【摘要】:图3-74 程序检测画面说明:1)从当前正在执行的程序段开始,该画面最多可显示当前程序的4个程序段,当前正在执行的程序段高亮显示,但在DNC运行期间,只显示3个程序段。2)当前位置显示工件坐标系中的相对(或绝对)坐标和剩余移动距离,按功能键PROG可在程序检查画面与程序画面之间切换。3)程序检查画面最多可显示12个模态G代码。图3-75所示为程序检查画面操作示例。7)再次按下PROG键可切换至程序检查画面。
功能:在自动(或MDI)方式下显示当前正在执行的程序、刀具的当前位置和模态数据。
显示程序检查画面的操作步骤如下:
1)按自动方式键,按功能键PROG,调出待执行的程序。
2)按[检测]软键,切换至自动方式下的程序检查画面(必要时再按一次功能键PROG)。
3)按循环启动键运行程序,光标停留在当前执行的程序段上。
图3-74所示为图3-73程序执行至N80程序段的程序检测画面。
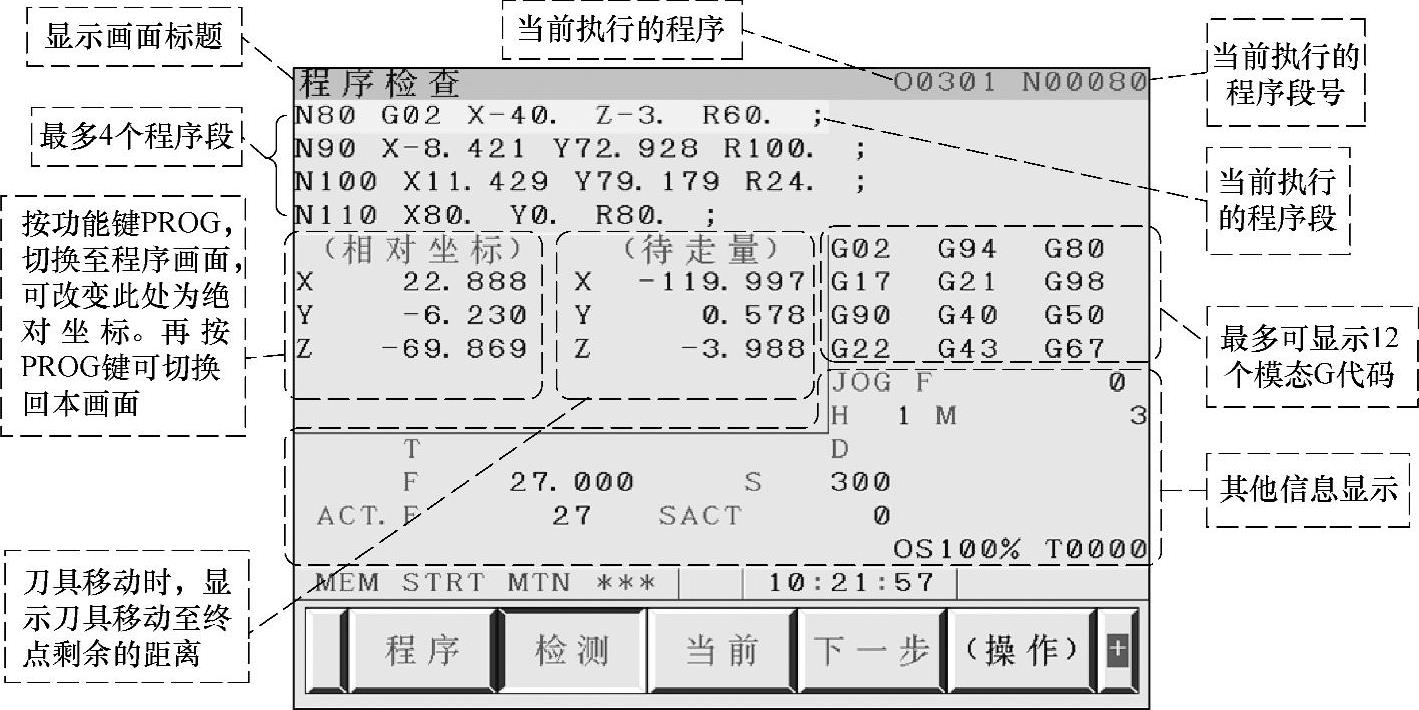
图3-74 程序检测画面
说明:
1)从当前正在执行的程序段开始,该画面最多可显示当前程序的4个程序段,当前正在执行的程序段高亮显示,但在DNC运行期间,只显示3个程序段。
2)当前位置显示工件坐标系中的相对(或绝对)坐标和剩余移动距离,按功能键PROG可在程序检查画面与程序画面之间切换。在程序画面中,可通过软键[绝对]和[相对]来切换绝对坐标和相对坐标显示。
3)程序检查画面最多可显示12个模态G代码。
4)自动运行期间,还显示进给速度、主轴转速与倍率等信息。(https://www.daowen.com)
图3-75所示为程序检查画面操作示例。
1)编辑方式下调出加工程序。
2)按下自动方式键,进入程序检查画面。
3)按PROG键可切换至自动方式下的程序画面。重复按PROG键可在程序检查与程序画面之间切换。
4)按下循环启动键运行程序。
5)按下[检测]软键,会自动切换至含有[绝对]和[相对]软键的程序检查画面。
6)按下[绝对]和[相对]软键可设置程序检测画面中的坐标显示方式。
7)再次按下PROG键可切换至程序检查画面。
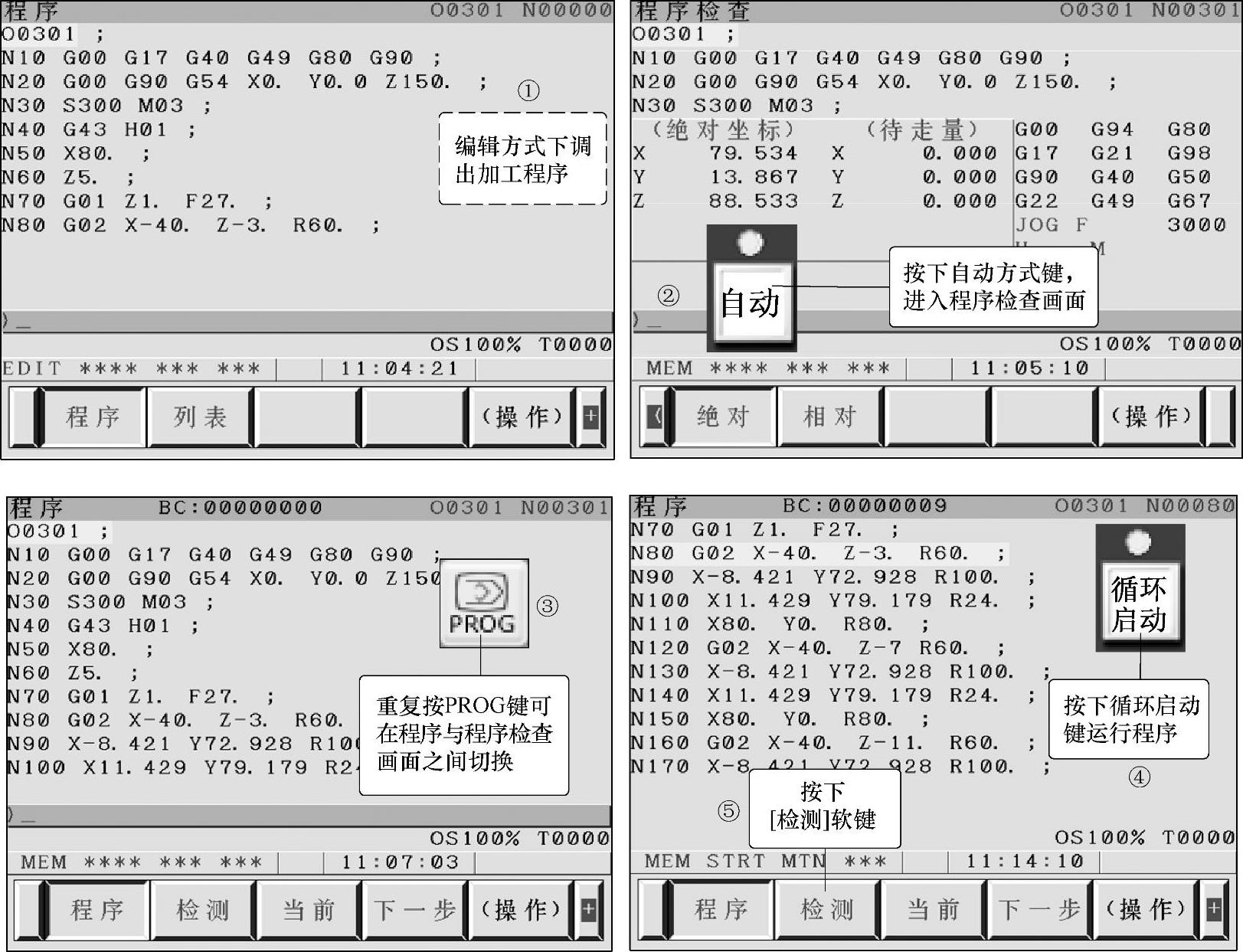
图3-75 程序检查画面操作示例
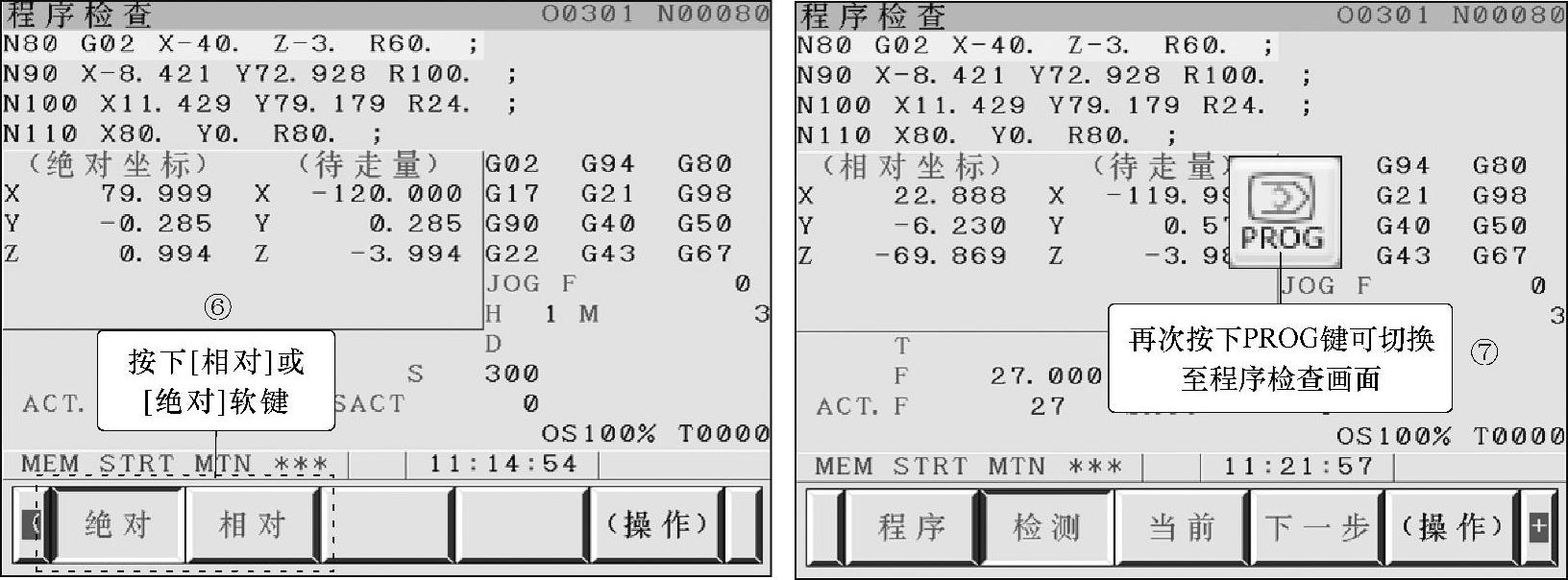
图3-75 程序检查画面操作示例(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






