1.练习示例与说明
为配合相关内容的说明与练习,本书专门设计了一个综合示例,既为了讲解,同时也可以上机进行练习。
图5-7所示综合示例,其中图a给出毛坯与二维加工的曲线;图b给出预加工毛坯轮廓至尺寸60mm×60mm,可以手动或自动加工,必要时加工上平面,对于方形毛坯一般可设置上表面5个特殊点为工件坐标系原点;图c给出加工整圆示例,槽的宽度等于刀具直径;图d给出二维外轮廓加工示例;图e、图f给出外、内轮廓整圆加工示例;图b~图f的装夹符号表示平口钳装夹。

图5-7 综合示例
a)几何模型与毛坯 b)毛坯轮廓与工件坐标系

图5-7 综合示例(续)
c)加工整圆 d)加工二维轮廓 e)铣外圆 f)铣内孔
2.工件坐标系建立练习
本练习以图5-7b所示的方形工件为例,设定右下角Ow1和几何分中点Ow的工件坐标系。
例5-1:工件坐标系设定练习。毛坯材料为代木或硬铝,外形尺寸如图5-7b所示。刀具为ϕ12mm键槽铣刀,主轴转速为300r/min,进给速度为50mm/min。要求练习数控铣床的G54和G92指令建立工件坐标系,并注意观察与理解指令的建立过程。
(1)练习程序刀具轨迹如图5-8所示。
1)G54~G59指令建立工件坐标系程序。以G54指令为例,其设置的工件坐标系原点为Ow1。
O5011 程序名
N10 G00 G54 X0 Y0 Z120.; 选择G54工件坐标系,快速定位至起刀点S(Ow1上120mm处)
N20 S300 M03; 主轴正转(300r/min)
N30 G00 Z10.; 快速下刀至点1(工件上表面10mm处)
N40 G01 Z1.F50; 以50mm/min速度下刀至点2(工件上表面1mm处)
/N50 Z-0.5; 下刀至点3(工件深度0.5mm处),若程序段跳跃键按下则跳过
N60 Z10.; 以50mm/min速度提刀至点1(工件上表面10mm处)
N70 G00 Z120.; 快速提刀至退刀点E(与起刀点S重合)
N80 M30; 程序结束返回程序头
2)G92 指令建立工件坐标系程序,其设置的工件坐标系原点为Ow。
O5012 程序名
N10 G92 X30.G92 指令建立工件坐标系(正好在Ow1上120mm处)
Y-30.Z120.;
N20 S300 M03; 主轴正转(300r/min)
N30 G00 X0 Y0; 快速定位至点1(Ow点上方120mm处)
N40 Z10.; 快速下刀至点2(工件上表面10mm处)
N50 G01 Z1.F50; 以50mm/min速度下刀至点3(工件上表面1mm处)
/N60 Z-0.5; 下刀至点4(工件深度0.5mm处),若程序段跳跃键按下则跳过
N70 Z10.; 以50mm/min速度提刀至点2(工件上表面10mm处)
N80 G00 X30. 快速移动至退刀点E(与起刀点S重合)
Y-30.Z120.;
N90 M30; 程序结束返回程序头
(2)程序分析
1)程序O5011是用G54指令建立工件坐标系,因此程序执行前必须将工件坐标系原点(本例为Ow1点)相对于机床参考点的坐标偏移值写入G54工件坐标系存储器中,具体操作过程可参阅3.10.2的内容。该程序的刀具轨迹如图5-8a所示。注意程序段跳跃符号“/”的作用与操作。在练习的初期,按下机床操作面板上的“程序段跳跃”键,待完全理解程序及G54指令后再释放程序段跳跃键加工,完成整个练习。
2)程序O5012是用G92指令建立工件坐标系,因此程序执行前刀具必须移动至工件坐标系(OwXYZ)中G92指令指定的坐标值位置处——对刀点S,本例有意设计在Ow1点上方120mm处,正好是程序O5011的结束点E,若接着O5011练习,可省去G92指令的对刀过程。若需设置,则是在相对坐标画面中将Ow点相对坐标置零,然后手动移动刀具至(30,-30,120)点处,具体操作参见3.7.2的相关内容。该程序的刀具轨迹如图5-8b所示。
以上两程序的加工结果如图5-8c所示。
(3)操作练习简述
1)G54指令工件坐标系的设定。
①开机,返回坐标参考点。
②在MDI方式下手动启动主轴设置,确保后续手动启动主轴有效。
③按下OFS/SET键,按下[坐标系]软键,按下[(操作)]软键,进入图5-2所示工件坐标系操作画面。
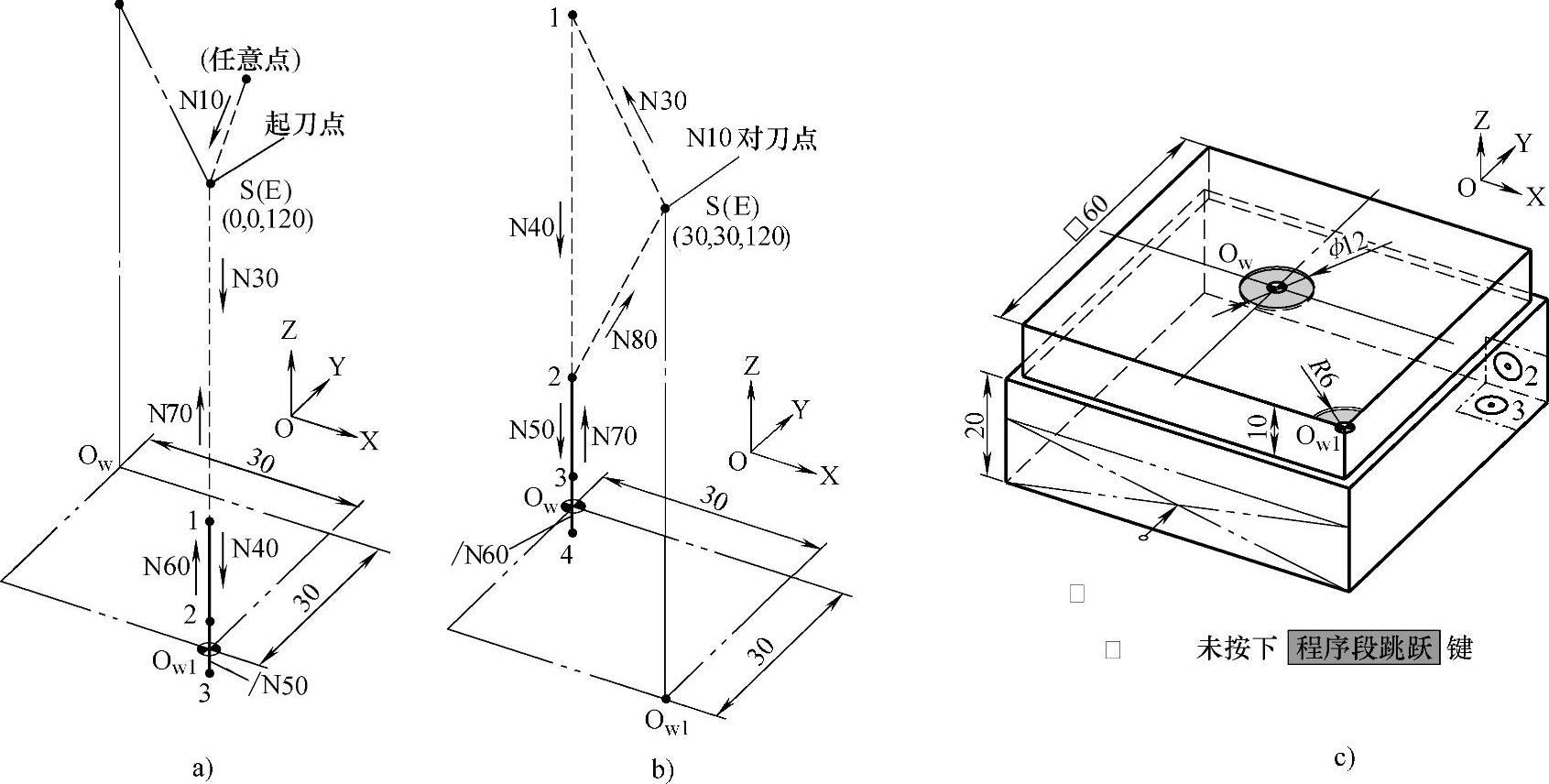
图5-8 程序O5011和O5012的刀具轨迹与加工结果
a)O5011的刀具轨迹 b)O5012的刀具轨迹 c)加工结果
④按下手动进给键,主轴旋转情况下试切右面Pr。光标定位至工件坐标系画面中G54坐标系X文本框处,在输入缓冲区键入刀位点在工件坐标系中X轴的坐标值X6,按[测量]软键完成X偏置值设定。
同理,刀具试切前面Pf,光标定位至Y文本框处,键入刀位点在工件坐标系中Y轴的坐标值Y-6,按[测量]软键完成Y偏置值设定。
再次用刀具端面试切顶面Pu,键入刀位点在工件坐标系中Z轴的坐标值Z0,按[测量]软键,完成Z偏置值设定。
⑤将刀具手动移至某一安全位置,停止主轴。
⑥调出程序O5011。
⑦按下自动方式键,按下单段键,按下程序段跳跃键,确保程序段跳过符号“/”有效。按循环启动键逐段执行程序,并观察机床与刀具的变化,特别是执行至程序段N40后,从两个方向观察刀具与工件坐标系原点之间的关系。由于没有切至工件,这个过程可以重复再现执行。(https://www.daowen.com)
⑧待对程序及G54指令建立工件坐标系的原理与方法理解后,释放程序段跳跃键,释放单段键,按下循环启动键,执行程序,观察自动方式下程序执行的过程与结果,可见工件表面右下角切出了一个深度0.5mm的1/4圆。
2)G92指令工件坐标系的预置。
第①和②步同1)G54指令工件坐标系的设定操作中的第①、②步。
③按下POS键,按下[相对]软键,按下[(操作)]软键,进入图5-1所示相对坐标操作画面。
④按下手动进给键,主轴旋转情况下试切右面Pr。按下X键,画面上的X轴地址符闪烁,表示可以设置X轴坐标,同时进入输入缓冲状态,可以看到“>X_”提示,接着键入刀位点在工件坐标系中X轴的坐标值36(工件长边一半与刀具半径之和),按下[预置]软键,X轴相对坐标被预置为36,即Ow点的X轴相对坐标值归零。
同理,试切前面Pf。按下Y键,画面上的Y轴地址符闪烁,表示可以设置Y轴坐标,同时在输入缓冲区出现“>Y_”提示,接着键入刀位点在工件坐标系中Y轴的坐标值-36(工件宽度一半与刀具半径之和),按下[预置]软键,Y轴相对坐标被预置为-36,即Ow点的Y轴相对坐标值归零。
再一次试切顶面Pu,按下Z键,画面上的Z轴地址符闪烁,表示可以设置Z轴坐标,直接按下[归零]软键,将Z轴相对坐标归零。
⑤手动移动刀具,观察相对坐标位置画面,将刀具移动至相对坐标等于G92指令中指定的坐标值位置处,本例为(30,-30,120)。
⑥调出程序O5012。
⑦按下自动方式键,按下单段键,按下程序段跳跃键,按循环启动键逐段执行程序,观察机床与刀具的位置变化,特别是执行至程序段N50时,从两个方向观察刀具与工件坐标系原点之间的关系。由于没有切至工件,这个过程可以重复再现执行。
⑧待对程序及G92指令建立工件坐标系的原理与方法理解后,再次按下程序段跳跃键,使程序段跳过功能无效,释放单段键,按下循环启动键,执行程序,观察过程与结果。
(4)程序练习使用说明该程序专为练习对刀而设计,练习时建议使用单段运行方式,注意思考以下问题:
1)哪一种方式建立的工件坐标系与刀具位置有关。
2)G92指令执行前后,按POS键切换至坐标位置画面,观察绝对坐标的变化情况。刀具未动,为什么坐标会变化?变化的结果与G92指令的关系?
3)在按下程序段跳跃键的情况下运行程序,当至工件上表面1mm处,从X和Y两个方向来观察工件坐标系建立得是否正确;当理解了工件坐标系建立原理与方法后,可以释放程序段跳跃键加工出图5-8c的结果,并理解程序段跳跃键的作用。
4)程序O5012运行结束后刀具为什么要回到起刀点?程序O5011是否有这个要求?
5)若程序O5012接着程序O5011加工,为什么不需要进行对刀过程?
6)本程序练习的零件如图5-7b所示,外形尺寸可以手动加工或编程后自动加工,必要时加工上表面。
7)读者可尝试练习图5-7b中另外3个角点建立工件坐标系的方法。
例5-2:编程加工图5-7c所示的整圆,不考虑刀具半径补偿与槽的宽度,毛坯接例5-1,主轴转速为800r/min,进给速度为80mm/min,ϕ12mm键槽铣刀,槽深为2mm,工件坐标系取在上表面分中点Ow处,起刀点为(0,0,120),直接下刀,整圆部分按逆时针方向加工。
(1)练习程序
1)G54~G59指令建立工件坐标系程序。以G54指令为例,其设置的工件坐标系原点为Ow,以下分别给出了整圆的圆心坐标编程(程序O5021)与圆弧半径编程的程序(程序O5022)。
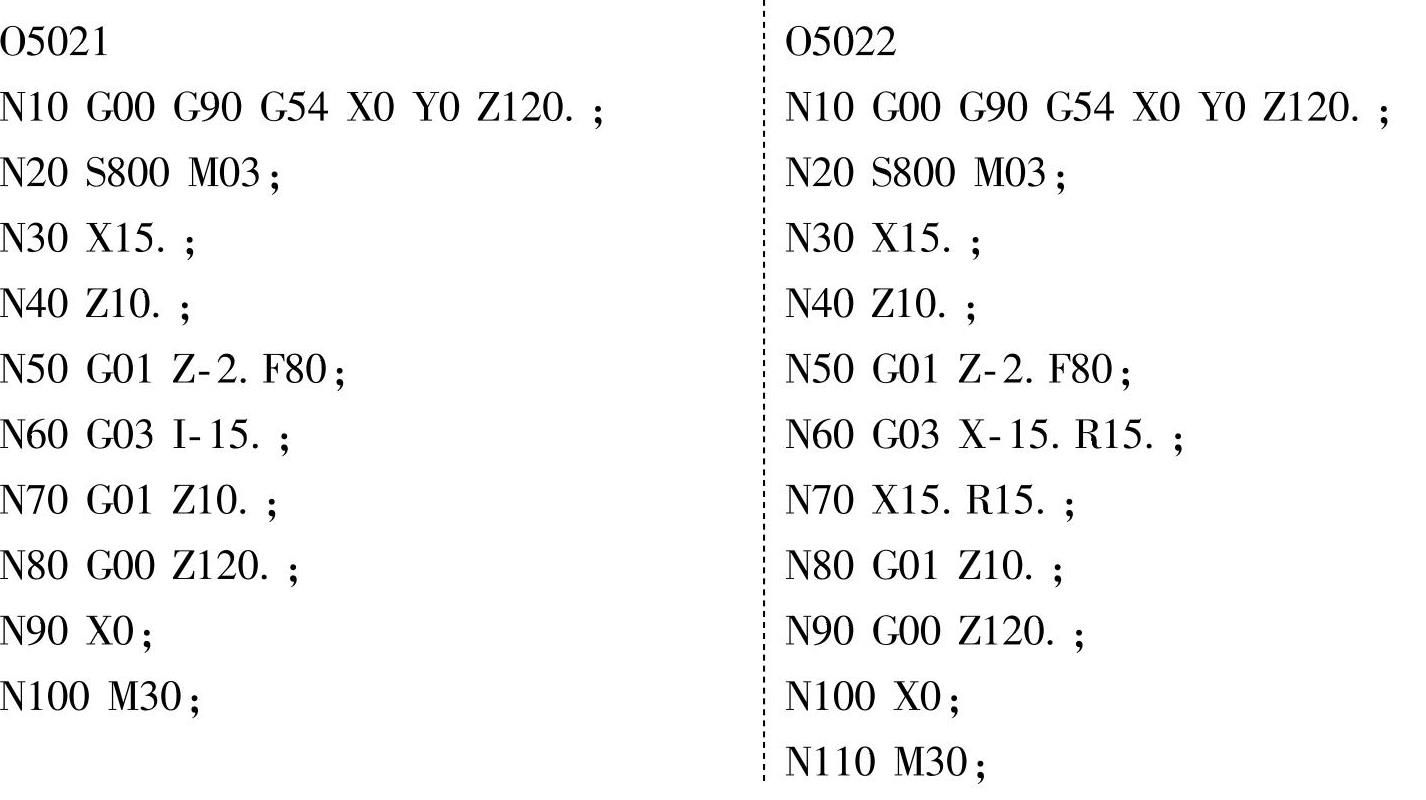
2)G92指令建立工件坐标系程序,其设置的工件坐标系原点为Ow,以下分别给出了整圆的圆心坐标编程(程序O5023)与圆弧半径编程的程序(程序O5024)。
(2)程序分析 以上分别给出了G54指令和G92指令建立工件坐标系的程序,每种方法又分别对整圆部分的编程进行了改变,读者可仔细品味。
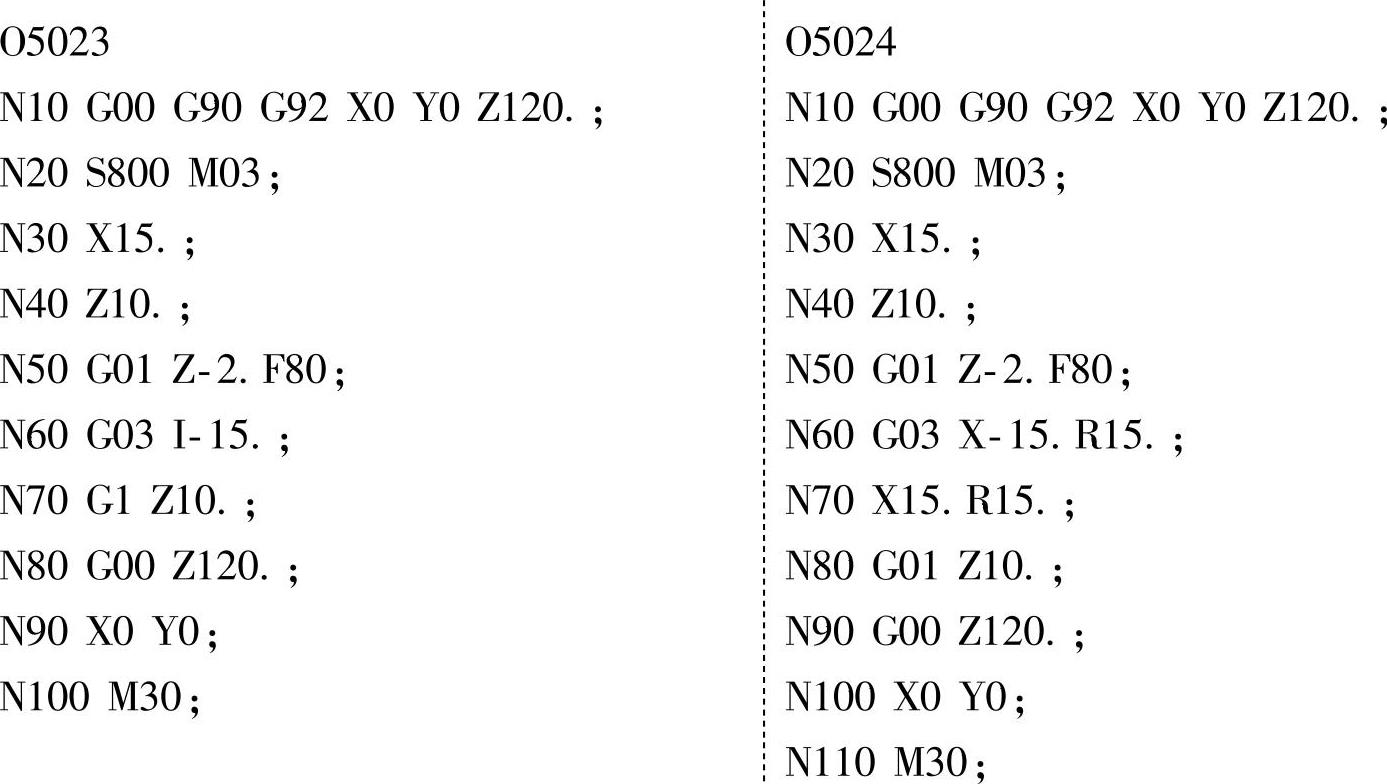
(3)刀具轨迹如图5-9所示。
(4)程序练习说明 该程序可作为整圆编程的练习示例,工件坐标系设置参照例5-1,注意G54与G92指令建立工件坐标系的原理、方法与应用注意事项。
例5-3:G53指令的应用示例。接例5-2练习,毛坯材料及装夹不变,将程序O5024改造为与起刀点位置无关,具有类似于G54~G59指令功能的程序。读者练习本例时可先复习1.6.2中G53指令的内容。
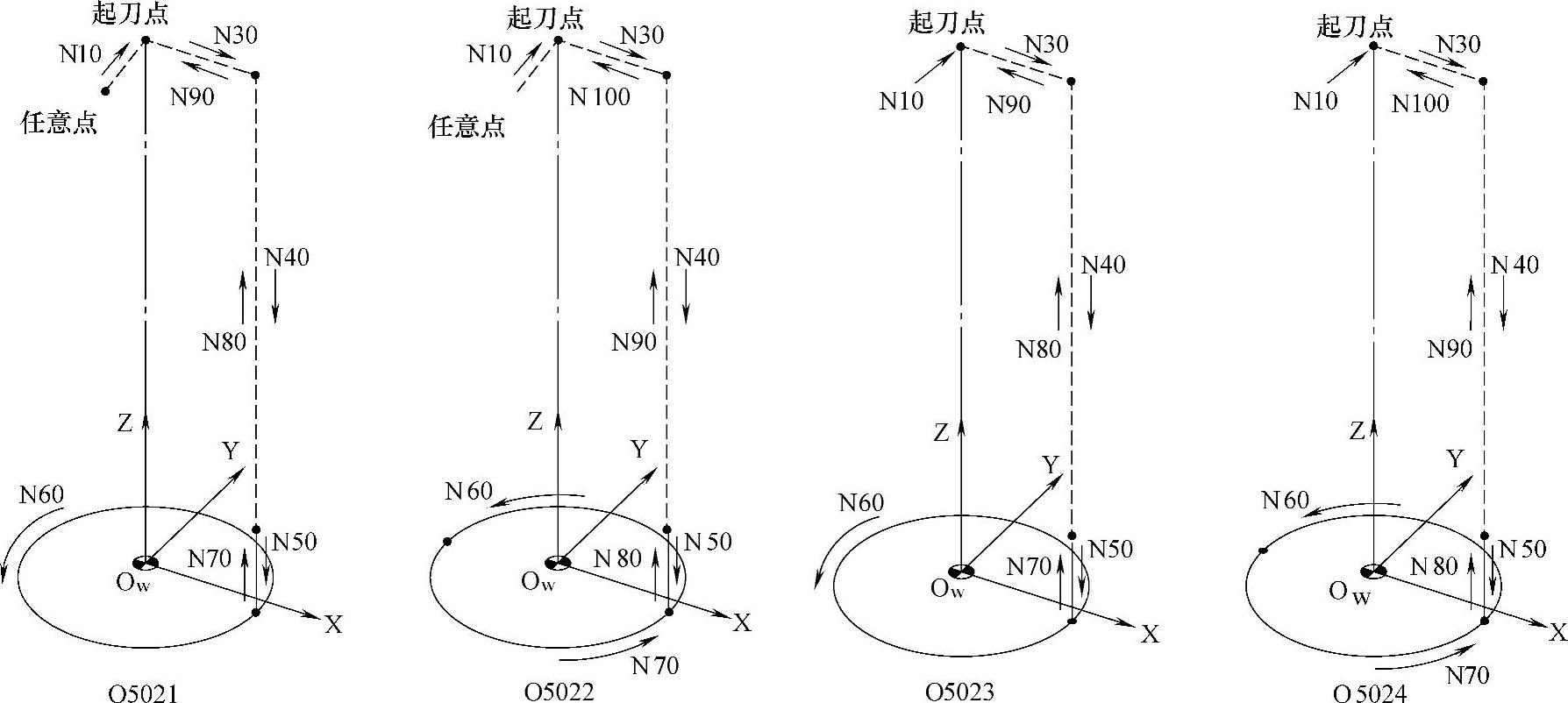
图5-9 例5-2刀具轨迹
改造的程序如下:
O5031 程序名
/N01 G91 G28 X0 Y0 Z0; 返回机床参考点
/N05 G90 G53 X-α Y-β Z-γ; 刀具快速移动至起刀点
N10 G00 G90 G92 X0 Y0 Z120.; G92设定工件坐标系,快速定位至原点上120mm
N20 S800 M03; 主轴正转(800r/min)
N30 X15.; X轴移动整圆半径距离
N40 Z10.; 快速下刀至工件上表面10mm处
N50 G01 Z-2.F80; 进给下刀加工至深度2mm
N60 G0 3X-15.R15.; 分两段加工整圆,第一段
N70 X15.R15.; 分两段加工整圆,第二段
N80 G01 Z10.; 提刀至工件上表面10mm处
N90 G00 Z120.; 快速提刀至起刀点高度
N100 X0 Y0; 快速定位至起刀点
N11 0M30; 程序结束,返回程序头
说明:
1)程序段N05中(-α,-β,-γ)为G92指令的起刀点相对于机床参考点的坐标值。
2)(-α,-β,-γ)值在程序执行之前可从LCD显示画面的绝对坐标显示中查得,并将其写入程序中。
3)完成以上工作后,只需第一次加工时按G92指令要求对刀,并完成第2)步的程序修改即可。
4)程序执行过一次以后,即使刀具不在起刀点上,但执行完N01和N05程序段后刀具会移动至起刀点处,相当于完成了G92指令对刀结果。
5)由于用G92指令建立工件坐标系的加工程序习惯于在程序执行完成后刀具返回起刀点编程,因此,以上程序执行一次后N01和N05程序段的动作就是多余的,此时,可按下机床操作面板上的程序段跳跃键,程序执行时就会跳过N01和N05程序段,避免了不必要的机床动作。
6)该程序的改进方式使得G92指令建立工件坐标系的数控程序与刀具位置无关,具有与G54~G59指令类似的功能。同时,也能对G53指令的功能和程序段跳跃有一个实际的了解。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






