1.问题的引出
二维铣削加工,由于刀具刀位点与切削点不是同一点,若不考虑刀具半径补偿,则刀位点与编程轨迹重合,加工后的工件将偏小(或偏大)一个刀具半径。虽然将零件轮廓扩大(或缩小)一个刀具半径编程,理论上似乎可加工出合格的零件,但实际上由于刀具磨损与制造误差,加工轮廓同样存在误差,而且扩大轮廓编程计算麻烦,不同直径刀具不能通用,实用价值不高。
现代数控系统一般均具有刀具半径补偿功能,其按零件轮廓编程,通过半径补偿控制刀具实际运动轨迹偏离编程轨迹的距离,从而解决了以上问题。
2.刀具半径补偿原理
以图1-41为例,刀具编程轨迹为实线所示,第一段为直线①启动刀具半径补偿,中间的程序段②→③→④→⑤→⑥保持半径补偿方式,最后一段直线⑦取消刀具半径补偿,其控制补偿距离的偏置矢量(又称刀具半径补偿值)可人为控制,实现刀具半径补偿功能。运用刀具半径补偿功能,编程时不需考虑刀具运动轨迹的偏置,且刀具磨损与制造误差或更换不同直径的刀具等只需改变半径补偿值,不需修改程序,极大地方便了数控编程与加工,使加工程序极大限度地满足生产实际。
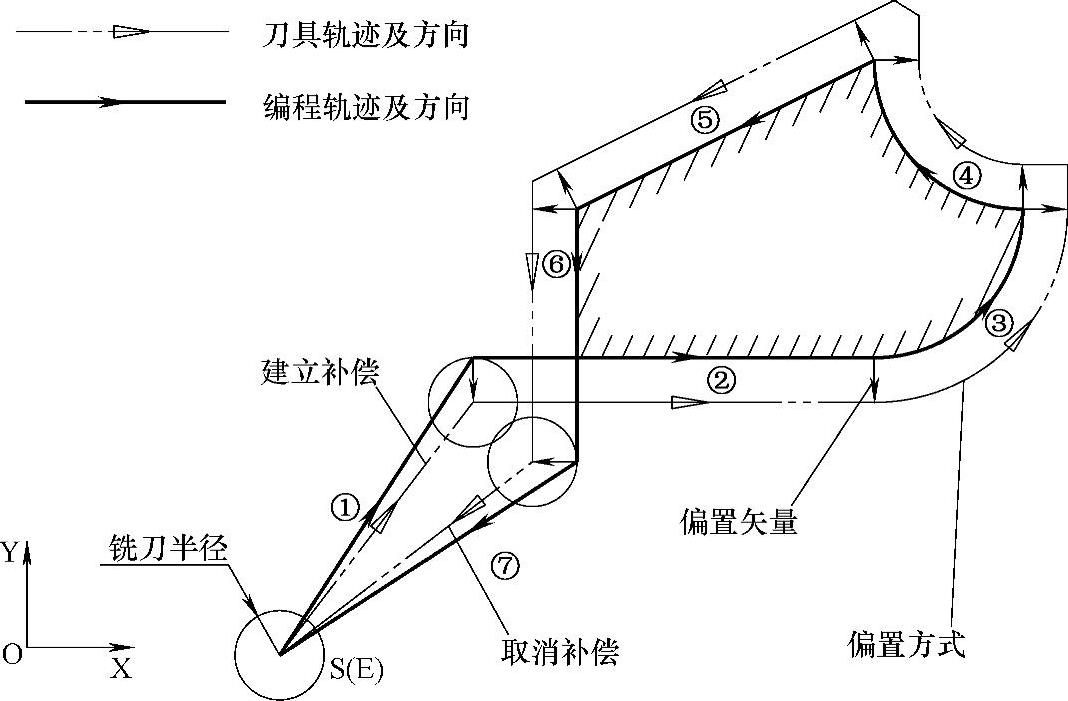
图1-41 刀具半径补偿原理
3.刀具补偿存储器与补偿值
刀具补偿存储器是存放刀具补偿值的存储空间,数控系统中设置了一定数量的补偿存储器,以FANUC 0i MC数控系统为例,其有多达400个补偿存储器,每一个存储器给定一个编号,这个编号简称刀补号。刀具补偿存储器中存储的值就是补偿值。刀具补偿存储器中的补偿值包括长度补偿H和半径补偿D,为了使用和管理方便,又将这两个值进一步分解为外形(又称几何)值和磨损(又称磨耗)值两部分进行管理。刀具补偿存储器的调用和刀补值的设置及修改可以在数控机床的LCD/MDI面板上执行。图1-42所示为刀具偏置画面示例(注:偏置与补偿意思相同)。
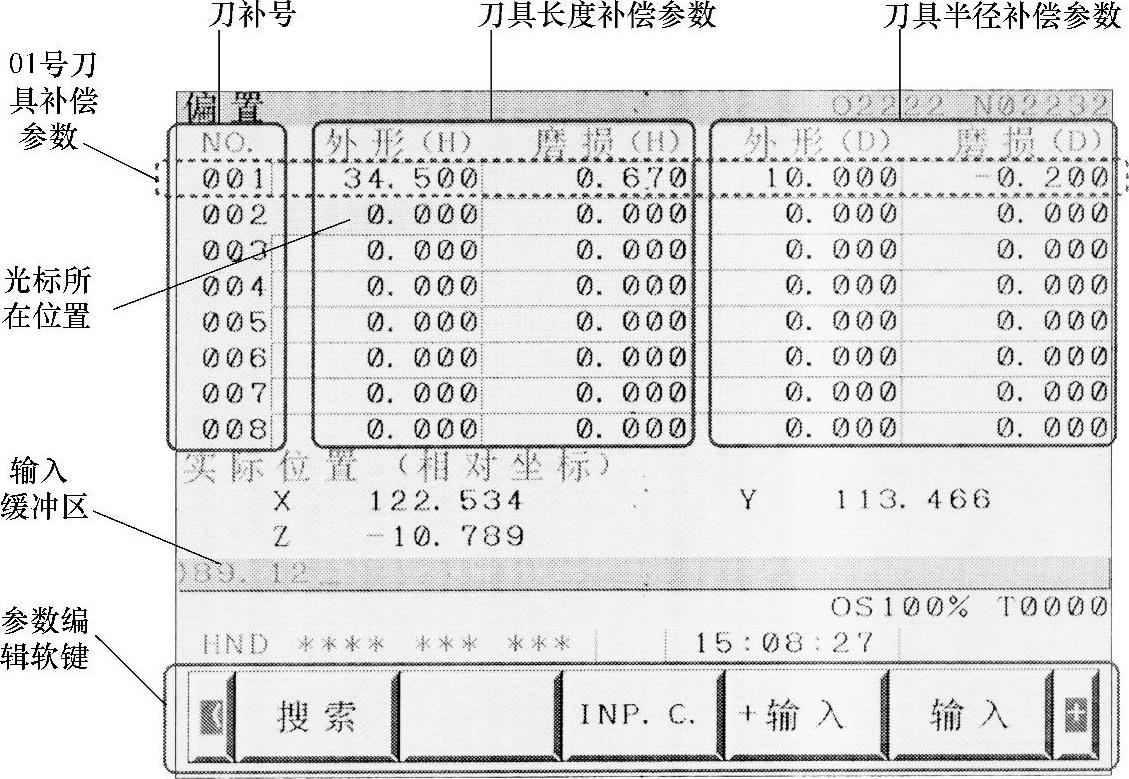
图1-42 刀具偏置画面
图1-42所示偏置画面分为五列,第一列NO.为刀具偏置存储器编号,第二、三列分别为刀具长度补偿存储器外形(H)和磨损(H)两部分,第四、五列分别为刀具半径补偿存储器外形(D)和磨损(D)两部分,总的半径补偿值也等于外形与磨损两部分的代数和。
4.偏置矢量
偏置矢量是一个二维矢量,其大小等于刀具半径补偿值,方向在每个程序段中按一定的规则变化,具体由数控系统计算确定。刀具偏置矢量决定了偏置轨迹偏离编程轨迹的距离,偏置矢量可用复位键清除。
5.偏置平面
偏置矢量的计算必须在指定的坐标平面内(G17、G18或G19指定)进行,这个平面称为偏置平面。不在指定坐标平面内的位置坐标值不执行补偿。在三轴联动控制时,对刀具轨迹在各平面上的投影进行补偿。偏置平面的改变必须在偏置取消方式下进行。
6.刀具半径补偿指令G41/G42/G40
刀具半径补偿指令包括补偿建立指令G41/G42和补偿取消指令G40,其中G41是左侧刀具半径补偿(简称左补偿),而G42是右侧刀具半径补偿(简称右补偿),如图1-43所示。数控系统根据指令G41/G42,并与指令G00/G01/G02/G03一起确定偏置矢量的大小和方向,控制刀具运动。
以立式铣床默认的XY偏置平面为例,其刀具半径补偿的指令格式:

指令中:(www.daowen.com)
G41/G42——左/右侧刀具半径补偿,其是沿刀具编程运动方向看,刀具中心往左侧偏置是左补偿G41,往右侧偏置为右补偿G42;刀具半径左/右补偿的选择与加工表面的位置(内/外侧)、走刀路线和顺/逆铣削方式有关,如图1-44所示;
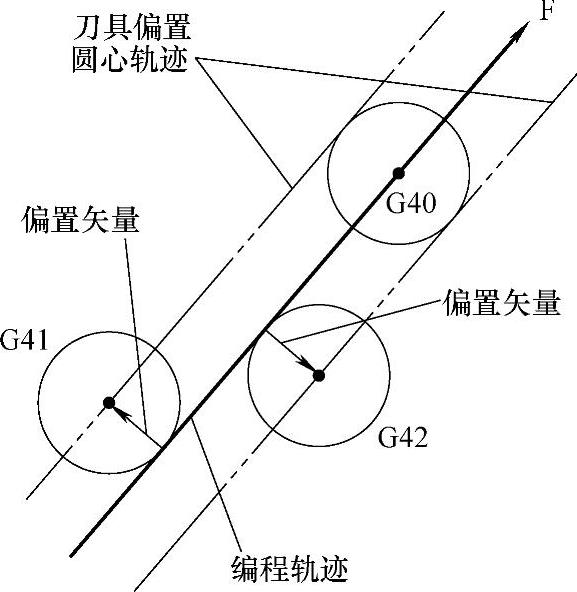
图1-43 G40、G41、G42的关系
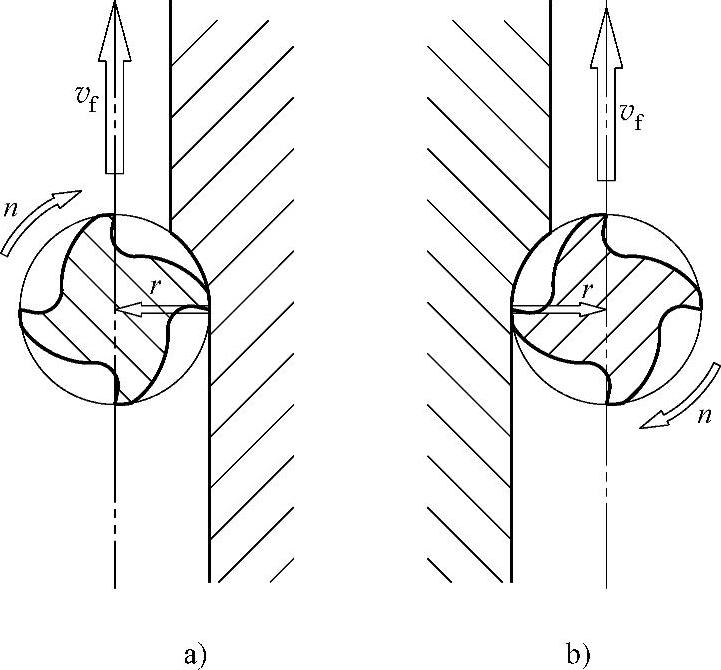
图1-44 刀具左/右补偿与顺/逆铣
a)G41/左补偿/顺铣 b)G42/右补偿/逆铣
vf—进给速度n—刀具转速r—偏置矢量
G40——取消刀具半径补偿指令;
G00/G01——刀具半径补偿的建立与取消必须在直线移动程序段G00/G01中进行;
D_——刀具补偿号,由地址符D加1~3位非零数字组成,参见图1-42;D代码一直有效,直到指定另一个D代码,或执行取消刀具半径补偿G40;注意代码D00是系统保留的刀补号,其刀补值永远为0,指定刀补号D00与执行G40指令效果相同;
F_——G01指令指定的进给速度;G00指令或前面已指定过值时可以不写。
注意:刀具半径补偿值必须在程序执行之前,通过MDI面板操作输入(也可指令指定);刀具补偿建立指令G41/G42与补偿取消指令G40一般成对使用。以上讨论的刀具左/右补偿是假设补偿值为正值的情况,若补偿值为负值,则左、右补偿对调。
学习刀具半径补偿指令,必须达到根据数控加工程序能准确地描述出加工时刀具的运动轨迹,包括启动和取消刀具半径补偿以及刀具半径补偿保持状态,其刀具轨迹与编程轨迹之间的区别,详尽介绍请参阅参考文献[11]或FANUC 0i MC操作说明书。
7.刀具半径补偿程序应用分析
分析刀具半径补偿的原理,可以看出刀具半径补偿能够实现以下功能:
1)可简化程序编制过程,即直接采用零件图样上给出的尺寸编程,不需考虑刀具直径及磨损情况。
2)可用一条程序实现精加工与粗加工。通过改变不同的刀补值,可以得到不同的刀具轨迹。
3)通过刀具补偿值来实现刀具磨损补偿。FANUC0i系统将刀具补偿值分为外形(D)与磨损(D)来进行管理,使得磨损的修正更清晰。
4)可实现相互配合凹、凸零件共用一个数控加工程序。
5)编写刀具半径补偿指令G41/G42时,要注意考虑“顺铣/逆铣”、“外/内轮廓”和顺/逆时针走刀路线的关系。一般粗铣用逆铣,精铣用顺铣,因此,加工外轮廓时G41为顺铣,G42为逆铣,加工内轮廓时正好相反。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






