1.问题的引出与刀具长度补偿原理
数控铣床特别是加工中心的加工过程中,不可避免地会遇到需要多把刀具才能完成一个零件的加工,而多把刀具的长度不可能完全相等。即使是一把刀具,更换新刀具也会遇到刀具长度不相等的问题。另外,刀具在使用过程中,长度方向的磨损也是存在的。如何保证在同一个工件坐标系中不需修改加工程序就能加工出合格的零件呢?答案是刀具的长度补偿。现代数控系统一般均具备刀具长度补偿功能。
以图1-45为例,假设编程时以刀具A对刀,然后换刀具B加工,显然直接使用的结果是刀具B在高度上不能加工到工件表面(欠切);反之,若刀具B的长度大于刀具A,则结果显然是多切除了工件表面(过切)。但是,若在使用刀具B加工的同时,使其所有Z轴方向的尺寸均向下(或向上)移动一个长度差HB(长度补偿),其加工效果就相当于长度等于刀具A的刀具在加工,这就是刀具长度补偿的原理。
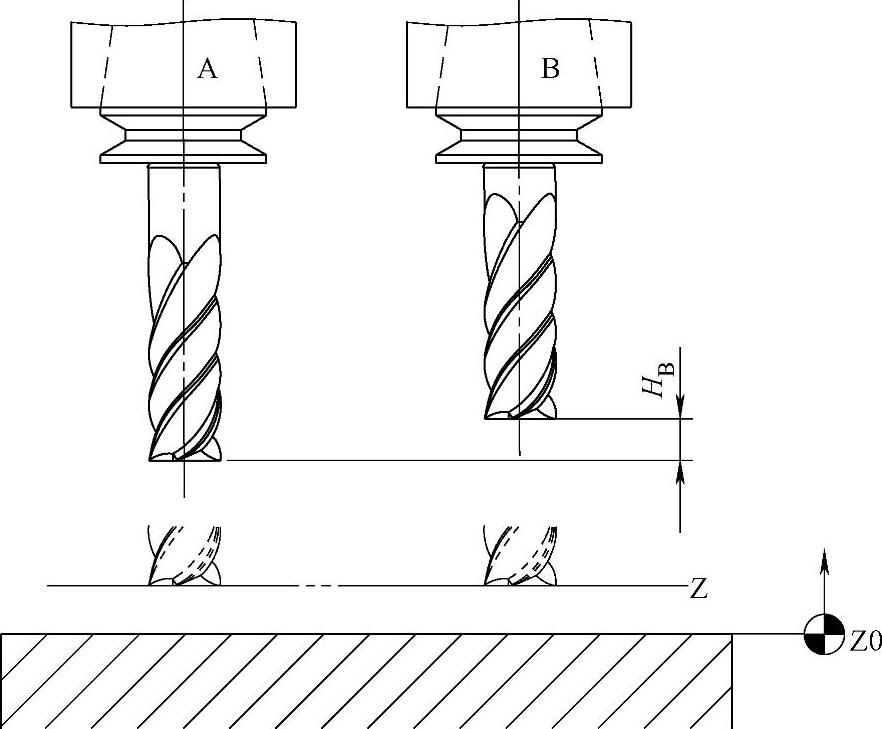
图1-45 刀具长度补偿原理
2.刀具长度补偿指令G43/G44与G49
典型的刀具长度补偿指令有三个,即刀具长度的正/负方向偏置指令G43/G44和取消刀具长度偏置指令G49。
刀具长度补偿指令格式:

…… 偏置方式执行
G49; 取消刀具长度偏置,或用H00取消
指令中,G43/G44为刀具长度正/负方向补偿指令;H为刀具长度补偿存储器编号。
刀具长度补偿指令G43、G44和G49是同组的模态指令,可以互相注销。取消刀具补偿指令是G49,长度补偿存储器H00是系统保留的补偿值为0的存储器,故其与取消长度补偿效果相同。
当执行刀具长度正向补偿时(G43),刀具实际到达的位置是指令指定的位置Z与指定的补偿存储器中的补偿值的代数和。以图1-46为例,假设刀具长度补偿正值h存在补偿存储器H××中,当执行G43 Z_H××;时,刀具实际到达的位置是H点,P点是指令中Z_的坐标位置,相当于取消刀具长度补偿(G49或H00)的位置。
同理,当执行G44 Z_H××;时,刀具实际到达的位置是L点。
以上讨论是基于刀具补偿存储器中存入的是正值的情况,若存入的补偿值是负值,则刀具到达的位置正好相反。正是基于这一道理,刀具长度补偿的实际应用中常常采用一个指令G43实现刀具长度补偿功能,指令格式:
G43 Z_H××;当H××存入正值时是正向补偿,而存入负值时便是负向补偿。
若长度补偿指令中未指定Z轴,则刀具以当前位置进行长度补偿,以下两个指令是等价的。
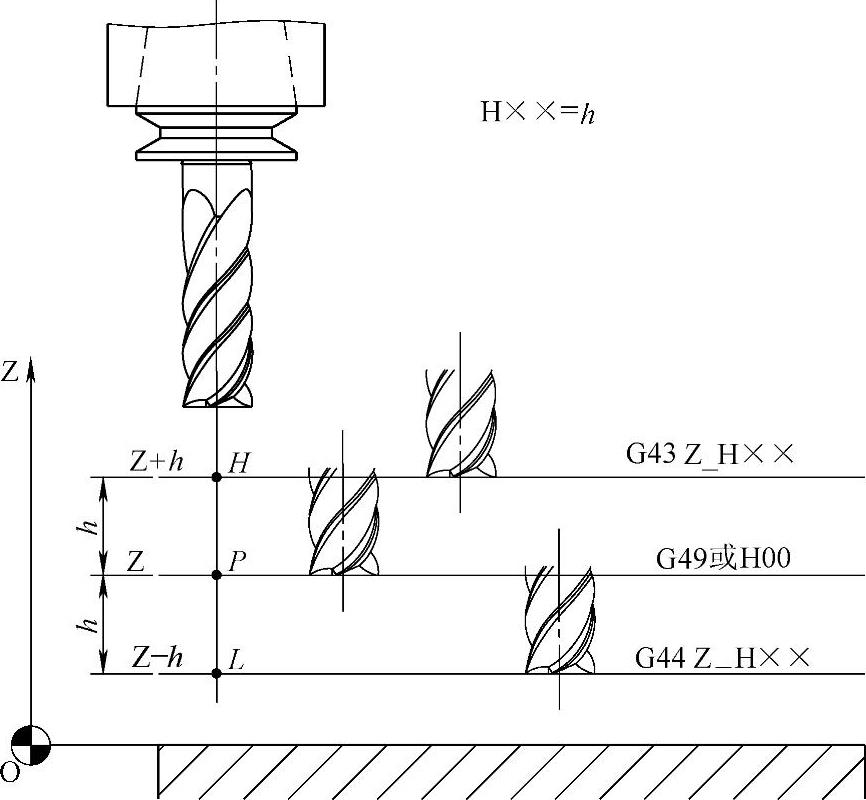
图1-46 刀具长度补偿示意图
 (https://www.daowen.com)
(https://www.daowen.com)
长度补偿指令中偏置号的改变仅是偏置值的改变,新的刀具偏置值与原偏置值无关,即新的偏置值并不与原偏置值叠加。
3.刀具长度的测量方法
应用刀具长度补偿时,刀具长度的测量是必不可少的。刀具长度的测量方法有两种:机外测量与机上测量。
所谓机外测量是指在机床之外应用刀具预调仪测量的方法。刀具预调仪是一种功能全面的刀具测量装置,可测量刀具的装夹长度、刀具直径、刀尖圆弧半径、刀尖角度、刀尖破损等项目,甚至可以将测量的数据输入数控机床中。图1-47所示为某型号刀具预调仪外观图。

图1-47 刀具预调仪外观图
刀具预调仪测量的是刀具的装夹长度,而不是刀具的物理长度,这个装夹长度实际上是刀具端面到主轴端面的实际长度,如图1-48中的hi(i=1、2、3)。主轴端面常常作为机床参考点。
机上测量是指在机床上利用数控机床的坐标显示值测量刀具的长度,其更多的是测量刀具的相对长度。如图1-48中借助于量表式的高度对刀器测量刀具的相对长度Δhi(i=1、2、3),每把刀具与高度测量器接触即可通过机床的Z轴位置坐标测得长度差。图1-48中,假设T01号刀为基准刀,则T02号刀比T01号刀短Δh2,测量的结果是一个负的长度差,而T03号刀则是一个正的长度差。这个正、负号同时输入刀具补偿存储器中,则只需一个G43指令即可实现刀具长度的正向和负向补偿。
4.刀具长度补偿指令的应用分析
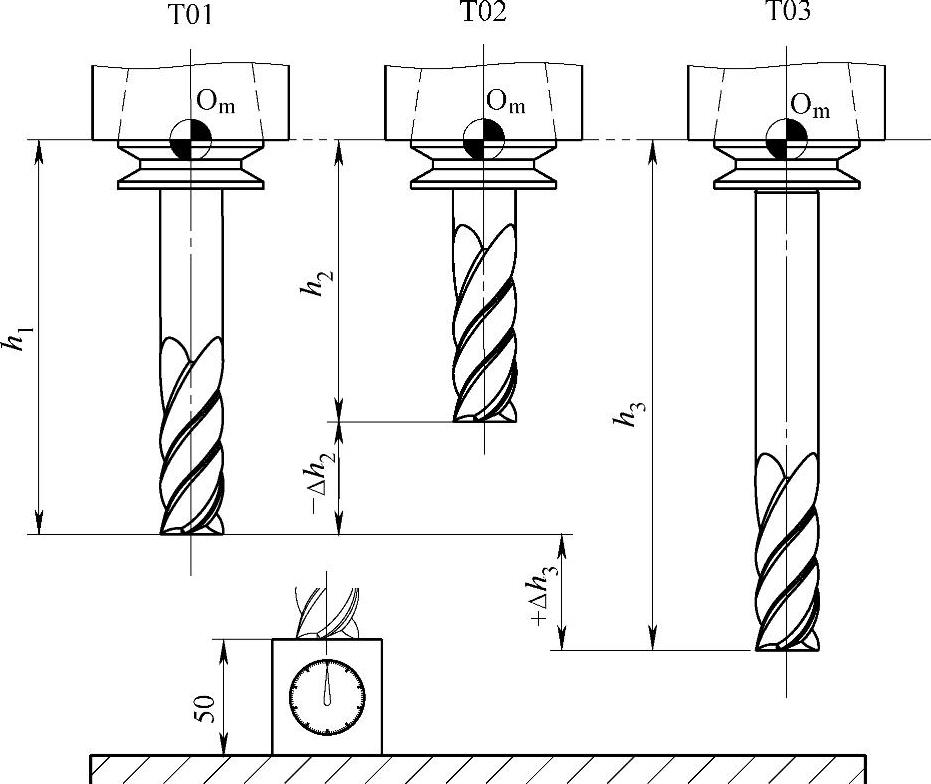
图1-48 机上测量刀具长度原理
(1)基本概念
1)刀具长度。刀具补偿指令中的刀具长度不是刀具自身的物理长度,而是刀具的装夹长度。刀具长度有绝对长度与相对长度两种。
绝对长度是刀具刀位点至机床主轴端面之间的距离,也是刀具预调仪上测得的刀具长度。
相对长度是以基准刀刀位点为基准,其他刀具刀位点与基准刀刀位点之间的长度差。这把基准刀是用于对刀确定工件坐标系的刀具,又称标准刀。大部分刀具的刀位点一般取在刀具端面。相对长度不仅可以机外测量,也可以机上测量。
2)刀位点。刀位点是数控编程描述刀具轨迹的一个点,这个点可以是虚拟的,数控铣床的刀位点一般取在刀具轴线与端面的交点上,球头铣刀也可取在球头球心上。
3)基准点。基准点是执行刀具长度补偿指令的Z向基准点。它可以是机床主轴端面,也可以是基准刀的刀位点,这个点一般也常常是定位工件坐标系的Z向零点。当机床返回坐标参考点后,其往往是刀具的最高位置。
(2)长度补偿指令的使用方法刀具长度补偿指令的编程及应用方法主要有以下三种:机外刀具长度测量补偿法、机上刀具长度测量补偿法和标准刀(又称基准刀)长度补偿法,详尽介绍请参阅参考文献[11]。每种方法各有优缺点,编程和操作人员可以在了解以上方法的基础上,固定选用一种方法,这在编程的一致性以及编程与操作人员的沟通方面都是有益的。3.10.1中详尽介绍了机上刀具长度测量的方法。
(3)长度补偿指令的应用可以归纳为以下几点:①处理多把刀具加工长度不等的补偿;②用于Z轴方向加工尺寸的微调与控制;③可用一把刀具调用不同的长度补偿值进行分层加工。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







