1.绝对/增量坐标值编程指令(G90/G91)
数控铣床刀具移动量的指令方法有绝对坐标与增量坐标指令两种,也称绝对坐标编程和增量坐标编程。其指令格式如下:
绝对坐标编程:G90 X_Y_Z_;
增量坐标编程:G91 X_Y_Z_;
指令中的坐标值分别为终点的绝对坐标或终点相对于起点的坐标增量。以图1-32为例,假设刀具从A点沿直线运动到B点,则
绝对坐标编程为:G90 G01 X60.0Y70.0Z30.0;
增量坐标编程为:G91 G01 X40.0Y-50.0Z-50.0;
G90、G91指令为同组模态指令,可相互注销。参数3402的第三位(G91)可以设定机床通电时的默认指令是G90还是G91,一般默认设置为G90。
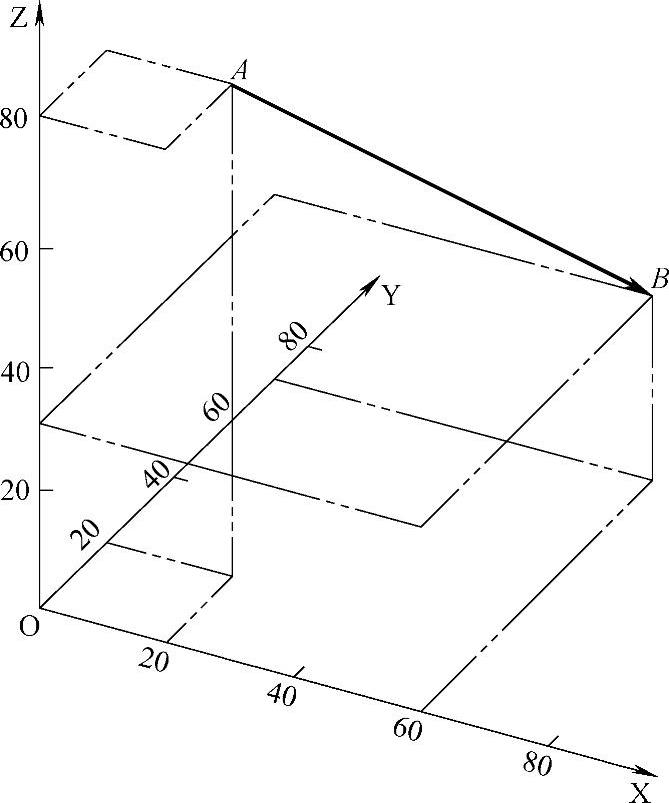
图1-32 绝对坐标/增量坐标编程
2.英制/米制转换指令(G20/G21)(https://www.daowen.com)
数控程序中G代码数值的单位可以是英制或米制,具体如下:
英制单位指令:G20,单位为in(英寸)。
米制单位指令:G21,单位为mm(毫米)。
G20或G21代码必须在程序开始设定坐标系之前在一个单独的程序段中指定;程序执行过程中,不能切换G20和G21;国内机床的默认设置一般是米制单位,因此很多人编程时往往省略不写G21指令。
3.尺寸字数值的小数点编程
尺寸字也叫尺寸指令,由“地址符+数字”组成。数控系统中输入尺寸字数字的小数点省略后表示的数值单位有两种表示方法:计算器型和标准型小数点表示法,见表1-3。
表1-3 尺寸字数字小数点的作用

采用计算器型还是标准型输入法可由3401号参数的第0位(DPI)确定。标准型小数点输入法尺寸字后的数值单位是最小输入增量单位,一般为0.001mm单位。当控制系统设置为标准型小数点输入时,若忽略了小数点,则将指令值变为了1/1000,此时若加工,则有可能出现事故。因此建议编程者书写尺寸字后的数字时养成书写小数点(如X1000.)的习惯。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






