1.装夹的概念
零件装夹的具体内容包括零件的定位和夹紧,又称零件的安装。定位是保证零件在机床上有一个确定的位置,夹紧是保证零件处于定位状态,不因切削力、重力、离心力等外力而偏离原来的位置。
2.常见的装夹方式
数控铣削加工的零件形状变化较大,其装夹方式较为多样。对于单件小批量生产,有时不一定使用定位元件,而是直接采用百分表找正的方式在工作台上直接定位或在工件底部垫上成对的等高垫铁支承。通用的机床附件,如平口钳、自定心卡盘、数控转盘、分度头与尾架顶尖等也是单件小批量生产常见的装夹工艺装备。对于有一定批量的零件加工可以考虑采用专用夹具装夹加工。
不管是何种装夹方式,定位是零件装夹的重要内容之一。根据零件几何特征的不同,数控铣削加工的常见定位方式有:底—侧—侧三面定位、底面—孔—侧面定位、底面—孔—孔定位(又称为一面两孔定位)、端面—圆柱面定位和圆柱面—端面定位、V形块定位、一夹一顶定位夹紧等。
数控铣削夹紧常见的方法有:螺钉-压板夹紧、平口钳定位夹紧、自定心卡盘定位夹紧等。
组合夹具也是单件小批量数控铣削加工常见的装夹夹具。
每选择一种装夹方案,必须对其定位方案及所限制的自由度有很明确的了解。
(1)百分表找正方式 图2-16a所示为找正水平与平行示意图,可找正侧面及其水平面;图2-16b所示为圆柱体零件的找正示意图,可找正垂直度以及与机床主轴的同轴度。百分表找正常用的工艺装备是磁力表座组件,如图2-16c所示。
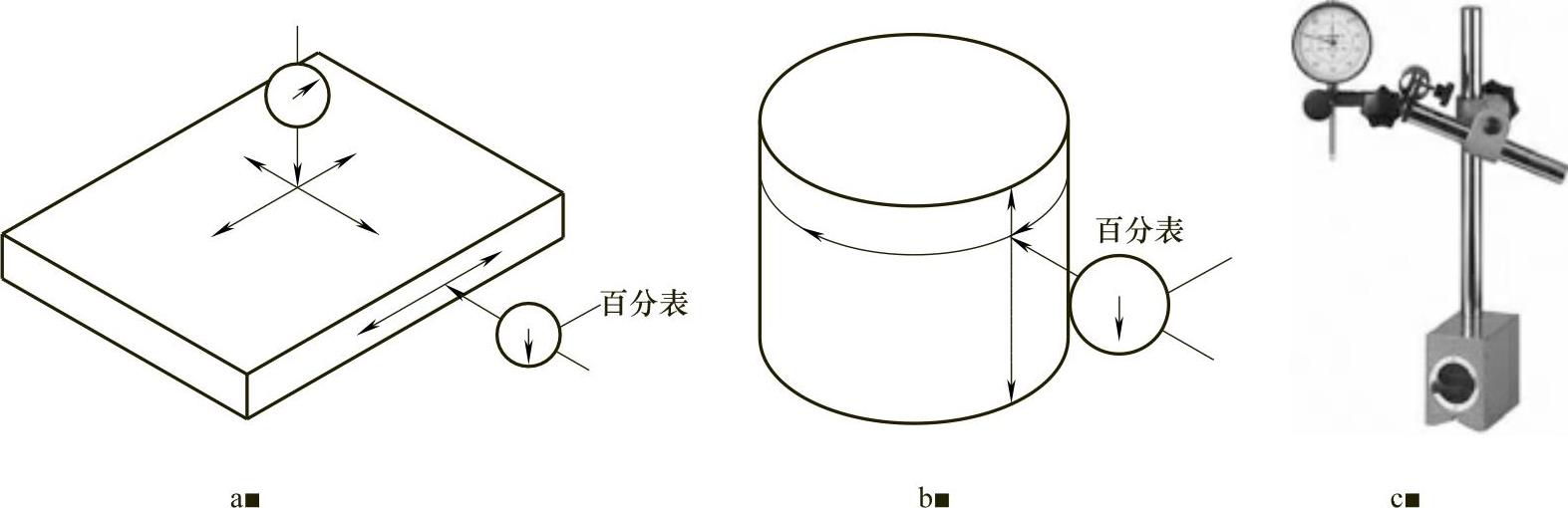
图2-16 百分表找正
a)找正水平与平行 b)找正同轴与垂直 c)百分表及磁力表座组件
(2)螺钉-压板夹紧机构 简称为压板夹紧机构,主要由压板、T形槽用螺栓和垫铁组成。图2-17a所示为压板组件的构成情况及其应用时的注意事项,图2-17b为其典型应用示例。
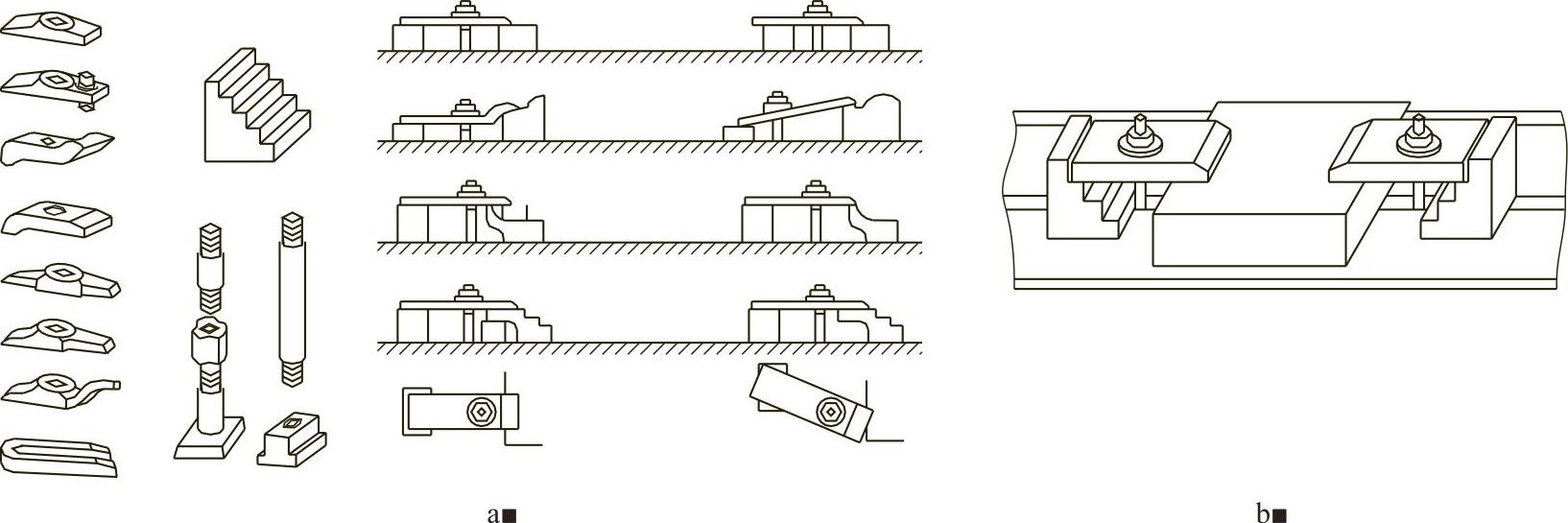
图2-17 压板组件及其应用(www.daowen.com)
a)压板组件 b)应用示例
(3)平口钳装夹 平口钳是铣削加工常见的机床附件,图2-18a所示是一个回转式平口钳,其主要由固定钳口、活动钳口和底座组成。固定钳口固定在钳体上并能在底座上扳转任意角度,活动钳口可由丝杠带动改变钳口张度并夹紧工件。平口钳使用之前一般要找正固定钳口与机床的X轴(见图2-18b)或Y轴平行。
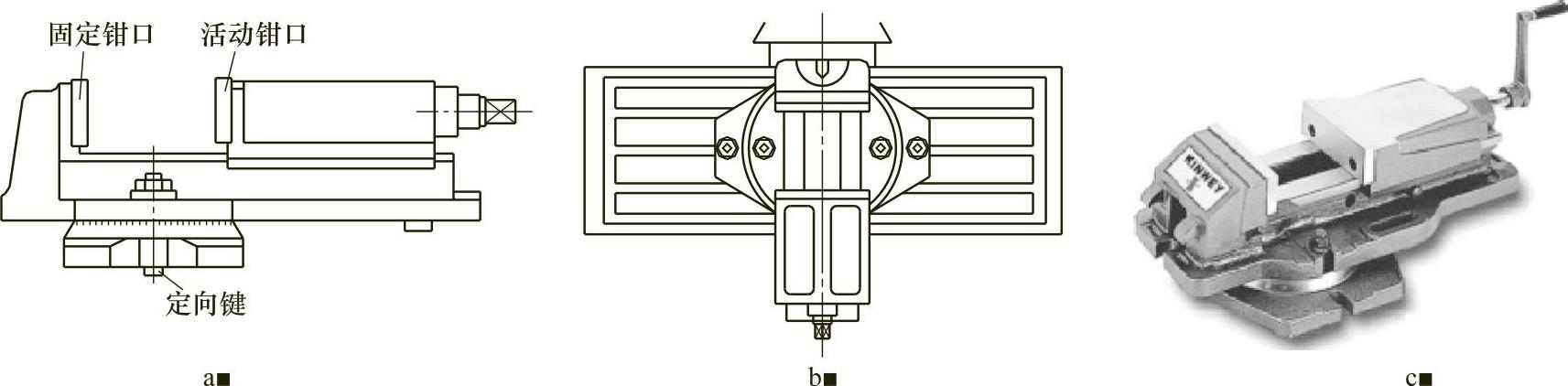
图2-18 平口钳装夹
a)平口钳结构图 b)平口钳安装示意图 c)外形图
(4)自定心卡盘装夹 对于尺寸不大的圆形零件,可利用自定心卡盘(见图2-19)夹紧。自定心卡盘是一种具有自定心功能的定位与夹紧同时完成的通用夹具。
(5)V形块装夹 圆柱形工件可以使用V形块定位,螺钉-压板夹紧的方式安装,如图2-20所示。V形块水平方向具有自动定心功能,对于加工与轴线平行的键槽等效果较好。

图2-19 自定心卡盘
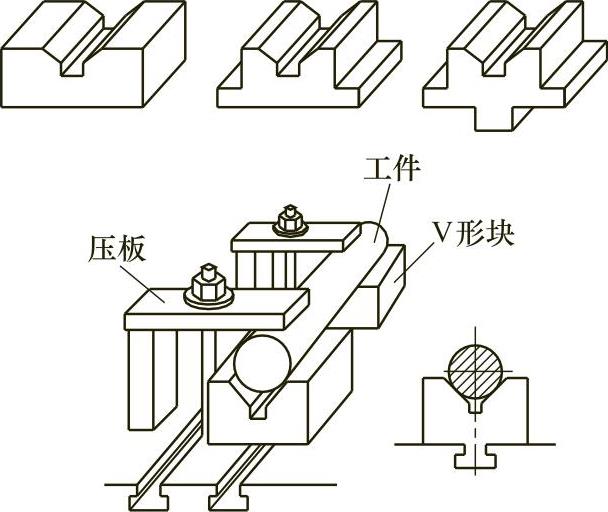
图2-20 V形块及装夹示意图
(6)组合夹具装夹 组合夹具是用一套预先制造好的标准元件按需要组合而成的一种新型夹具。这种夹具可以在需要时按搭积木的方式组装成专用夹具,用完后又可拆开,洗净存放,留做下次使用,特别适合于多品种小批量生产方式,但其首次投资较大。
另外,根据批量大小的不同或装夹方案的需要,实际生产中还会用到复杂程度不同的专用夹具。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







