
进入设定(SETTING)画面,设定参数输入是否允许以及在设定画面上进行相关参数和数据的显示与设定,是操作者学习到一定阶段必须掌握的方法之一。
1.设定画面的显示
设定参数显示的操作图解如图3-92所示。
1)按下手动输入方式键,按键指示灯亮,MDI方式有效。
2)按下功能键OFS/SET,进入偏置/设定画面。
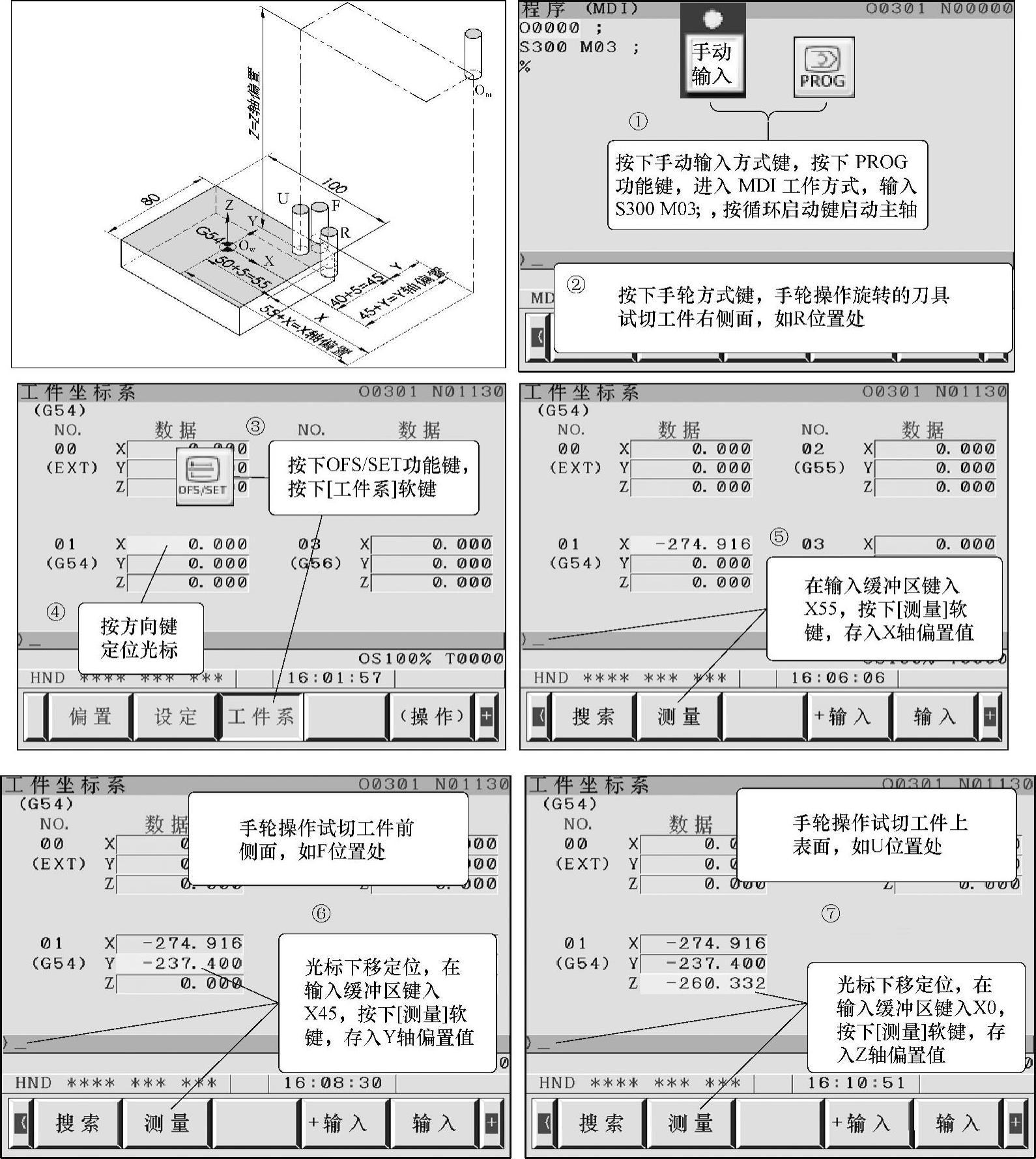
图3-91 工件坐标系的设定([测量]软键的应用示例)
Om—机床参考点 Ow—工件坐标系原点
3)按下[设定]软键,显示设定参数画面。
4)该画面有3页,按翻页键可以在第1页至第3页之间相互切换。
设定内容的说明:
1)参数写入开关:设定是否允许参数写入。0:禁止写入;1:允许写入。
2)TV校验:设定是否执行TV校验。0:不进行TV校验;1:进行TV校验。
3)穿孔代码:设定数据通过阅读机/穿孔机接口输出时的代码。0:输出EIA代码;1:输出ISO代码。
4)输入单位:设定程序输入单位:英制或公制。0:公制;1:英制。
5)I/O通道:阅读机/穿孔机接口使用的通道,共有0~35个通道号,如常用的通道1(RS232C通信接口)和通道4(存储卡通信接口)。
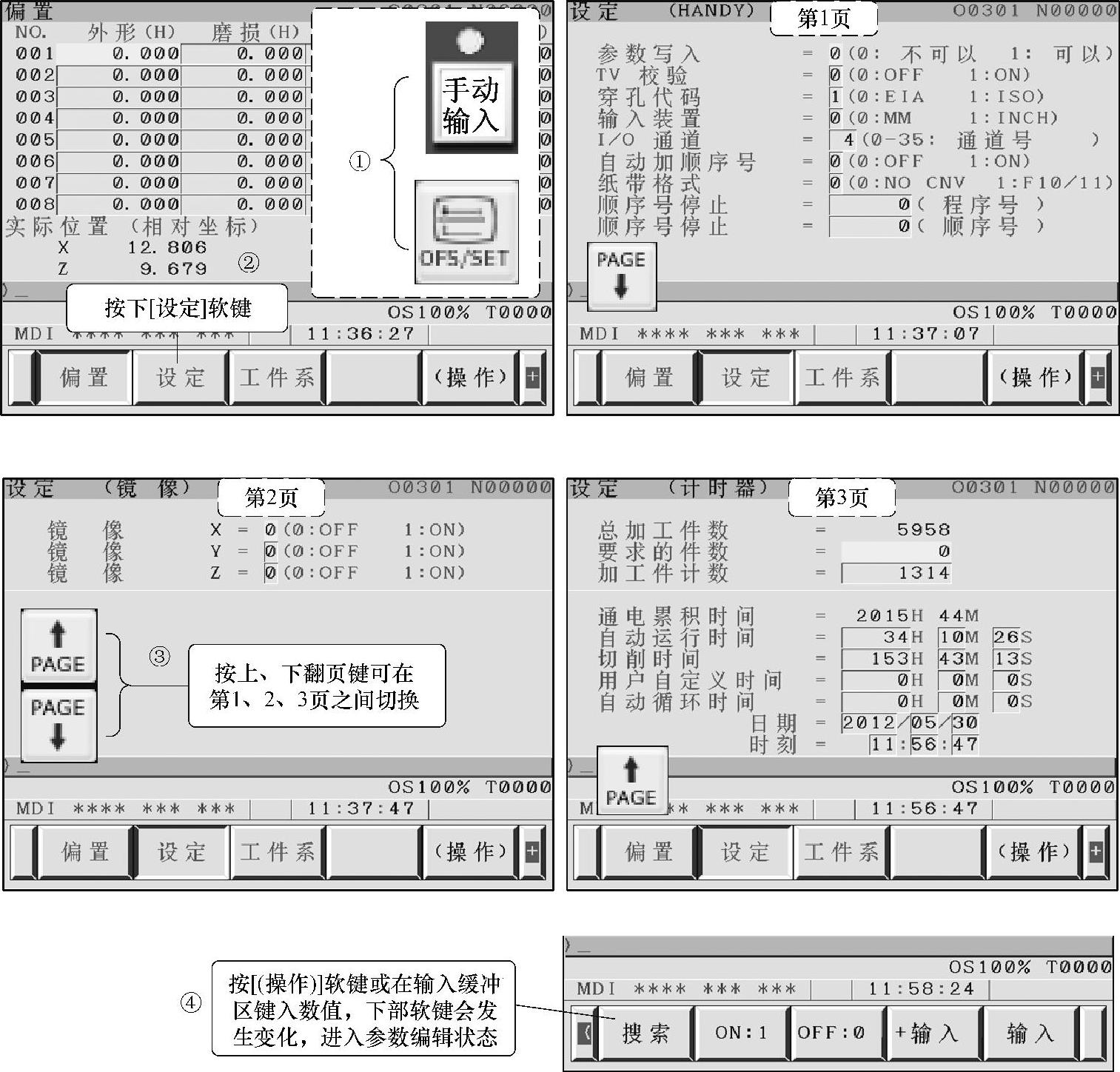
图3-92 设定参数显示的操作
6)自动加顺序号:设定在编辑方式下,程序输入时是否执行顺序号自动插入。0:不执行顺序号自动插入;1:执行顺序号自动插入。
7)纸带格式:设定F10/11纸带格式转换。0:不进行纸带格式转换;1:进行纸带格式转换。
8)顺序号停止:设定顺序号比较和停止功能的操作停止时的顺序号以及该顺序号所需的程序号。
9)镜像:设定各轴镜像ON/OFF。0:镜像关;1:镜像开。
10)加工总件数:执行M02和M30时该值加1。该值只能在参数(参数号6712)中修改。
11)要求的件数:设定所需加工的工件数。此数设为0时对工件数没有限制。
12)加工件计数:执行M02和M30时该值加1,到达设定值时清零。
13)通电累积时间:显示通电的总时间,该值只能在参数(参数号6750)中修改。
14)自动运行时间:自动运行的总时间,不包括停止和进给暂停时间。(www.daowen.com)
15)切削时间:切削的总时间,包括直线插补(G01)和圆弧插补(G02或G03)指令的运行时间。
16)用户自定义时间:该值可用于用户设置其他的时间计时,如冷却总时间等,具体参见机床厂家说明书。
17)自动循环时间:一次自动运行的时间,不包含停止和进给暂停的时间,复位或断电后该值清零。
18)日期与时间:显示当前的日期和时间,并可以直接调节。
2.参数写入的允许/禁止操作及设定画面中参数的设定
在图3-92所示的设定画面中,按下[(操作)]软键,可以进入设定操作画面,如图3-93所示,注意下部软键的变化。
参数写入的允许/禁止操作步骤如图3-93所示。
1)执行图3-92中的第1)、2)和4)步,进入设定参数画面。
2)将光标定位至参数写入设置处,按下[ON∶1]软键,画面自动跳转至报警画面。
3)按下OFS/SET键返回设定参数画面,可看到参数写入已经置1。此时下部闪烁的ALM报警一直存在,系统进入参数写入允许状态。
4)参数设置完成后,按下[(操作)]软键,进入设定参数画面,按下[OFF∶0]软键将参数写入置0。
5)按下复位键RESET,闪烁的ALM报警消失,系统进入参数写入禁止状态。有的报警号及信息按复位键RESET不会消失,必须关机重启后才能消失,即这些参数的设置实际上是要重启后才生效,如语言设置参数(参数3190的#6)便是如此。
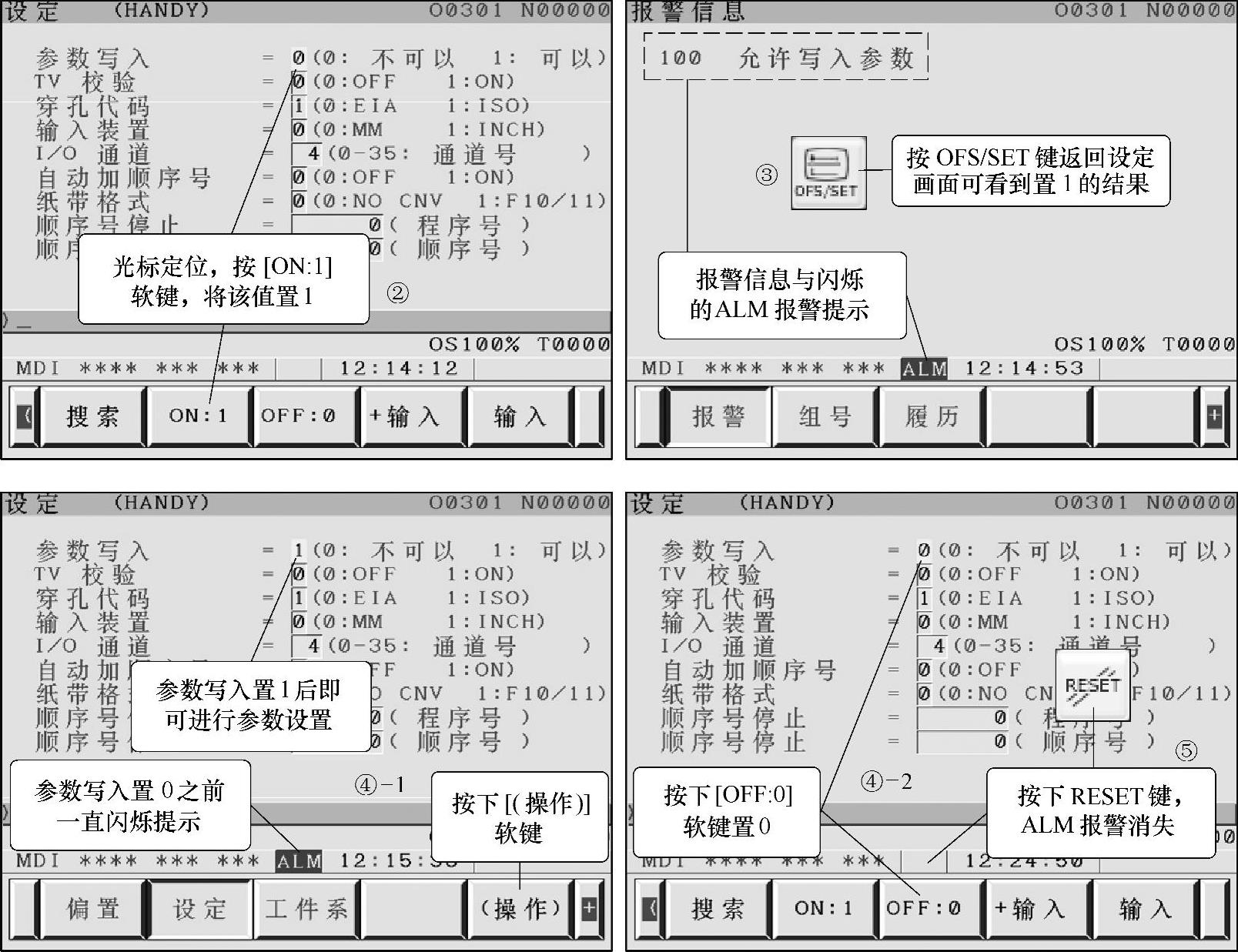
图3-93 参数写入的允许/禁止操作步骤
注意:若参数3111#7的NPA设置为1,则仅仅是画面下部出现闪烁的“ALM”报警提示,并不跳转至报警画面。若需要查询报警信息时,可按MESSAGE键进入报警画面,看到100号报警。
参数写入的允许/禁止操作是系统参数操作必须掌握的基本方法。
3.设定画面中参数的设定
参数设定的操作图解如图3-94所示。
1)执行图3-92中的第1)、2)和4)步,进入设定参数画面。
2)按光标移动键将光标定位至I/O通道处,在输入缓冲区键入4。
3)按下[输入]软键,I/O通道设置为4。
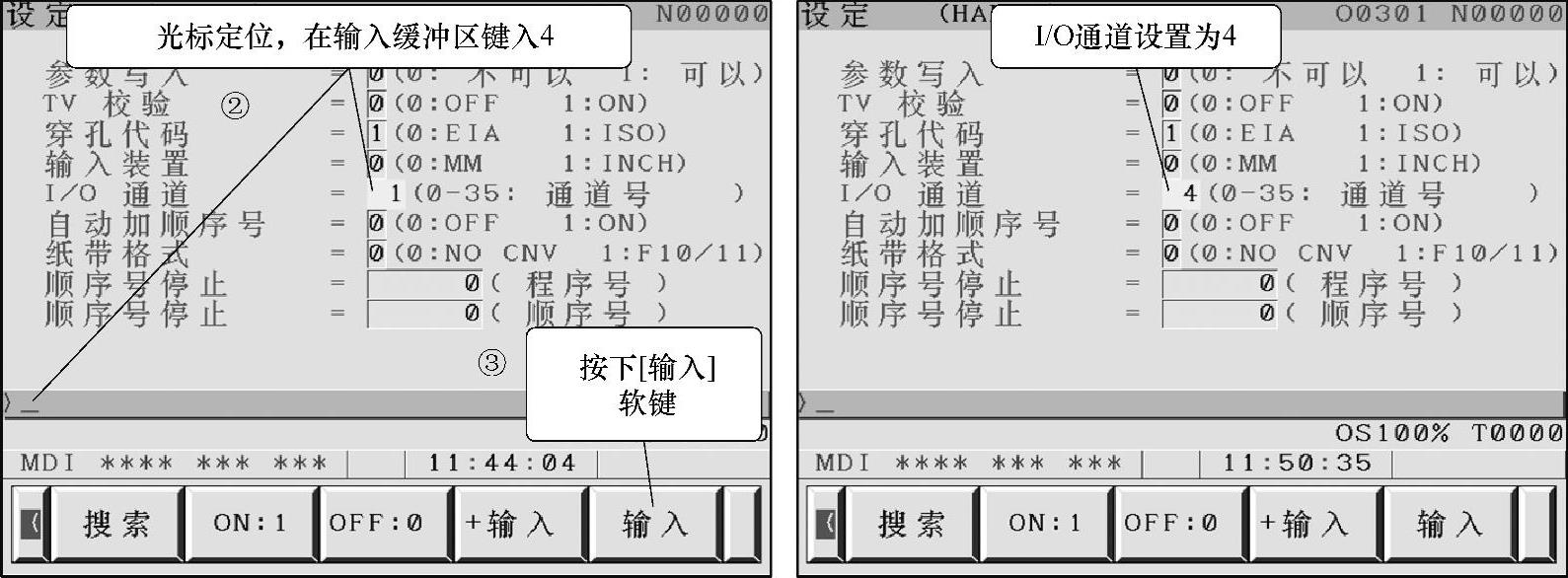
图3-94 I/O通道由1修改为4的操作
注意:
1)设定画面中的参数修改与设定不需要将参数写入允许置1即可操作。
2)画面中的参数也可在相应的参数画面中进行修改,如自动加顺序号的参数就是参数0000的第5位(SEQ),参见图3-38。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





