【摘要】:快速进给移动速度可由机床操作面板上的速度倍率旋钮进行修调。若G04不指定暂停时间,则执行准停。
1.快速移动
快速移动的速度由系统参数指定(参数号1420),快速移动的轨迹设定由参数(参数号1401)设定,包括非直线型插补定位(各轴分别快速移动)和直线型插补定位(运动轨迹为插补直线)。快速进给移动速度可由机床操作面板上的速度倍率旋钮进行修调。
2.切削进给速度及控制
(1)切削进给速度的大小和方向均由数控系统控制,对于直线插补G01是沿直线的移动速度;对于圆弧插补G02/G03是刀位点切线方向的速度,如图1-40所示。其中直线插补可以是两轴联动或三轴联动。
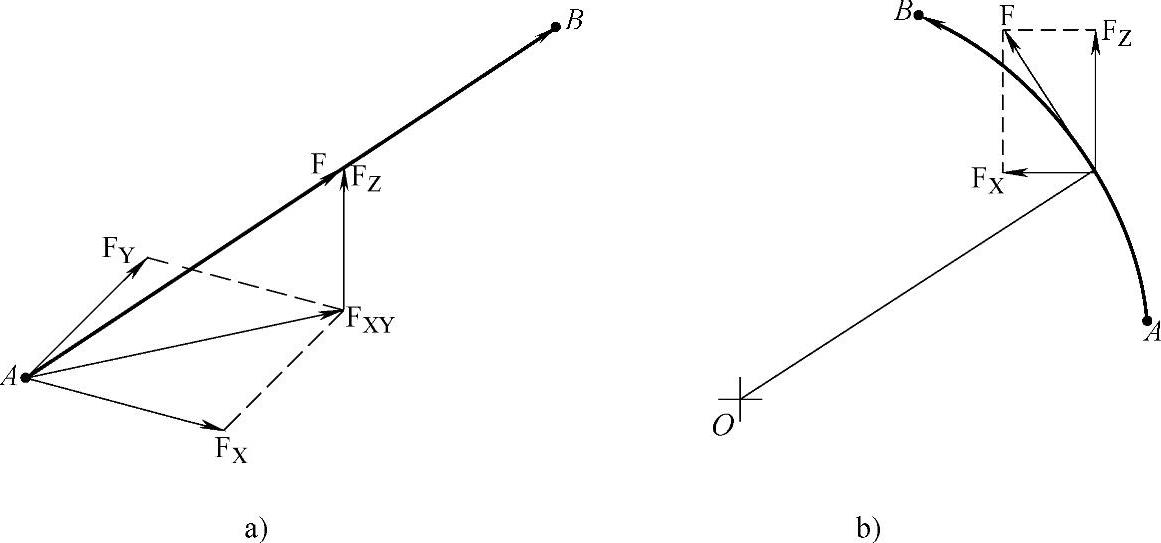
图1-40 切削进给速度
a)直线插补 b)圆弧插补
(2)进给速度控制指令(G94/G95)控制进给轴的进给方式,有每分钟进给与每转进给两种,简称分进给与转进给,指令格式:
G94 F_;指定进给方式为每分钟进给,地址符F之后指定每分钟进给量,单位为mm/min。(www.daowen.com)
G95 F_;指定进给方式为每转进给,地址符F之后指定每转进给量,单位为mm/r。
G94/G95指令是模态指令,可以相互注销;数控系统开机默认的指令由参数3402的第四位(FPM)设定,一般设定为每分钟进给。进给速度也可用机床操作面板上的进给速度倍率旋钮在一定范围内进行调节。
3.暂停指令(G04)
指令格式:
G04 X_;暂停单位为s,指令值范围为0.001~99999.999,允许十进制小数点指定。
G04 P_;暂停单位为ms(即0.001s),指令值范围为1~99999999,不允许十进制小数点指定。
若G04不指定暂停时间,则执行准停。暂停指令常用于转角、切槽槽底和镗孔孔底处,保证转角、槽底或孔底的加工精度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关数控铣床操作图解的文章







