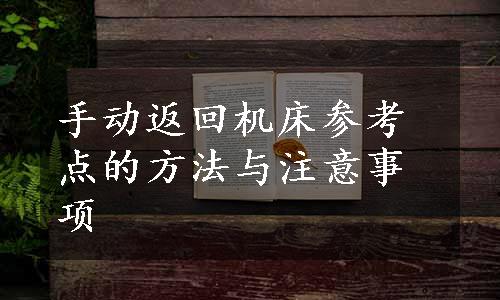
这里谈到的机床参考点指的是第一参考点,简称参考点。对于采用绝对位置检测元件的数控机床,不必执行手动返回机床参考点操作;对于采用相对位置检测元件的数控机床,CNC系统上电后,必须执行手动返回机床参考点操作。图3-11所示为手动返回参考点操作步骤。
(1)手动返回参考点操作
1)按下机床操作面板上的回零键,按键指示灯亮,回零方式有效。
2)按下轴选择键Z,按键指示灯亮。
3)按下轴进给方向键╋,则Z轴移向参考点,返回参考点后,Z零指示灯亮,返回参考点成功。
4)按下轴选择键Y,按键指示灯亮。
5)按下轴进给方向键╋,则Y轴移向参考点,返回参考点后,Y零指示灯亮,返回参考点成功。
6)参照第4)、5)步,执行X轴返回参考点操作。
(2)相关说明
1)参数1006第5位(ZMIx)可设定各轴返回参考点方向,默认设置为0,即正轴方向。
2)参数1002第0位(JAX)可设定各轴单独返回还是同时返回参考点,默认设置为0,即三轴单独返回参考点。
3)为保证安全,一般先Z轴返回参考点,然后再Y和X轴返回参考点。(www.daowen.com)
4)返回参考点操作过程中,轴移动时可以看到画面上坐标轴的变化。
5)一旦手动操作离开参考点,回零指示灯就熄灭。另外,进入急停状态时回零指示灯也会熄灭。
6)执行急停操作后,必须重新执行返回参考点操作。
7)返回坐标参考点后默认是选择工件坐标系G54,即绝对坐标显示画面显示的是工件坐标系G54中的坐标值。当G54坐标系的偏移值设置为0时,即相当于工件坐标系G54的原点与机床参考点重合,此时的坐标显示一般全为0,如图3-11所示位置坐标画面,所以返回参考点操作又称“回零”操作。
8)设置工件坐标系G54~G59后,也必须执行返回坐标参考点操作才能生效。
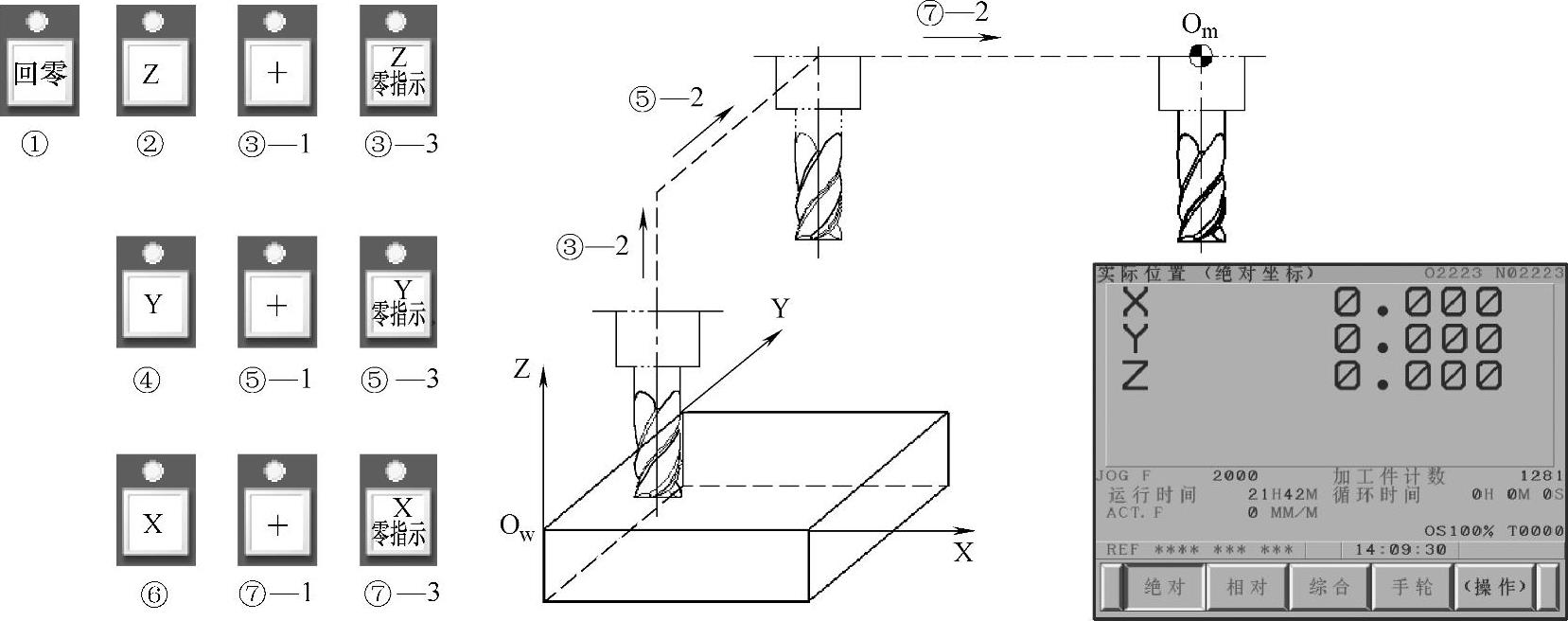
图3-11 手动返回参考点操作步骤
各轴返回参考点的动作如图3-12所示,在接近参考点后开始减速,然后缓慢接近参考点。减速速度FL由参数1425设定。必须注意,缓慢接近参考点期间并没有完成返回参考点操作,此时若急于执行其他操作可能造成返回参考点不到位,因此是否完成返回参考点操作必须以返回参考点指示灯亮为准。
图3-12 手动返回参考点轴动作分析
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





