1.各类孔特征与加工特点分析
按孔特征不同分为光圆孔、螺纹孔、阶梯孔、沉孔、盲孔、通孔等,阶梯孔与盲孔加工时孔底一般需要暂停一段时间;按孔的长度不同分为定位孔窝、浅孔、深孔等,深孔加工要注意排屑与冷却等问题;按加工方式的不同有钻孔、扩孔、铰孔、锪孔、镗孔等,各种加工方法的特点不同。
孔加工用到的刀具包括:钻头(常见的是麻花钻)、扩孔钻、铰刀(机用)、中心钻、锪钻(平底和锥面等)、镗刀等。虽然孔加工形式、长度、刀具多样,各种孔加工有一定的要求,但其也有很多固定的特点,其加工动作的典型化、趋同性等都为简化编程指令创造了条件。下面详细讨论孔类特征加工的固定循环指令。
2.孔加工固定循环动作分析
讨论固定循环指令格式,需用到以下几个基本概念。
(1)一个钻孔平面及钻孔轴 钻孔平面又称定位平面或加工平面,由代码G17/G18/G19指定。立式数控铣床默认的钻孔平面是XY平面(G17)。与钻孔平面垂直的坐标轴称为钻孔轴,显然立式铣床的钻孔轴是Z轴。
(2)两个定位轴定位轴 是确定钻孔平面上孔位置的坐标轴,立式铣床为X、Y轴。
(3)三个Z轴方向上的工艺点/平面 孔加工固定循环中,在Z轴方向上有三个必须引起重视的工艺点或平面:初始平面、R点或R平面和工件表面,如图1-52所示。
(4)四个基本移动 包括快速移动、切削进给移动、刀具暂停和横向偏移退刀。
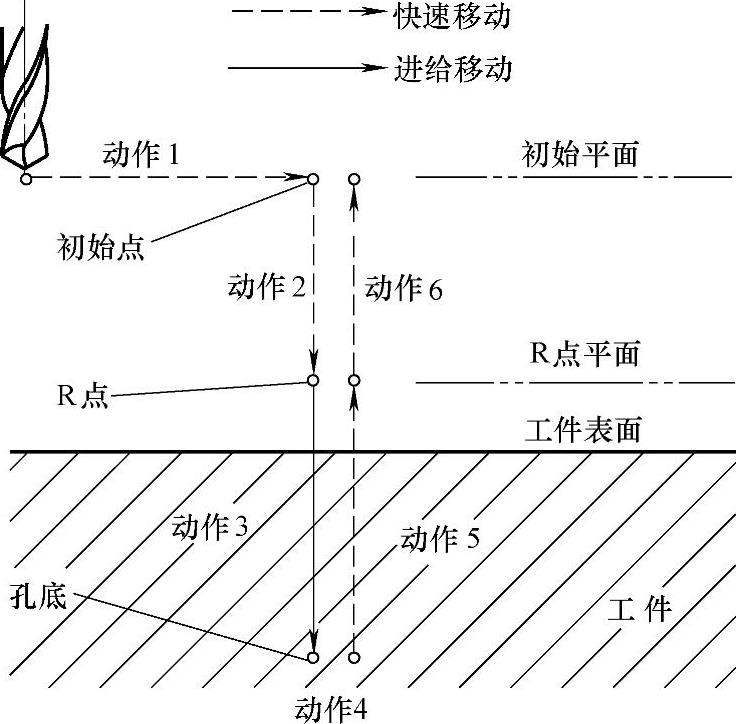
图1-52 固定循环的基本动作
(5)六个图解符号描述孔加工固定循环指令图解的六个基本图形符号是:
 定位(快速移动G00)
定位(快速移动G00)
 切削进给(直线插补G01)
切削进给(直线插补G01)
 手动进给
手动进给
 主轴定向停止(主轴角向停止在固定的旋转位置)
主轴定向停止(主轴角向停止在固定的旋转位置)
 偏移(快速移动G00)
偏移(快速移动G00)
P 暂停
3.孔加工固定循环六个基本顺序动作
孔加工固定循环主要由六个基本的顺序动作组成,如图1-52所示。
动作1:钻孔轴在初始平面中的孔中心定位动作,如立式铣床在X轴和Y轴的定位。
动作2:快速移动至R点平面,即参考平面。
动作3:孔的切削加工,该动作可能是一次加工至孔底,也可能是分段加工至孔底。对于通孔要考虑切出距离,一般可取0.3d+(1~2)mm(d为钻头直径)。
动作4:孔底位置的动作(如主轴暂停、主轴停转、主轴定向停止并刀尖反方向偏移、反方向旋转等)。
动作5:返回到R点平面,返回速度根据具体指令有所不同。
动作6:快速移动到初始平面,一个动作循环结束。
注意:有的指令动作5与动作6连续进行,一气呵成,给人感觉是仅有动作5。另外动作1之前,刀具必须预先通过前面的指令移动至初始平面的高度上。
4.孔加工固定循环指令的基本格式
孔加工固定循环指令能够在一个程序段中将孔加工的参数完全描述出来,其固定循环指令虽然复杂一点,但是整个程序看上去却是简化了许多。以立式铣床为例,孔加工固定循环指令的基本格式:(https://www.daowen.com)

指令中各代码的含义如下:
(1)G90/G91 数值X_Y_Z_R_Q_的输入方式,G90为绝对坐标输入,G91为增量坐标输入,R和Z坐标值如图1-53所示,G90为默认值。
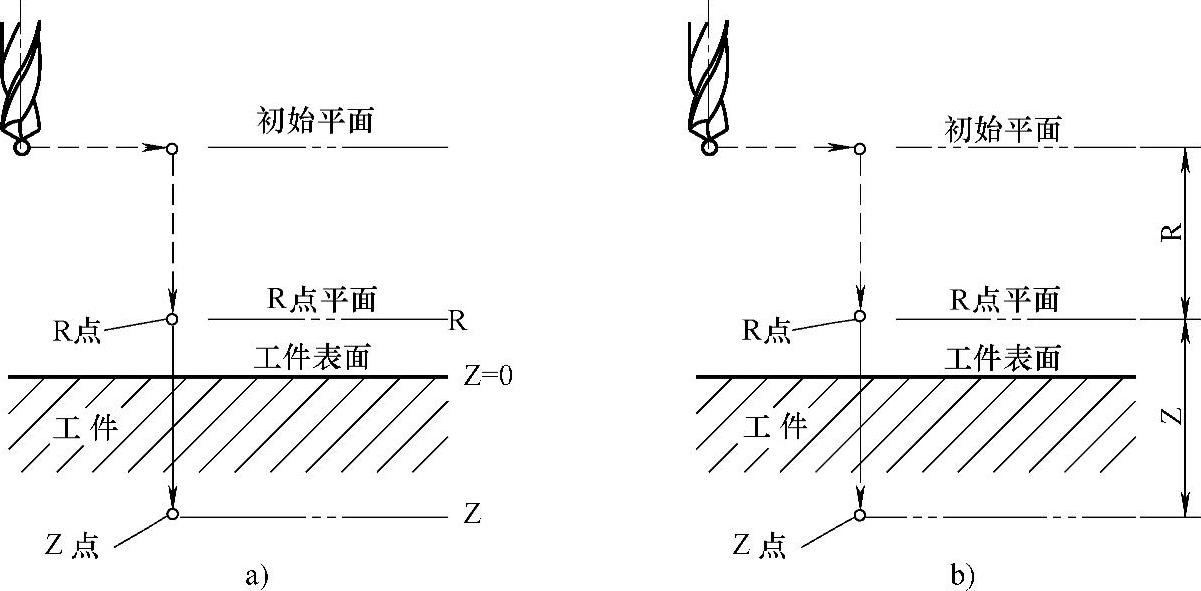
图1-53 绝对坐标与增量坐标编程
a)绝对坐标(G90) b)增量坐标(G91)
(2)G98/G99 孔加工完成后的返回控制指令,如图1-54所示。G98为返回至初始平面高度,G99为返回至R点平面高度。G98为默认指令。
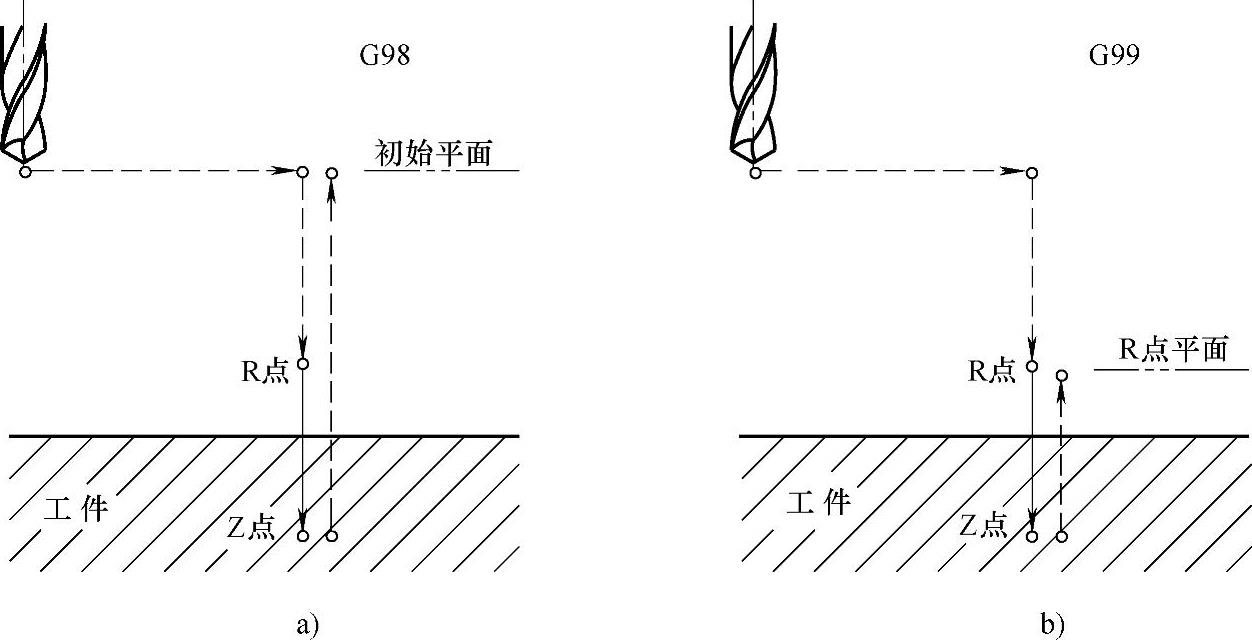
图1-54 加工完成后自动退刀时的抬刀高度
a)G98指令返回至初始平面 b)G99指令返回至R点平面
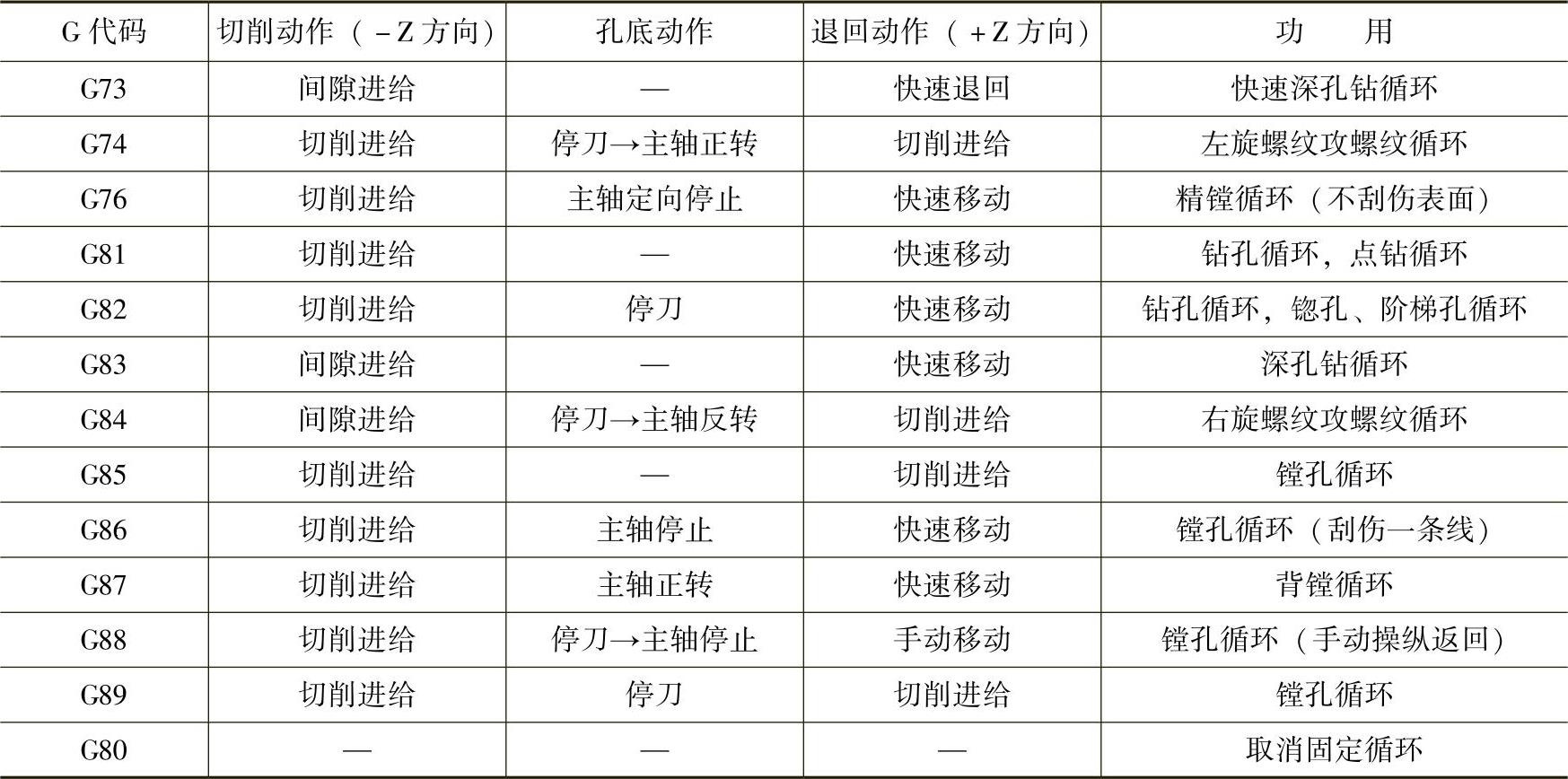
(3)G 孔加工方式,表1-4中除G80之外的其他孔加工固定循环G指令。这些指令是同组的模态指令,可以相互注销。
(4)孔加工数据 随不同的加工指令而略有不同,主要包括:
1)孔位数据X_Y_,确定孔加工的中心位置参数,可绝对坐标或增量坐标指定,孔位之间的移动为G00的快速移动速度。若未指定孔位数据,则系统默认为刀具当前位置。
2)孔底数据Z_,指定钻孔轴孔底位置数据,即孔的深度,可绝对坐标或增量坐标指定。
3)R点平面数据R_,指定R点平面高度坐标值,可绝对坐标或增量坐标指定,从初始平面至R点平面或从R_点平面至初始平面之间的刀具移动速度均同G00的快速移动速度。
4)暂停时间P_,孔底暂停时间,指令格式同G04,单位为ms(0.001s),指令值范围为1~99999999,例如P1000表示1s。当需要指定暂停指令中的暂停时间时,程序执行准确停止检查,然后转入下一个程序段。
5)Q_,在不同的固定循环中有所不同,深孔加工(G73、G83)时为每次下钻的进给深度,镗孔(G76、G87)加工时为刀具在孔底的横向偏移量。Q值为无符号增量值,即其始终为正值。
6)F_,钻孔加工进给速度。对于攻螺纹加工,F=S×L,其中,S为主轴转速,L为螺纹导程。
孔加工数据为模态值,不变的数据不必重复指定,一旦指定,只有执行G80指令或01组G代码指令时,才能清除F以外的所有加工数据。
(5)K_指定程序段重复执行次数,K的取值范围为0~9999,其中K1为默认值,可以不写。指定K0则仅保存固定循环指令中孔加工的模态数据,如孔在初始平面中的定位动作,但不执行孔加工循环。当采用增量坐标输入(G91)时,可对等间距孔进行逐孔加工。当采用绝对坐标输入(G90)时,则是在同一位置执行重复钻孔加工。
在固定循环执行过程中,如果按下MDI面板上的复位键,则孔加工方式、孔加工数据、孔位置数据、重复执行次数等均被取消。
5.FANUC 0i MC系统孔加工固定循环指令组
FANUC 0i MC系统在总结了各类孔加工的基础上开发出一组专用孔加工指令,见表1-4。
表1-4 FANUC 0i MC系统专用孔加工指令
6.取消孔加工固定循环
当系统执行指令G80后,取消所有固定循环,返回到正常的三坐标联动工作状态。所有固定循环指令的模态数据被取消(清除)。另外,在固定循环指令执行期间,若执行了01组中的G指令(G00、G02、G03和G60),系统也将取消固定循环。注意:取消固定循环指令时,指令中的F值不取消。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





