1.按结构型式不同分
铣床刀具常见的结构型式主要有整体式与机夹可转位式,焊接式铣刀也有一定的应用,如图2-21所示。数控铣削加工广泛采用机夹可转位铣刀。
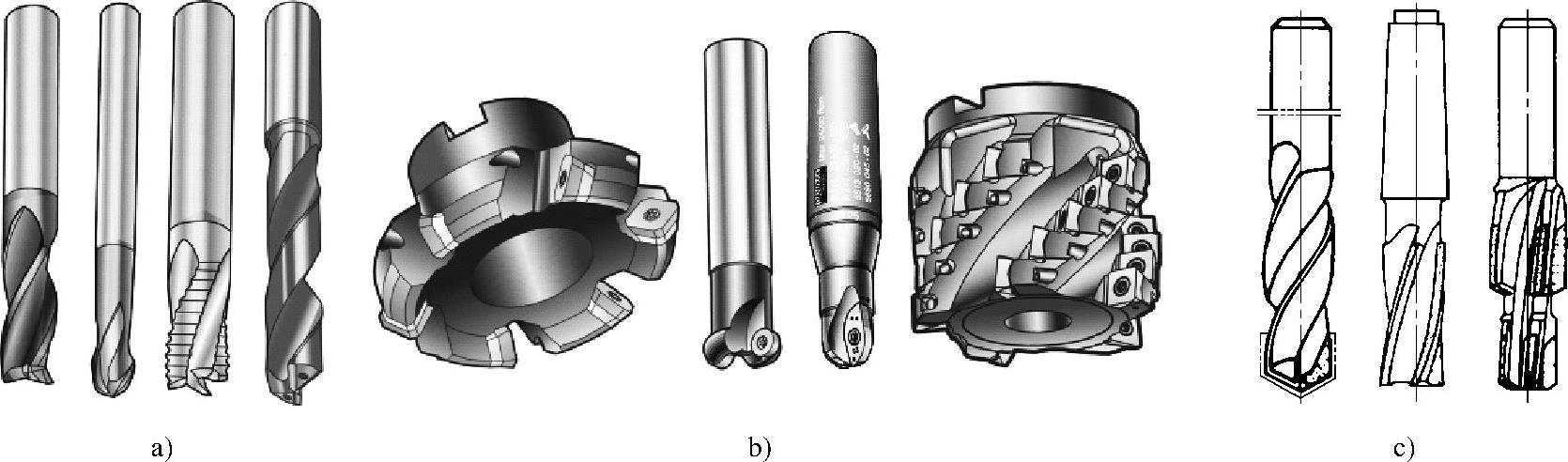
图2-21 铣刀的结构型式
a)整体式 b)机夹可转位式 c)焊接式
整体式铣刀一般用于尺寸较小、切削刃复杂的铣刀制作,其材料以高速钢为主,也有采用硬质合金材料的,常常通过工作部分的涂层处理来提高刀具寿命。
机夹可转位刀具的工作部分(刀片)通过机械夹固的方式固定在刀体上,刀片一般具有多个切削刃,可以转位使用;刀片材料为硬质合金,一般通过涂层处理来提高刀具寿命;考虑到硬质合金的加工特性,刀片形状尽可能简单,必要时可以用多个切削刃模拟出复杂的切削刃,如图2-21b所示多刀片模拟出的螺旋切削刃。机夹可转位铣刀在数控加工中应用广泛。
焊接式铣刀主要用于切削刃形状简单、尺寸偏小、不便制作夹固机构的铣刀,在数控加工中应用不多。(www.daowen.com)
2.按加工表面及加工特征不同分
机夹可转位铣刀按加工表面及加工特征不同可分为平面铣削(端铣和周铣)、曲面铣削、孔加工、螺纹加工等类型,如图2-22所示。
3.铣刀、刀片材料简介
整体式铣刀一般采用高速钢制造,也有采用硬质合金材料的。机夹式与焊接式铣刀的刀片与刀体一般均采用不同的材料制作,刀体材料多为碳钢或合金工具钢,刀片材料对铣刀的性能影响很大。数控铣床的刀片材料主要有:硬质合金、涂层硬质合金、陶瓷、立方氮化硼(CBN)和聚晶金刚石(PCD)等。其中,硬质合金刀片应用广泛。按照化学成分的不同,硬质合金可分为钨钴类硬质合金(代号为YG)、钨钴钛类硬质合金(代号为YT)和在上述两种硬质合金基础上添加钽和铌的通用硬质合金(代号为YW),其对应于ISO标准的K、P、M类硬质合金。YG类硬质合金适合于加工铸铁及有色金属材料,YT类硬质合金适合于加工碳钢或合金钢类的材料,而YW类硬质合金则可加工铸铁、有色金属和碳钢等。涂层硬质合金刀片的表面涂层材料常见的有Al2O3、TiC、TiN及其他的镀覆材料,硬质合金刀片表面镀覆涂层后其刀具寿命可提高数倍。

图2-22 机夹可转位铣刀的类型
a)铣削加工 b)孔加工 c)螺纹加工 d)槽铣削加工
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






