么才能获知欲设置的工件坐标系原点相对于机床参考点的坐标值呢?答案在按下MDI面板上的POS键进入的实际位置综合坐标画面中,图5-24所示为综合坐标显示画面说明。
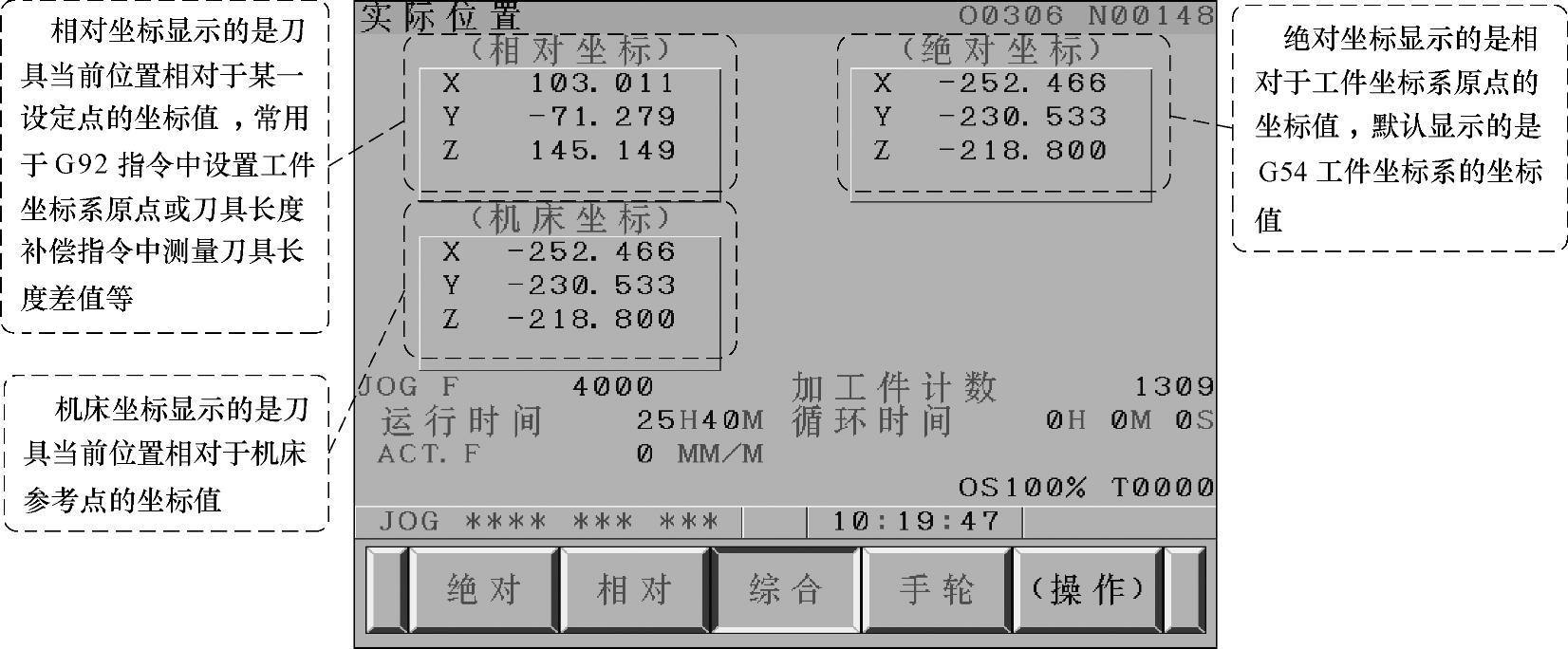
图5-24 综合坐标显示画面说明
工件坐标系零点偏移还可用于数控程序的空运行调试程序,就空运行而言,一般是在拆卸工件的情况下执行。通过本实训可以看出,当程序的加工深度不大、机床Z轴行程允许的情况下,可以将工件坐标系提高适当距离空运行程序,然后再将工件坐标系恢复为原来位置单段或调低进给速度试切调试程序等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




