刀具偏置值是数控铣削加工中重要的概念及设定的参数,它包括刀具的长度偏置与半径偏置。注意:这里说的偏置又常称为补偿。
1.刀具偏置值的显示操作及内容(见图3-81)
(1)刀具偏置值显示的操作步骤
1)按下功能键OFS/SET。
2)按下[偏置]软键,进入刀具偏置显示画面,如图3-81a所示。
3)在偏置画面中按下[(操作)]软键,进入偏置参数编辑画面,可看到下部的软键发生了变化(注意:若在输入缓冲区键入任何数字或字符也会自动进入偏置参数编辑画面),如图3-81b所示。
(2)刀具偏置画面显示的内容
1)画面左上角的“偏置”标题表示进入了偏置画面。
2)偏置显示区用于查询与编辑偏置值。
3)数控铣床的刀具偏置分为刀具长度偏置与刀具半径补偿两项(习惯上长度叫“偏置”,而半径称“补偿”)。
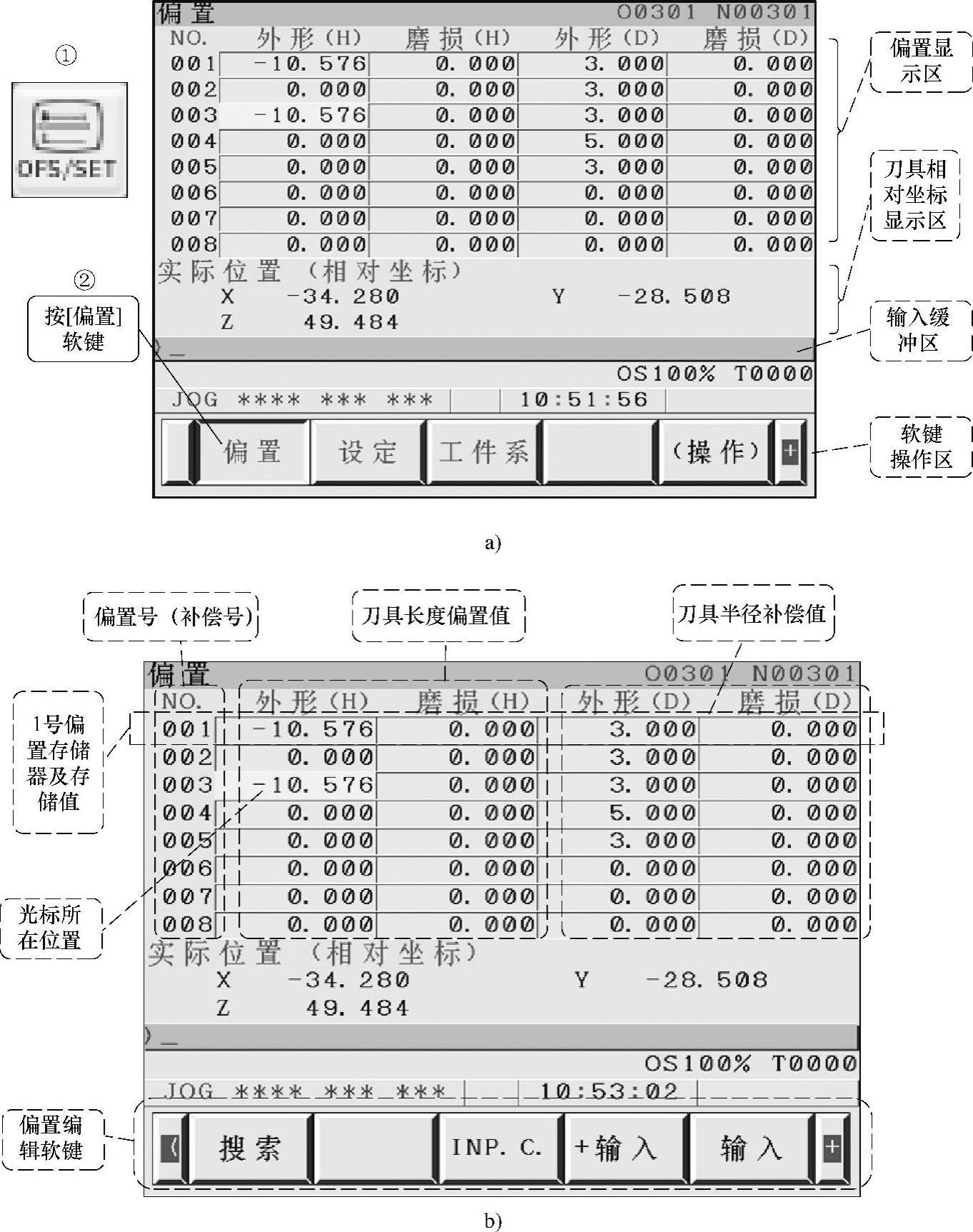
图3-81 刀具偏置值的显示操作及内容
a)操作步骤及偏置画面 b)偏置编辑画面及显示内容
4)FANUC 0i系统将偏置(或补偿)分为两部分管理——外形与磨损。前者是基本设置值,后者是对其进行微量的调整值。刀具的实际偏置值是以上两部分的代数和。
5)FANUC 0i MC数控系统提供了400组刀具偏置存储单元,完全能够满足需要。可利用上/下翻页键逐页查看或利用下部的[搜索]软键直接定位。
(3)刀具偏置值的设定与修改图3-81a所示的刀具偏置画面中,按下[(操作)]软键可进入偏置值编辑画面,画面底部的软键发生了变化,如图3-81b所示。
2.刀具偏置编辑画面中各软键的作用
1)[搜索]软键:按偏置号检索某个具体存储器(FANUC 0i MC系统有400个偏置存储器)。
2)[INP.C]软键:用于将刀具当前位置的相对坐标值输入到偏置存储器中。该软键主要用于刀具长度偏置的机上测量。
3)[+输入]软键:用于将输入缓冲区键入的值与光标所在位置的值相加(代数和)并存储。该软键主要用于刀具补偿参数的微量调整,键入的数值可以是正值或负值。
4)[输入]软键:用于将输入缓冲区键入的值直接替换光标所在位置的值,即键入值的直接输入。可用于机外测量刀具长度或半径值的直接输入。
3.编辑软键操作练习
(1)[搜索]软键操作练习示例以图3-81为例,用[搜索]软键将光标快速定位至20号偏置值处。操作之前必须先进入刀具偏置编辑画面,其操作图解如图3-82所示。
1)在输入缓冲区键入待查找的偏置号20。
2)按下[搜索]软键。
3)光标快速定位在偏置号020行的第一列处。
 (www.daowen.com)
(www.daowen.com)
图3-82 [搜索]软键的操作图解
(2)[输入]和[+输入]软键操作练习示例 操作图解如图3-83所示。
1)先进入刀具偏置操作显示画面,将光标定位在待修改处,如偏置号NO.001的外形(D)处。
2)在输入缓冲区键入刀具半径补偿值,如4。
3)按下[输入]软键,可以看到光标所在位置变为4.000。
4)再次在输入缓冲区键入预增加值2。
5)按下[+输入]软键,可以看到光标所在位置变为6.000。
6)按下光标移动键 ,将光标右移至偏置号NO.001的磨损(D)处。
,将光标右移至偏置号NO.001的磨损(D)处。
7)在输入缓冲区键入刀具半径磨损值-0.15。
8)按下[输入]软键,可以看到光标所在位置变为了-0.150。
4.刀具长度测量
(1)刀具长度测量原理 在1.6.9中介绍刀具长度补偿时曾谈到机上刀具长度测量补偿法,其实际上均可转化为测量刀具相对位置坐标的问题。以图3-84为例,要测量的刀具补偿量是某刀具Tx在参考点高度上刀位点至工件表面的距离Hx,或测量非标准刀T02相对于标准刀T01的长度差H02。
某刀Tx补偿值Hx的测量思路是将图3-84所示参考点位置处的机床相对坐标设置为零,然后手动移动刀具至工件表面,即可测量出相对坐标,注意这个值是一个负值。
非标准刀T02长度差(即补偿值)的测量思路是,首先将标准刀与工件上表面或高度对刀器接触,然后将相对坐标设置为零,接着将非标准刀与同一位置接触,即可测量出非标准刀与标准刀的长度差(即长度补偿值),当刀具短时相对坐标为负值,否则为正值。
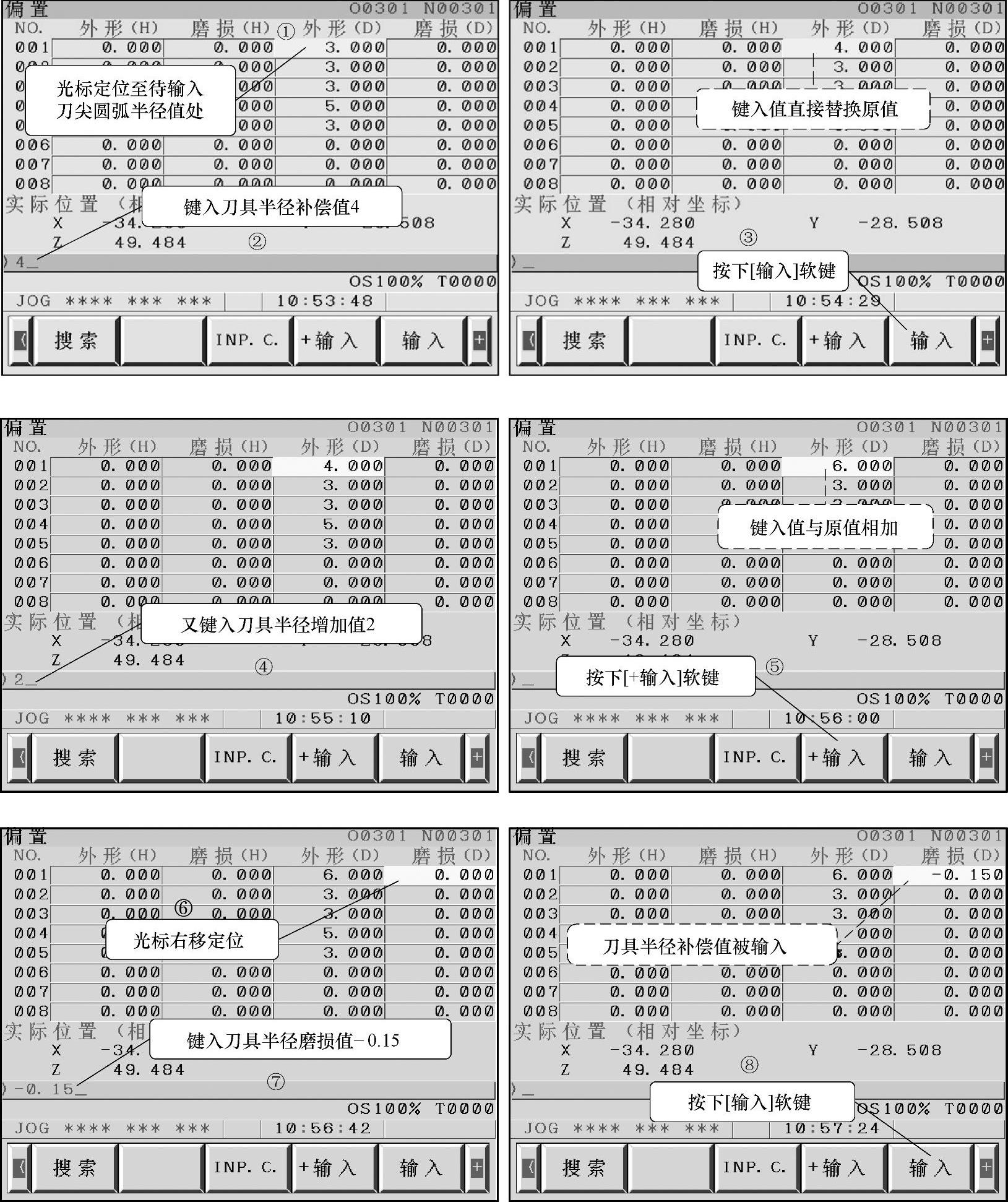
图3-83 [+输入]和[输入]软键操作图解
基于这个原理,FANUC0iMC系统专门设置了一个功能键(参见图3-81b中的[INP.C.]软键)。
(2)刀具长度补偿的测量与输入 以测量非标准刀相对于标准刀的长度差为例,其操作步骤如图3-85所示。
1)手动移动刀具与工件表面上某一指定位置接触(试切工件时必须启动主轴旋转)。
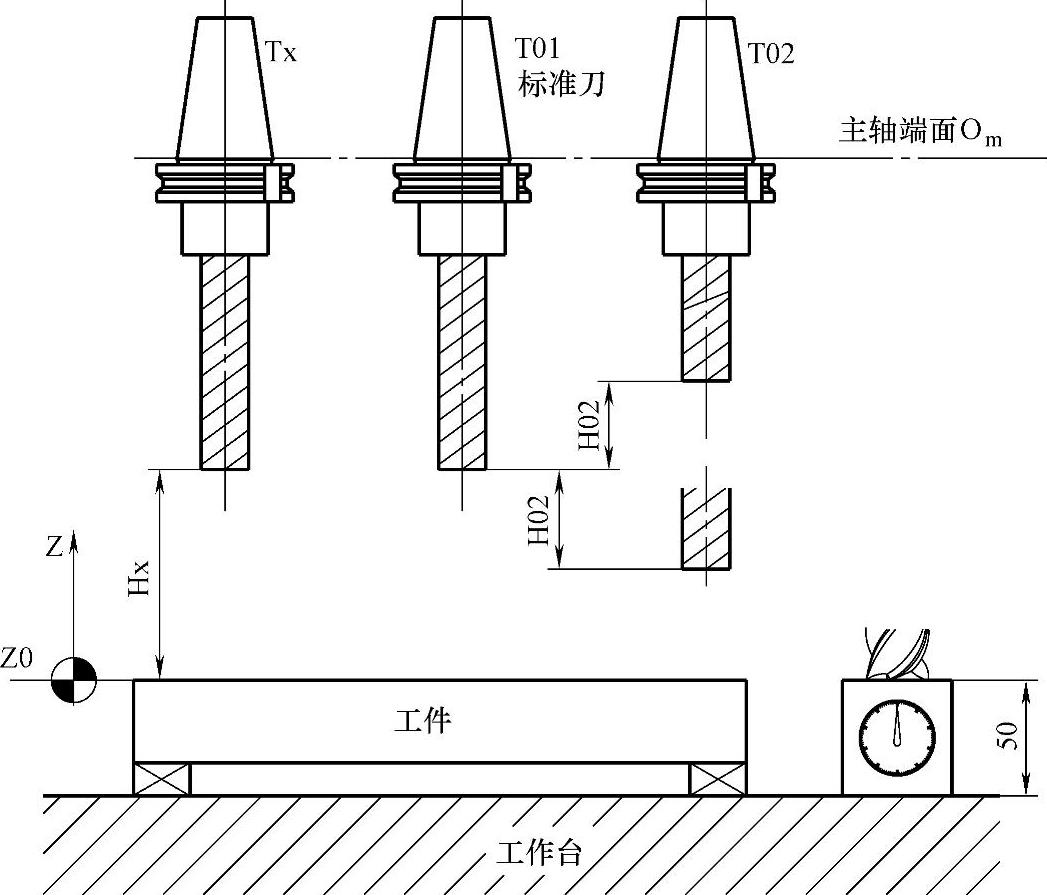
图3-84 刀具长度测量原理
2)按下POS键,进入坐标位置画面,按[相对]软键,进入相对坐标位置画面,按下轴地址Z,画面上的地址Z闪烁,画面切换至相对坐标设置画面,下部出现[归零]软键,按下[归零]软键,相对坐标复位归零,同时地址Z闪烁停止。
3)将非标准刀与标准刀对刀的相同位置接触,画面上的相对坐标即为非标准刀T02与标准刀的长度差。
4)按下OFS/SET键,按下[偏置]软键,进入偏置显示画面,用光标移动键定位光标至NO.002的外形(H)处,即H02号刀具补偿存储器。
5)在输入缓冲区键入地址Z,画面切换至偏置编辑画面,可看到下部软键发生了变化。
6)按下[INP.C.]软键,完成相对坐标值的输入。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





