1.手动进给(手动连续进给)
手动进给又称手动连续进给或JOG进给,是数控机床的工作方式之一,是在图3-7所示的XKA714型铣床操作面板上以“手动操作”按键选择的工作方式。手动进给可实现工作轴的手动连续进给移动和手动快速移动。手动连续进给可用于人工操作切削加工、刀具位置移动与粗调等场合,手动快速移动可用于刀具快速移动,缩短辅助时间。两种进给方式均应用广泛。
2.手动连续进给移动操作步骤(见图3-13)
1)按下手动操作工作方式键,按键上方指示灯亮,手动工作方式有效。
2)手动调整进给倍率旋钮,选择合适的移动速度倍率。
3)按下欲移动坐标轴的轴选择键(X或Y或Z),轴选择键上方的指定灯亮。
4)按住轴进给方向键╋或━,则所选轴按正方向或负方向连续进给移动;释放轴进给方向键,则轴移动停止。
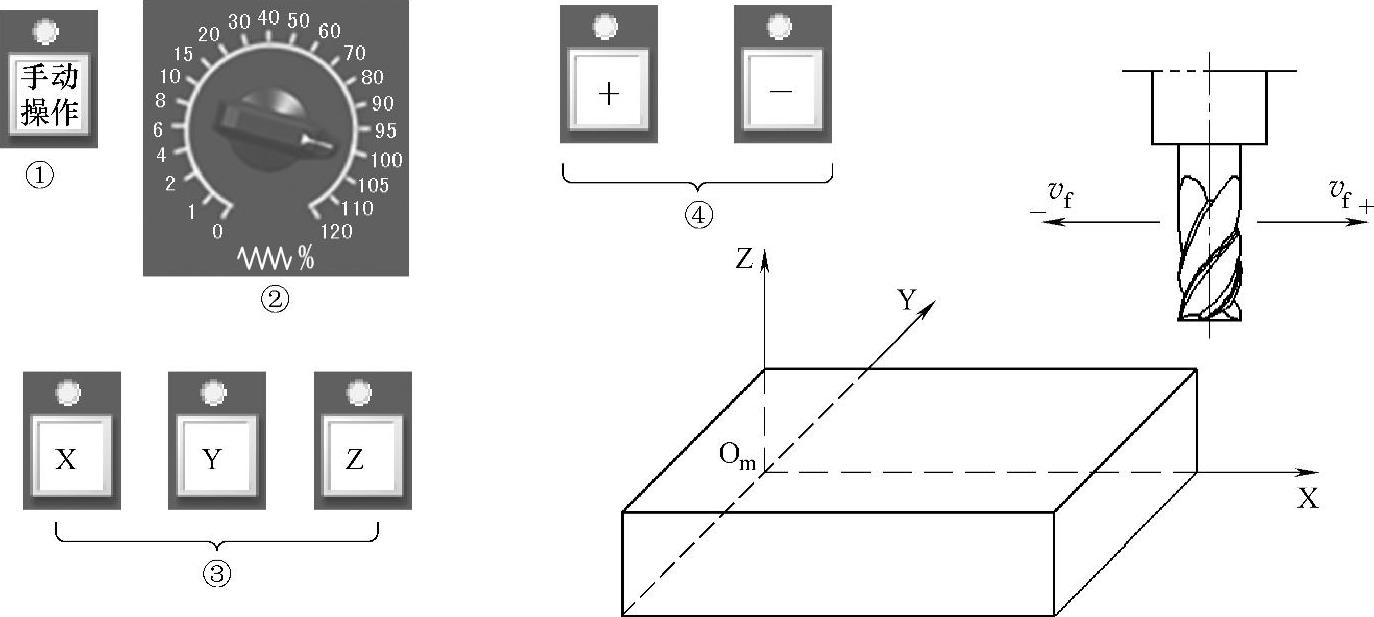
图3-13 手动连续进给移动操作步骤
说明:
1)步骤2)与步骤3)先后顺序不限。
2)手动连续进给速度可由进给倍率调节旋钮调整,进给倍率为100%时的进给速度由参数(参数号1423)设定,进给倍率调整范围为0%~120%连续可调。
3.手动快速移动操作步骤(见图3-14)
1)按下手动操作工作方式键,按键上方指示灯亮,手动工作方式有效。
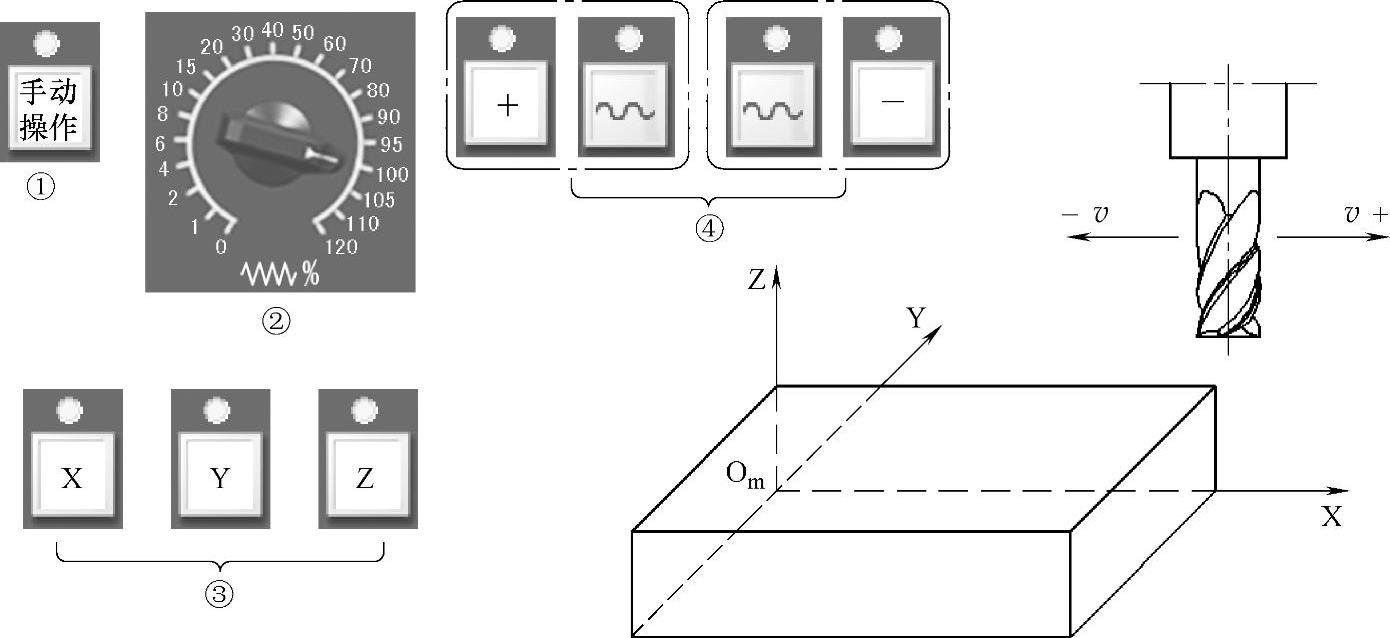
图3-14 手动快速移动操作步骤
2)手动调整进给倍率旋钮,选择合适的快速移动速度倍率。
3)按下欲移动坐标轴的轴选择键(X或Y或Z),轴选择键上方的指定灯亮。
4)按住快速移动键 的同时按住某一轴进给方向键(╋或━),则所选轴按正方向或负方向快速移动;释放轴进给方向键,则轴移动停止。仅释放快速移动键,则转为手动连续进给移动。
的同时按住某一轴进给方向键(╋或━),则所选轴按正方向或负方向快速移动;释放轴进给方向键,则轴移动停止。仅释放快速移动键,则转为手动连续进给移动。
说明:
1)步骤2)与步骤3)先后顺序不限。
2)手动快速移动速度有四档速度倍率,即F0、25%、50%、100%,其中F0的移动速度由参数(参数号1421)设定,100%时的移动速度由参数(参数号1424)设定。快速移动速度的调整方式与各厂家的设计有关,有的将这四档倍率单独设置四个按键——F0、25%、50%、100%进行调整,还有的是与进给速度倍率旋钮共用一个旋钮。如图3-7所示的XKA7/4型铣床便是快速移动与进给移动共用一个倍率旋钮,分别对应刻度0、1、2、4,并且将F0设置为零,大于刻度4时均按参数1424的设定值快速移动。
3)机床返回坐标参考点操作完成之前,手动快速移动操作无效,只能进行手动连续进给移动。
4.手轮进给移动操作
手轮进给是指用手摇脉冲发生器发出的脉冲信号驱动工作轴的移动。手摇脉冲发生器上有一个手轮,旋转手轮可发出脉冲信号,将360°分成了100个刻度,每旋转一个刻度发出一个脉冲,驱动工作轴移动一个步距。每一个脉冲的最小移动步距等于最小输入增量,默认设置是0.001mm。每一个脉冲的移动步距可由速度调节按键×1、×10、×100进行调整,对应为0.001mm、0.01mm、0.1mm。
手轮进给操作如图3-15所示。(https://www.daowen.com)
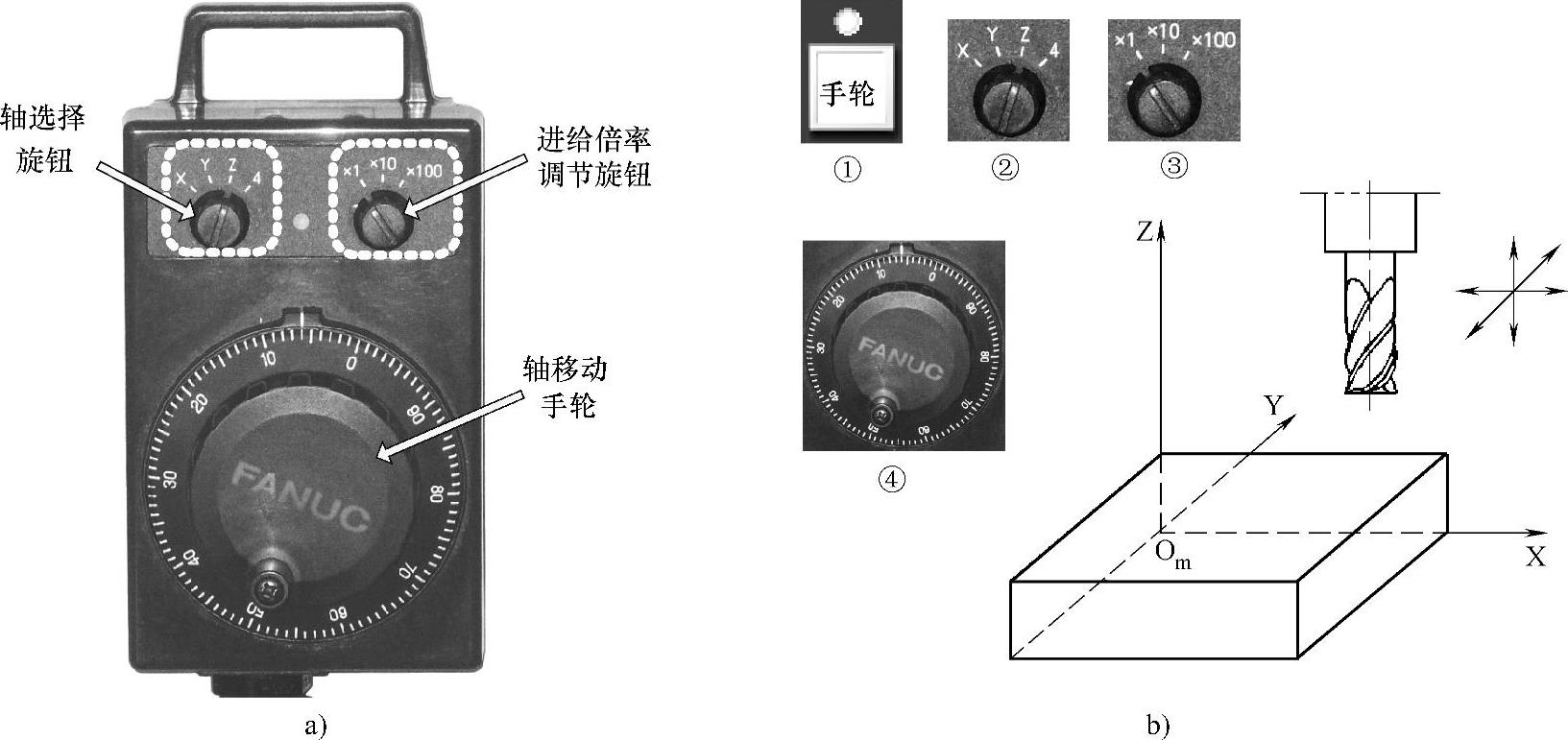
图3-15 手轮进给操作
a)手轮 b)操作步骤
1)按下手轮方式键,按键上方的指示灯亮,手摇工作方式有效。
2)旋转手摇脉冲发生器上的轴选择旋钮,选择要移动的工作轴。
3)旋转进给倍率调节旋钮至适当位置,选择合适的移动倍率×1、×10、×100。
4)手摇脉冲发生器手轮,驱动工作轴移动,手轮每转过一个刻度,工作轴移动一个步距,手轮正/反转,确定了工作轴移动方向的变化,连续不断地旋转手轮,可驱动工作轴连续不断地增量移动。
以Z轴增量移动为例,若希望Z轴向下移动0.1mm,则其操作流程为:按下手轮→旋至×100→旋至Z→逆时针手摇手轮移动一格→Z向下移动0.1mm。
相关说明:
1)摇动手轮时不必关注手轮上的刻度,更多的是要观察LCD显示屏上工作轴位置坐标值的变化。
2)手轮的正/反转与工作轴的正/负方向是对应的。
3)手轮进给的工作轴移动可实现坐标轴工作位置的精确调整。
5.增量进给操作
增量进给可实现工作轴一个一个脉冲地单步移动,每一个脉冲的步距可调。增量进给与手轮进给相似,本书介绍的XKA714型数控铣床未设置这种功能。这里按FANUC0iMC系统的标准面板进行介绍。
该面板上有一个增量进给(INC)方式按键 和一组增量进给倍率按键×1、×10、×100及×1000,每一个脉冲的最小移动距离为最小输入增量的倍数,最小输入增量默认设置是0.001mm,故每一个脉冲对应的移动步距可用倍率调整为0.001mm、0.01mm、0.1mm和1mm。在增量进给方式下每按一次进给方向键,刀具移动一个步距的距离。
和一组增量进给倍率按键×1、×10、×100及×1000,每一个脉冲的最小移动距离为最小输入增量的倍数,最小输入增量默认设置是0.001mm,故每一个脉冲对应的移动步距可用倍率调整为0.001mm、0.01mm、0.1mm和1mm。在增量进给方式下每按一次进给方向键,刀具移动一个步距的距离。
增量进给移动操作步骤如图3-16所示。
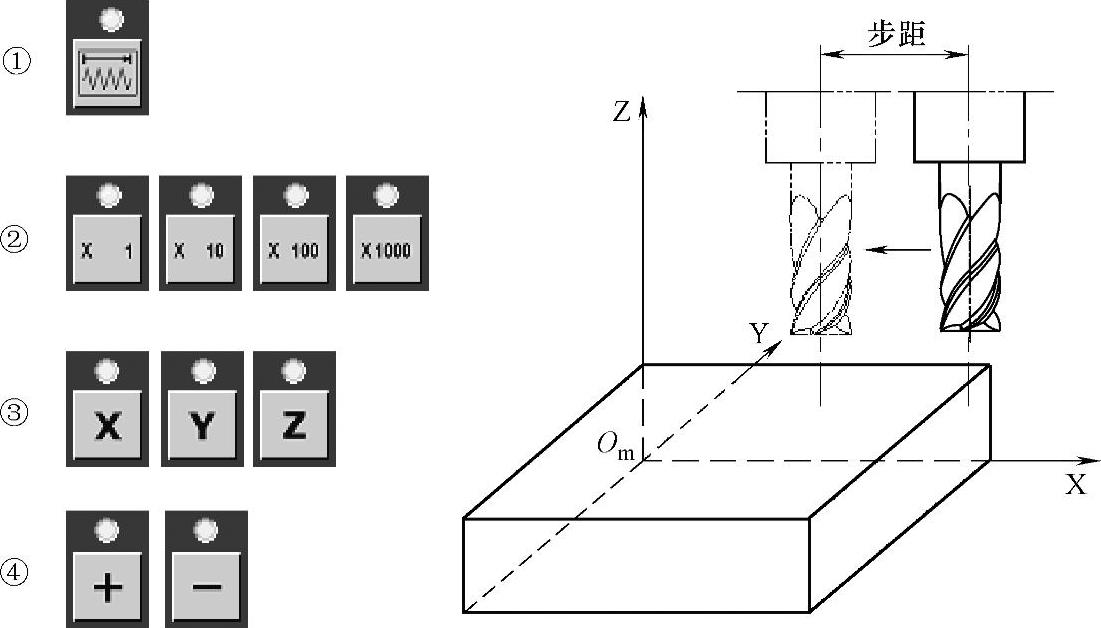
图3-16 增量进给移动操作步骤
1)按下增量进给方式键 ,按键上方的指示灯亮,增量进给工作方式有效。
,按键上方的指示灯亮,增量进给工作方式有效。
2)按下相应的增量进给倍率按键×1、×10、×100和×1000,选择合适的移动倍率。
3)按下待移动工作轴选择键。
4)每按下进给方向键╋或━一次,则所选择轴在给定方向上移动一个步距。不断按下进给方向键,观察LCD显示屏上的工作轴位置坐标,直至满足要求为止。
以X轴增量移动为例,若希望在负X方向移动0.01mm,则其操作流程为:按下 →按下×10→按下X→按下━键一次→X移动0.01mm。
→按下×10→按下X→按下━键一次→X移动0.01mm。
增量进给的工作轴移动与手轮进给一样,可实现坐标轴工作位置的精确调整。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







