1.快速定位指令(G00)
指令格式:G00 X_Y_Z_;
指令中,X_Y_Z_指定的是终点位置的绝对(增量)坐标值,由G90(G91)指令指定。
图1-33所示为快速定位指令动作图解,相关说明如下。
1)快速定位移动轨迹有直线插补(A→D)与非直线插补(A→B→C→D)两种,由参数1401的第一位(LRP)设置。非直线插补时要注意避免出现干涉而打坏刀具或损坏机床。
2)快速定位指令各轴移动的速度是固定的,各轴快速移动速度由参数1420设定,各轴快速移动倍率F0的速度由参数1421设定。
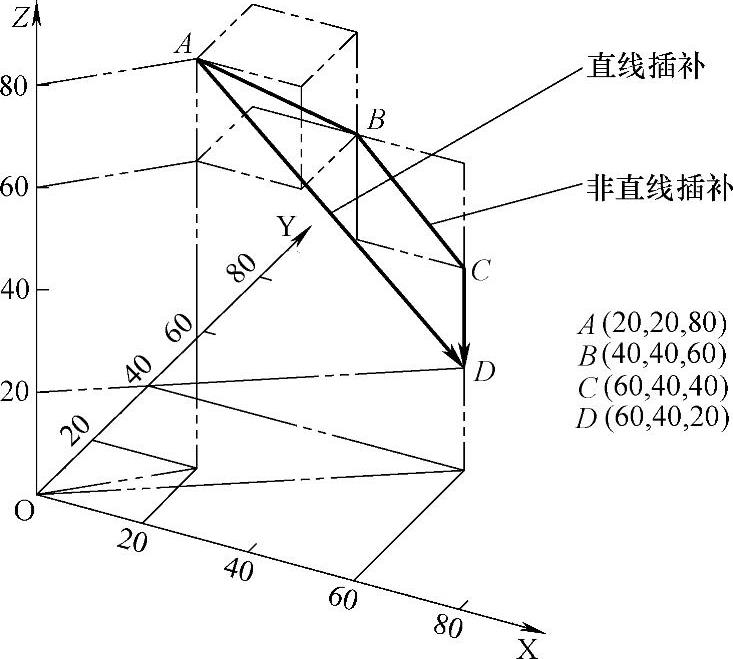
图1-33 G00指令移动轨迹
3)快速定位指令G00主要用于定位,指定刀具以快速移动速度移动到指定位置。
2.直线插补指令(G01)
指令格式:G01 X_Y_Z_F_;
指令中,X_Y_Z_指定的是终点位置的绝对(增量)坐标值,由G90(G91)指令指定;F_代码指定刀具移动的进给速度,一般为每分钟进给。
直线插补指令的移动轨迹为直线,主要用于切削加工。如图1-34所示,各坐标轴的进给速度由系统自动计算确定。F中指定的进给速度为续效值。
3.圆弧插补指令(G02/G03)
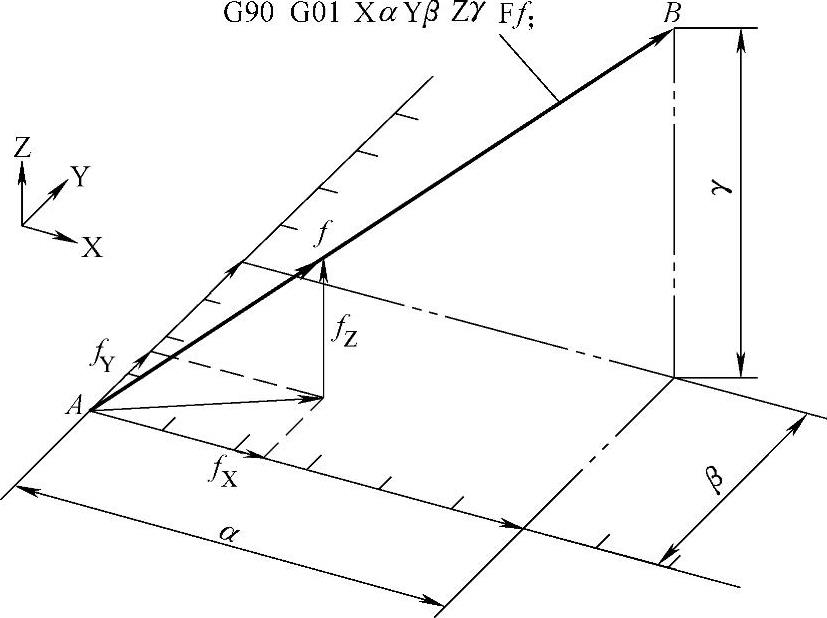
图1-34 直线插补轨迹与分速度
一般指令格式:
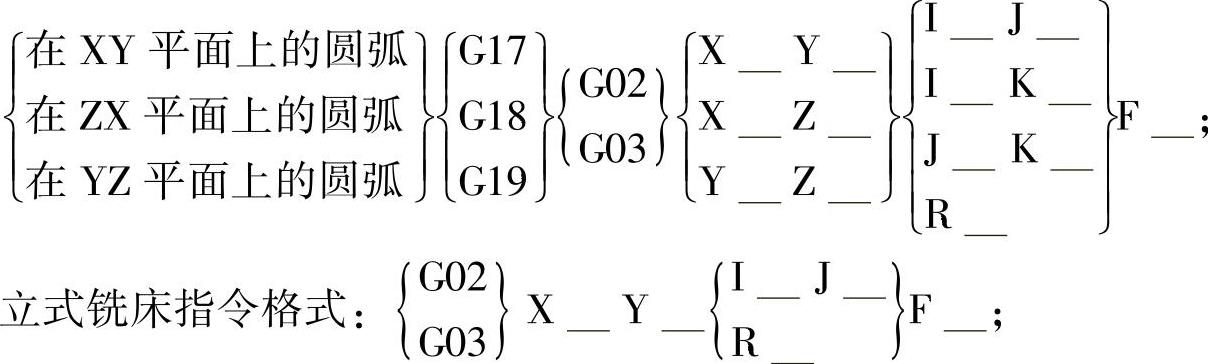
指令中:
G17/G18/G19——指定XY/ZX/YZ平面内的圆弧插补,立式数控铣床开机默认为G17,可以不写;
G02/G03——指定圆弧插补的运动方向,即顺时针/逆时针圆弧插补,参见图1-35;
X_Y_Z_——指令圆弧的终点位置坐标,可用绝对坐标G90或增量坐标G91指定;
I_J_K_——指令圆心位置,为圆弧起点到圆弧中心的矢量在相应坐标轴上的分量,I、J、K分别对应X、Y、Z坐标轴,图1-36所示为XY平面内圆弧,其始终为增量坐标值,尺寸字I0、J0、K0可以省略不写;
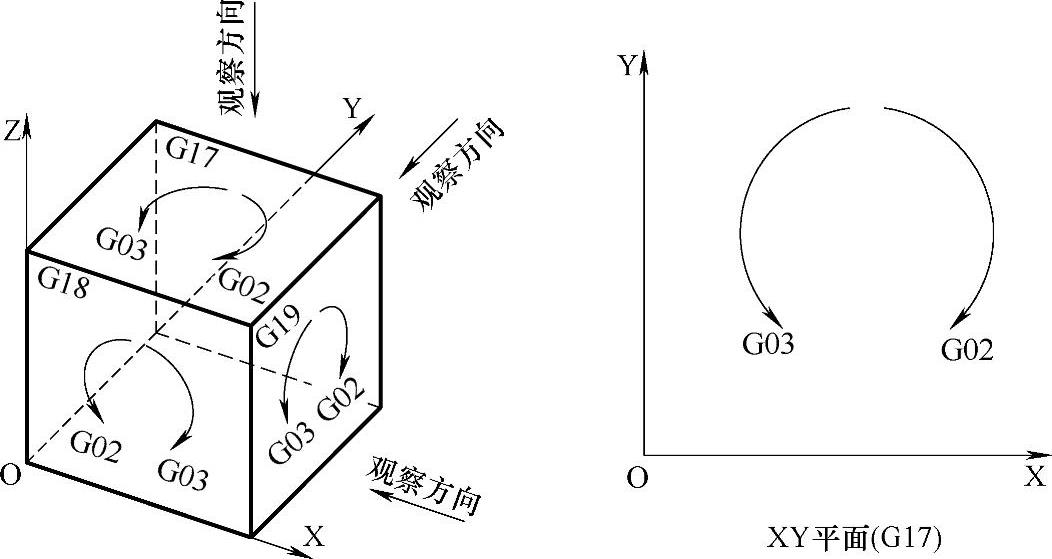
图1-35 圆弧插补方向判断
R——也是指令圆心位置,为带符号的圆弧半径,由于过起点和终点的圆弧可以有两个,如图1-37所示,因此规定,小于180°的圆弧用半径值正值表示,可以不写正号;大于180°的圆弧用半径值负值表示;而等于180°的圆弧,用正、负值均可,一般用正值;
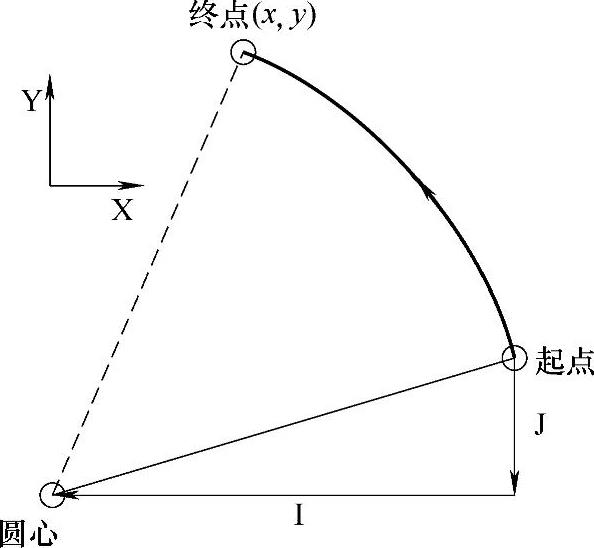
图1-36 用I、J指令圆心
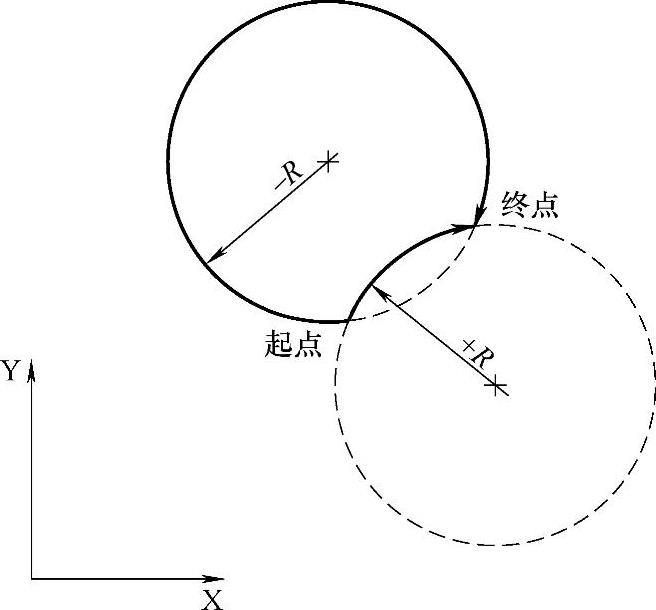
图1-37 用R指令圆心
F——沿圆弧插补方向的进给速度,即刀具当前位置处切线方向的速度。
4.螺旋插补指令(G02/G03)
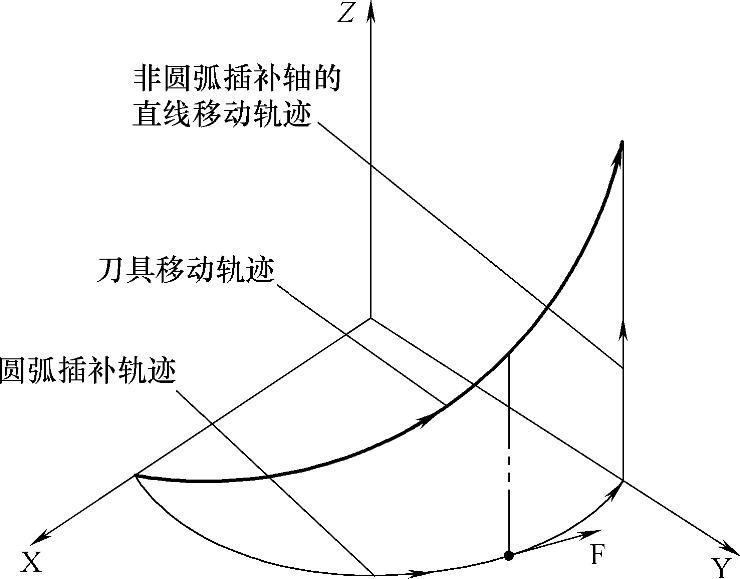
螺旋插补是在圆弧插补程序段的基础上加上非圆弧插补轴同步移动形成螺旋移动轨迹的指令。其中非圆弧插补轴最多可指定两个轴。立式数控铣床螺旋插补指令格式:

 (https://www.daowen.com)
(https://www.daowen.com)
图1-38 螺旋插补移动
指令中的Z轴是圆弧插补轴之外的移动轴,其他部分与圆弧插补指令相同。F指定的是沿圆弧插补的进给速度,如图1-38所示XY平面中圆弧插补的进给速度。而沿直线轴的进给速度如下:

该指令在使用时,刀具半径补偿只用于圆弧移动;刀具半径补偿和长度补偿不能用于螺旋插补指令的程序段中;直线移动轴的进给速度钳制可由系统参数设定。
螺旋插补指令可用于型腔铣削中的螺旋下刀、内孔或外圆柱面粗铣加工等。图1-39所示圆形沉孔加工,采用螺旋下刀,加工轨迹如图1-39c所示。
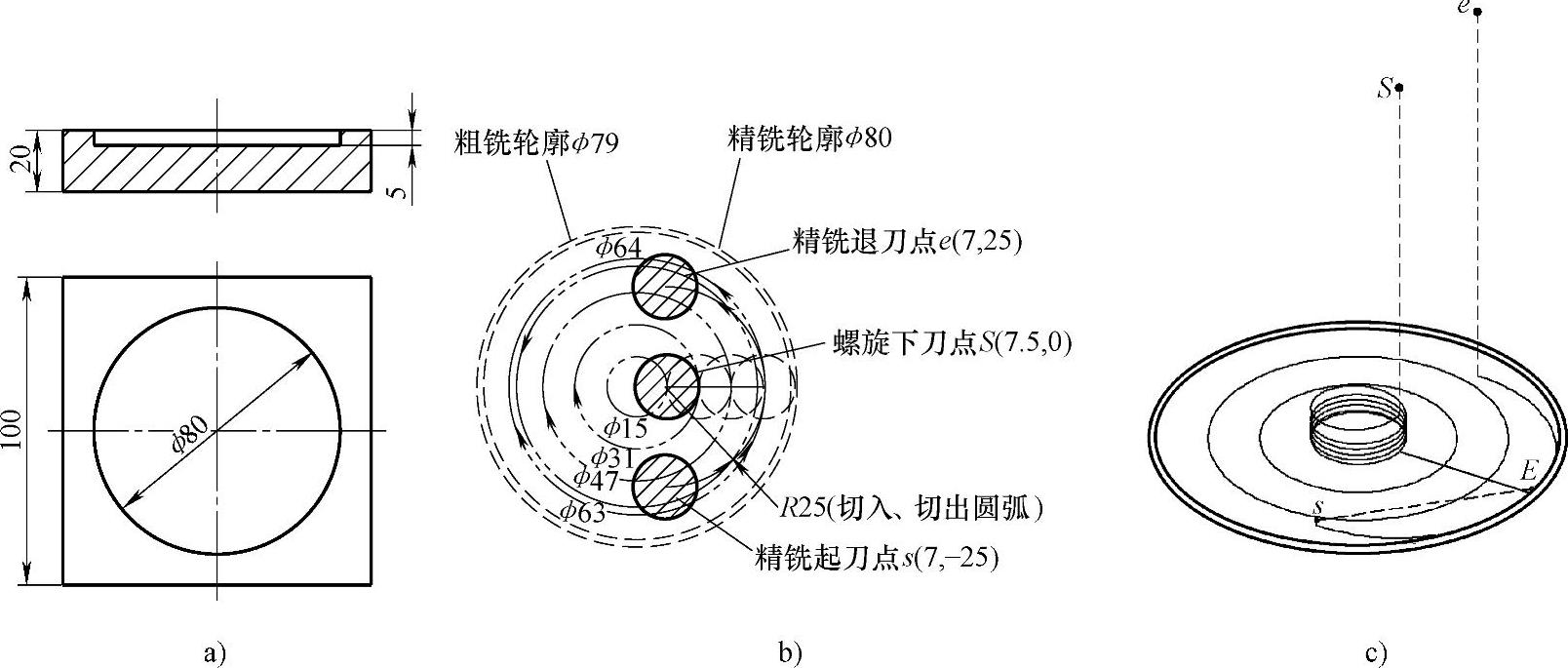
图1-39 螺旋下刀铣削圆形沉孔
a)工件图 b)刀具轨迹规划图 c)刀具三维轨迹图
相关参数:ϕ16mm的圆柱立铣刀,主轴转速为500r/min,切削进给量取200mm/min,起刀点坐标为(7.5,0,100),利用G55指令建立工件坐标系。参考程序如下:
O0144 程序名
N10 G90 G55 G00 X7.5Y0.Z100; 选择G55工件坐标系,快速移至起始点S
N20 M03 S500; 主轴正转(500r/min)
N30 Z2.; 快速下刀,距离工件2mm
N40 G02 I-7.5Z-1.0F200; 螺旋下刀至深度1mm的位置上
N50 I-7.5Z-2.; 螺旋下刀,每转下刀1mm,第一圈至深2mm处
N60 I-7.5Z-3.; 螺旋下刀,每转下刀1mm,第二圈至深3mm处
N70 I-7.5Z-4.; 螺旋下刀,每转下刀1mm,第三圈至深4mm处
N80 I-7.5Z-5.; 螺旋下刀,每转下刀1mm,第四圈至深5mm处
N90 I-7.5Z-5.; 整圆铣削保证深度5mm
N100 G01 X15.5; 刀具X方向移动8mm
N110 G02 I-15.5; 顺时针整圆铣削
N120 G01 X23.5; 刀具继续X方向移动8mm
N130 G02 I-23.5; 顺时针整圆铣削
N140 G01 X31.5; 刀具继续X方向移动8mm
N150 G02 I-31.5; 顺时针整圆铣削至轮廓直径ϕ79mm
N180 G01 Z-4; 提刀1mm至粗铣结束点E
N190 G00 X7.Y-25.; 快速定位至精铣整圆起刀点s
N200 G01 Z-5.;下刀至孔底
N210 G03 X32.Y0 R25.;圆弧切线切入
N220 I-32.逆时针整圆精铣
N230 X7.Y25.R25.;圆弧切线处至整圆退刀点
N240 G00 Z100.;快速退回至程序结束点(精铣结束点e)
N140 M30;程序结束
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





