1.相对坐标显示操作步骤
图3-67所示为相对坐标显示操作图解,其操作步骤如下:
1)按功能键POS,进入绝对坐标显示画面。
2)按软键[相对],进入相对坐标显示画面。
相对坐标显示画面说明:
1)注意数控铣削系统相对与绝对坐标地址符是相同的,只能通过画面上部的提示与下部的软键按下状态判断。
2)连续按功能键POS,画面会在相对、综合和绝对之间切换。
3)相对坐标系原点可由操作者设定,一旦设定直到下一次设定之前一直有效。
4)在刀具移动程序段的执行过程中,相对坐标值是不断变化逐渐靠近终点坐标值的。
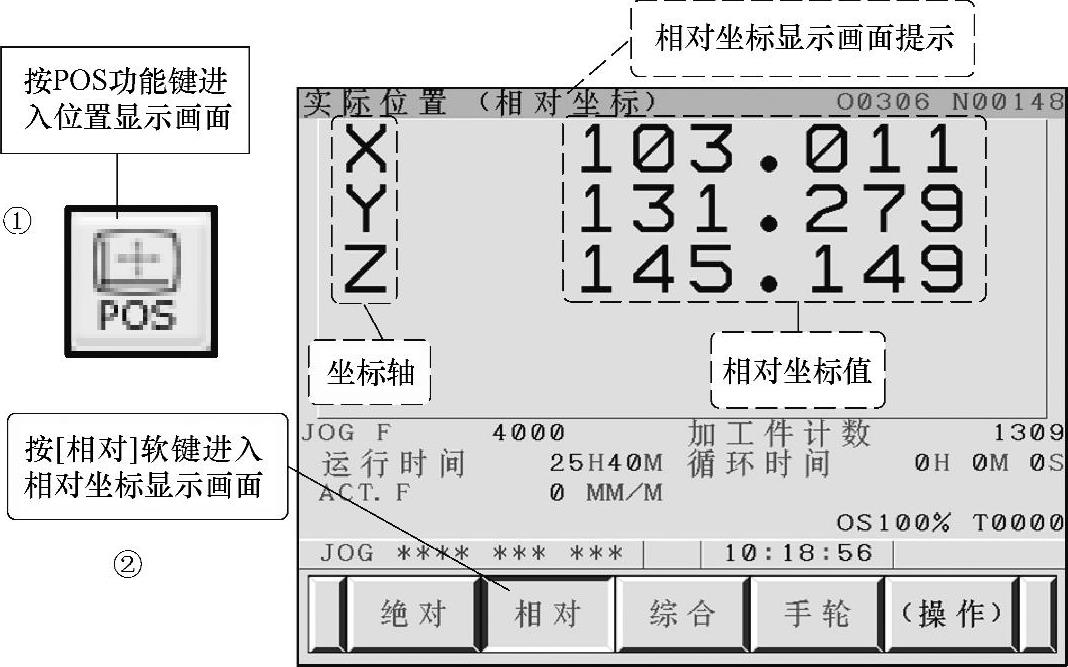
图3-67 相对坐标显示操作步骤
2.相对坐标值的预置(即相对坐标系的设定)
相对坐标最大的特点是相对坐标系原点可以预置,这在G92指令建立工件坐标系以及刀具长度补偿测量时是非常有用的。相对坐标预置包括各轴单独预置与复位为0(归零)操作和所有轴一次性归零操作。
(1)各坐标轴单独预置(见图3-68) 其操作步骤如下:
1)按功能键POS。
2)按软键[相对],进入相对坐标显示画面。
3)按下轴地址X,画面上的轴地址X闪烁,同时下部软键变化,表示进入X轴预置状态,接着键入预置值(如X58.)。
4)按下[预置]软键,可看到X轴坐标值被预置,同时轴地址X闪烁消失。
5)参照第3)、4)步,完成Y轴坐标值预置(预置为48.0)。
6)按下轴地址Z,轴地址Z闪烁,进入Z轴预置状态。
7)按下[归零]软键,可看到Z轴坐标被复位为0,同时轴地址Z闪烁消失。(https://www.daowen.com)
图3-68所示为相对坐标分别预置为X58.0、Y48.0和Z0的操作过程。
相对坐标值预置常用于G92指令建立工件坐标系。以图3-65为例,欲用工件坐标系G92指令建立工件坐标系OwXYZ,建立工件坐标系程序段为G92 X100.Y100.Z160.;,即程序执行之前刀具必须移至图3-65中的P3点,假设对刀的刀具为ϕ16mm圆柱立铣刀,有关相对坐标值预置操作参见图3-68。
1)手动启动主轴旋转,手动操作机床刀具试切工件右侧面,然后保持X轴不动,垂直提刀离开工件。
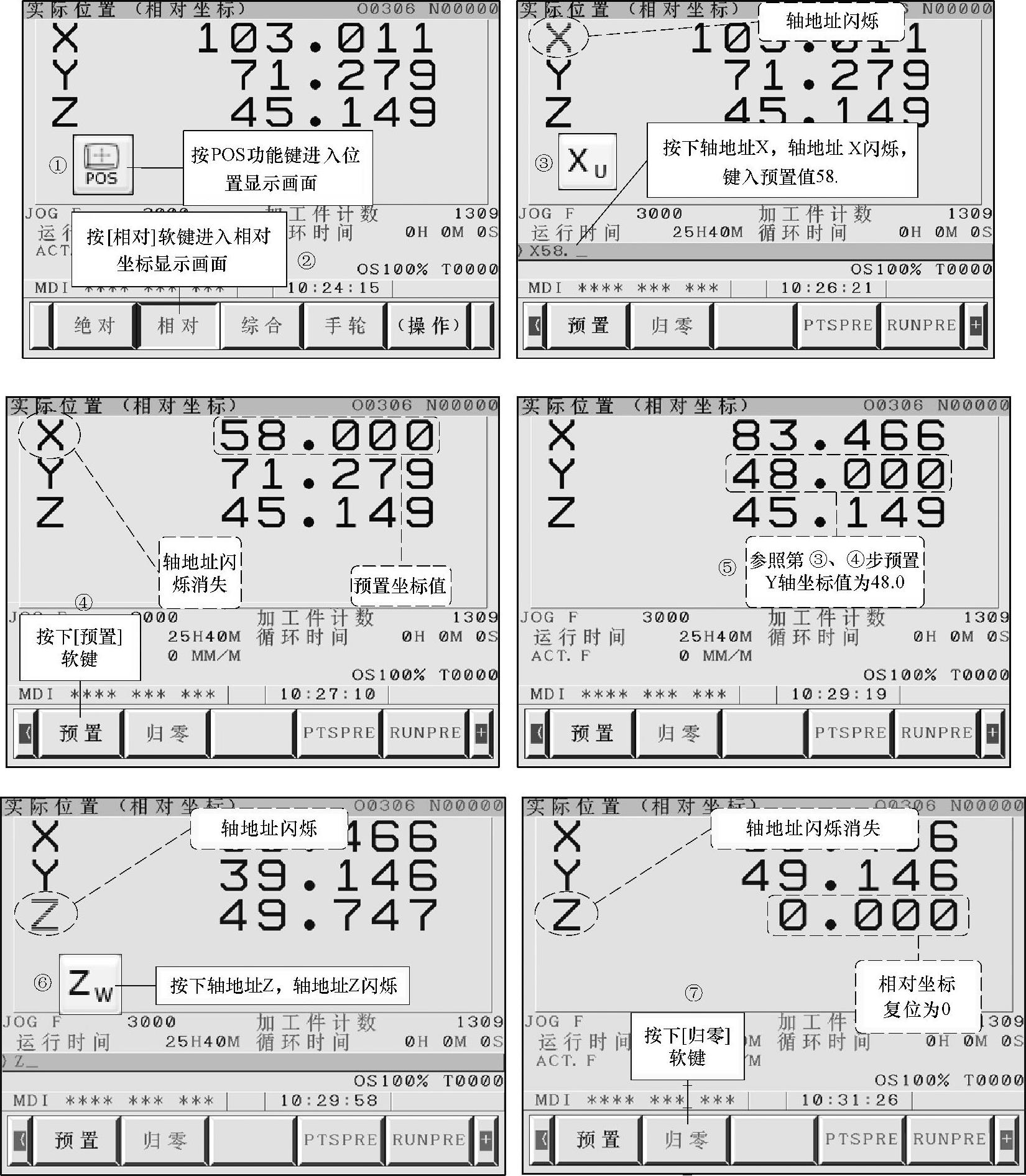
图3-68 各坐标轴单独预置
2)按图3-68所示方法,将X轴的相对坐标值预置为58.000(工件长度的一半加上刀具半径)。
3)手动操作机床刀具试切工件前侧面,保持Y轴不动,垂直提刀离开工件。
4)按图3-68所示方法,将Y轴的相对坐标值预置为48.000(工件宽度的一半加上刀具半径)。
5)手动操作机床刀具试切工件上表面,保持Z轴不动,水平移出工件表面。
6)按图3-68所示方法,将Z轴的相对坐标值预置为0.000。
7)手动操作机床刀具移至P3点,注意观察相对坐标位置显示画面,确保X/Y/Z轴坐标的显示值为X100.000/Y100.000/Z160.000。
8)执行程序中的程序段G92X100.Y100.Z160.;,即可建立起工件坐标系OwXYZ。
(2)所有坐标轴一次归零 如图3-69所示,其操作步骤如下:
1)按功能键POS,按[相对]软键,进入相对坐标显示画面。
2)按[(操作)]软键,进入坐标预置画面,画面下部有[预置]和[归零]两个软键。
3)按[归零]软键,进入所有轴复位画面,可以看到有一个[所有轴]软键。
4)按[所有轴]软键,则可一次性将所有轴复位为0。
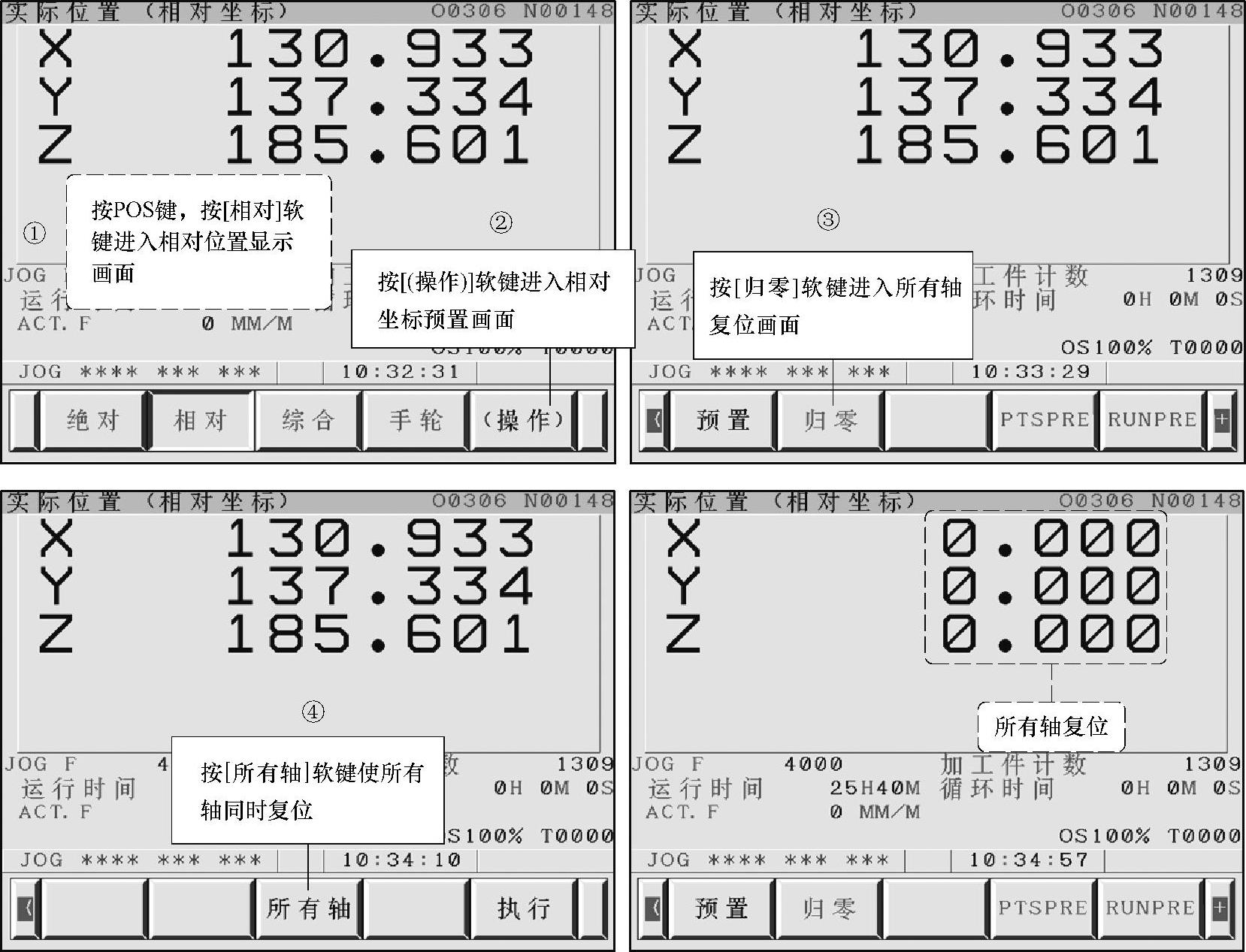
图3-69 所有轴一次复位为0
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






