1.主程序与子程序
主程序以M30或M02结束;子程序通过主程序用M98调用,用M99结束返回主程序。
2.子程序调用

注意:当不指定调用次数时,则只调用一次。
3.子程序嵌套
主程序调用第一次的子程序可称为一级子程序,其还可以调用子程序,这称为子程序嵌套。子程序调用最多可嵌套四级。
4.子程序调用示例
利用螺旋铣削加工图1-49所示的外圆柱面。由于外圆柱面较深,用整圆铣削有一定的难度,故采用螺旋铣削圆柱面。选择ϕ16mm的立铣刀,Z轴进刀速度为2mm/圈,加工程序如下:
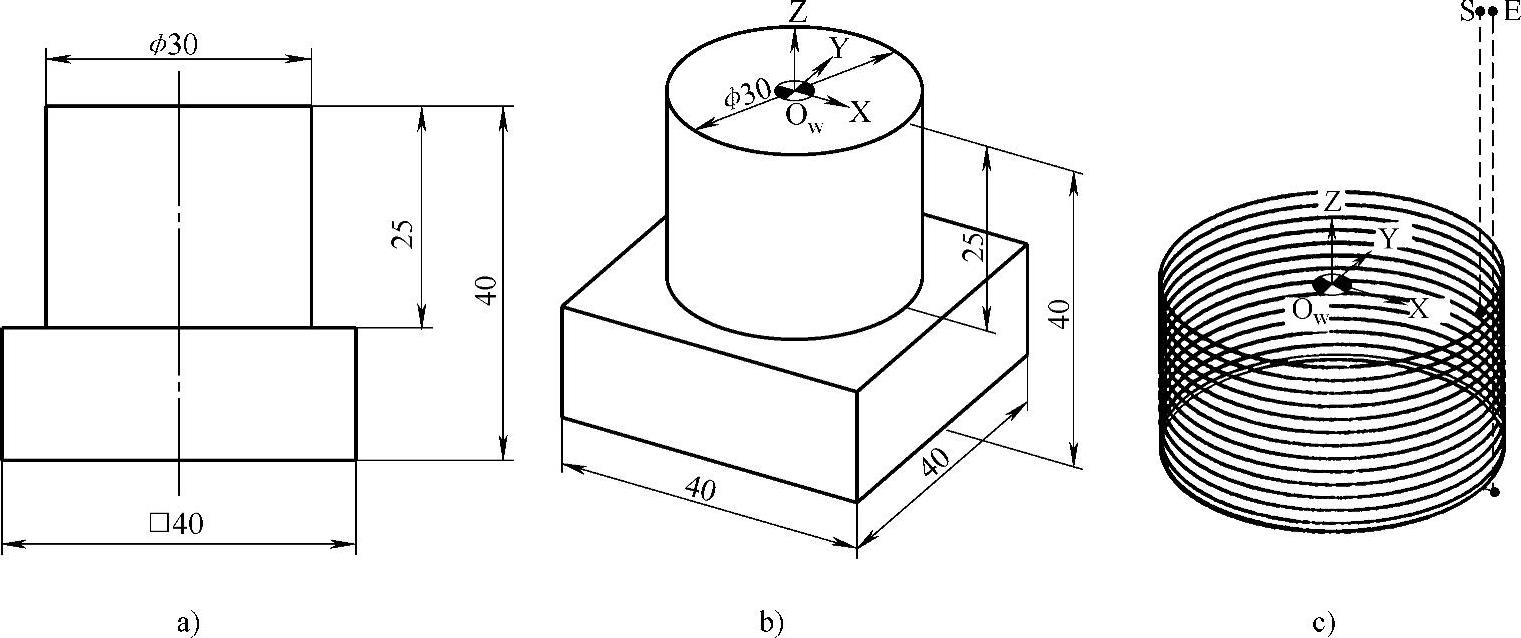
图1-49 螺旋加工示例
a)主视图 b)三维立体图 c)刀具轨迹
O0505 程序名
N10 G90 G55 G00 X23.Y0Z100; 选择G55坐标系,快速定位至起始点(www.daowen.com)
N20 M03 S600; 主轴正转(600r/min)
N30 Z2; 快速下刀至工件上表面2mm处
N40 G03I-23.Z0F200; 螺旋下刀至工件上表面处
N45 M9 8P0120515 调用子程序O0515执行12次至24mm深度处
N180 G90 G03I-23.Z-25.; 绝对编程,螺旋铣削至25mm深度处
N190 G03 I-23.Z-25.; 整圆铣削修整底面
N200 G01 X25.; X轴进给退刀
N210 G00 Z100.; Z轴快速退刀
N220 M30;程序结束
O0515 子程序名
N10 G91 G03 I-23.Z-2.F200; 增量编程,向下螺旋插补,导程2mm
N20 M99; 子程序结束,返回主程序
该程序的螺旋插补通过子程序调用,可显著减少程序长度,并可方便地改造为孔加工程序。另外,该程序未考虑圆柱面的精加工。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




