1.程序跳选操作
(1)程序跳选概念回顾 在1.6.11谈到程序跳选符号是一个左斜杠“/”符号,其配合机床操作面板上的程序段跳跃按键可实现部分程序段的跳过运行。
另外,在1.6.2中谈到G92指令建立工件坐标系时与刀具位置有关,其使用起来不如G54~G59方便,后者建立工件坐标系时与刀具位置无关。下面列举一个改进程序示例,使得G92指令建立工件坐标系时也能做到与刀具位置无关。
(2)程序示例
% 程序开始符
O0311 程序名
/N1 G91 G28 X0 Y0 Z0; 返回坐标参考点
/N5 G90 G53 X-α Y-β Z-γ; 刀具快速移动至对刀点
N10 G92 X-10.0Y-10.0 Z50.0; G92指令建立工件坐标系
N20 S600 M03; 主轴正转(600r/min)
N30 G42 G00X5.0Y10.0D01; 启动刀具半径右补偿,快速定位A点上方
…… ……
N130 G40 X-10.0Y-10.0; 取消刀补,快速退回至起刀点S
N140 M30; 程序结束
% 程序结束符
注:N5程序段中的-α、-β和-γ分别为G92建立工件坐标系时刀具刀位点相对于机床坐标参考点的X、Y、Z坐标偏置值。
程序分析:N1和N5程序段可以保证不管刀具在什么位置,均能自动移至G92建立工件坐标系的起刀点。但由于在程序结束前刀具已经返回了起刀点,所以第二次执行时该两程序段已经可以不用执行了,这时可以通过程序段跳选开关跳过该两程序段。读者可以仔细品味该程序的执行过程,看是否能够实现类似于G54~G59指令建立工件坐标系与刀具当前位置无关的目的。(www.daowen.com)
(3)操作示例(见图3-31) 操作步骤如下:
1)在编辑方式下调出待加工程序。
2)按下自动键,按键指示灯亮,自动方式有效。
3)确保程序段跳跃键处于释放状态(指示灯熄灭)。
4)按下循环启动键,完整执行完一次加工程序,程序执行完后,刀具返回对刀点。
5)按下程序段跳跃键,指示灯亮,程序段跳过方式有效。
6)按下循环启动键,跳过N1和N5程序段执行。
(4)说明 该程序在执行完一次包含N1和N5程序段的加工程序后,下次执行时就可以不用再执行程序段N1和N5了。
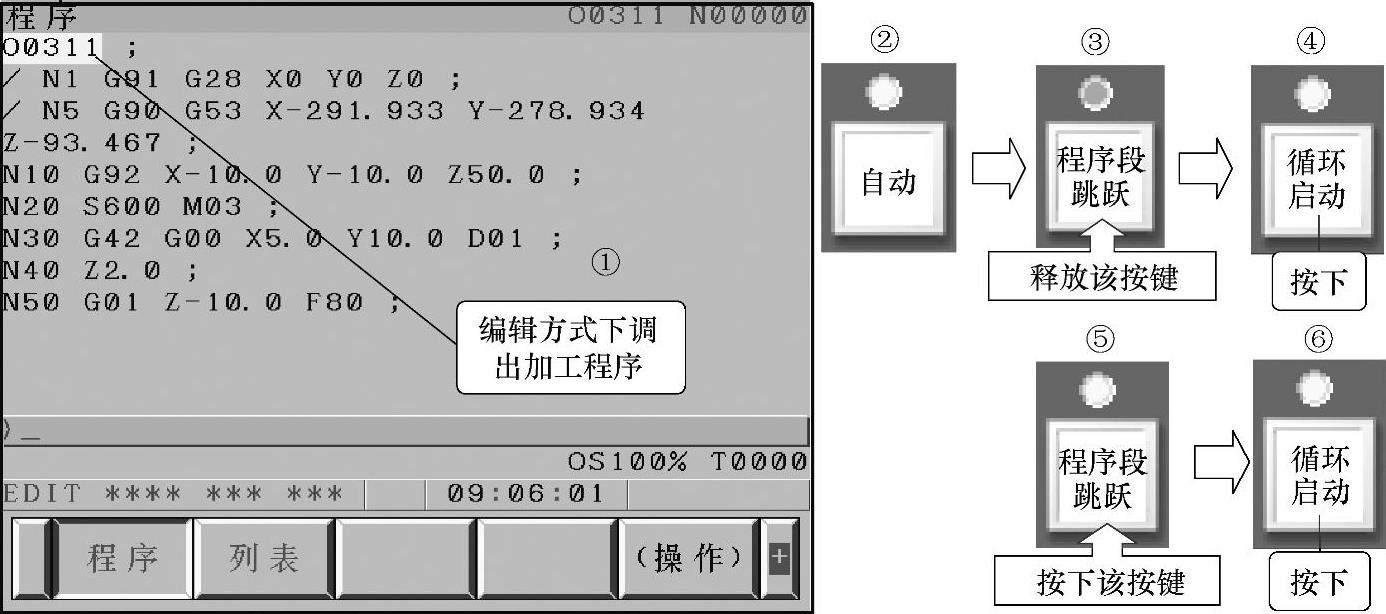
图3-31 程序跳选操作示例
2.选择停操作
(1)选择停概念的回顾 M01指令称为选择暂停指令,又称计划暂停指令,它能够使机床在程序的某一位置按操作者的要求暂停,但这时M01指令必须与机床操作面板上的选择停按键配合使用。暂停指令主要用于加工过程中需要暂时停止机床运行的操作工作,如进行工件尺寸的测量及补偿值的修正、手动变速等。对于不需每一工件都执行的暂停,如工件尺寸的抽检、不定期的排屑等,可以单独使用选择暂停指令M01。
(2)操作示例(见图3-32)
操作说明:按上面一条路线操作,程序运行时跳过M01指令。按下面一条路线操作,则程序运行至M01指令时,机床暂停,必须再一次按下程序启动键,程序才会继续执行。
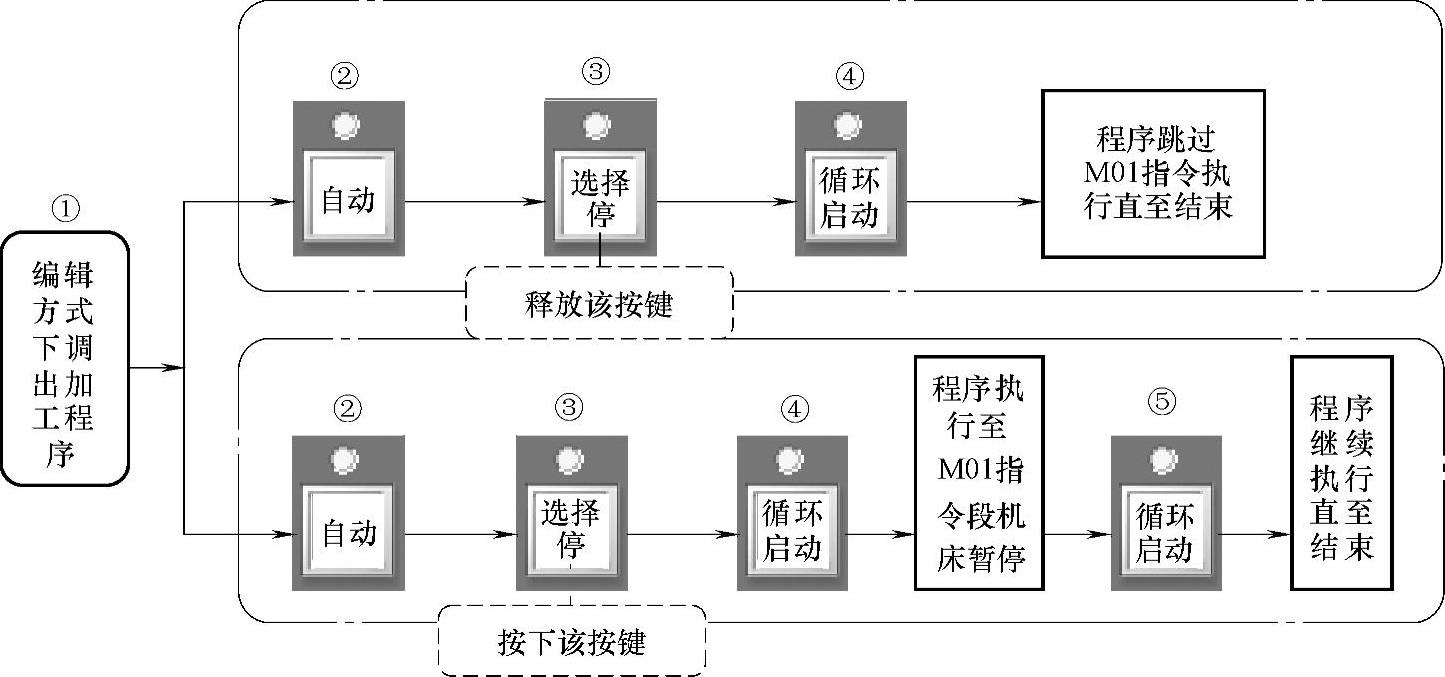
图3-32 选择暂停操作示例
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




